



游标卡尺是车工最常用的中等精度通用量具,其结构简单,使用方便。按式样不同,游标卡尺可分为三用游标卡尺和双面游标卡尺,如图1-48所示。
1.游标卡尺的结构
1)三用游标卡尺的结构形状如图1-48a所示,主要由尺身和游标等组成。使用时,旋松固定游标用的紧固螺钉即可测量。下量爪用来测量工件的外径和长度,上量爪用来测量孔径和槽宽,深度尺用来测量工件的深度和台阶的长度。测量时移动游标使量爪与工件接触,取得尺寸后,最好把紧固螺钉旋紧后再读数,以防尺寸变动。
2)双面游标卡尺的结构形状如图1-48b所示,为了调整尺寸方便和测量准确,在游标上增加了微调装置8。旋紧固定微调装置的紧固螺钉7,再松开紧固螺钉3,用手指转动滚花螺母9,通过小螺杆10即可微调游标4。其上量爪用来测量沟槽直径或孔距,下量爪用来测量工件的外径。测量孔径时,游标卡尺的读数值必须加下量爪的厚度b(b一般为10mm)。
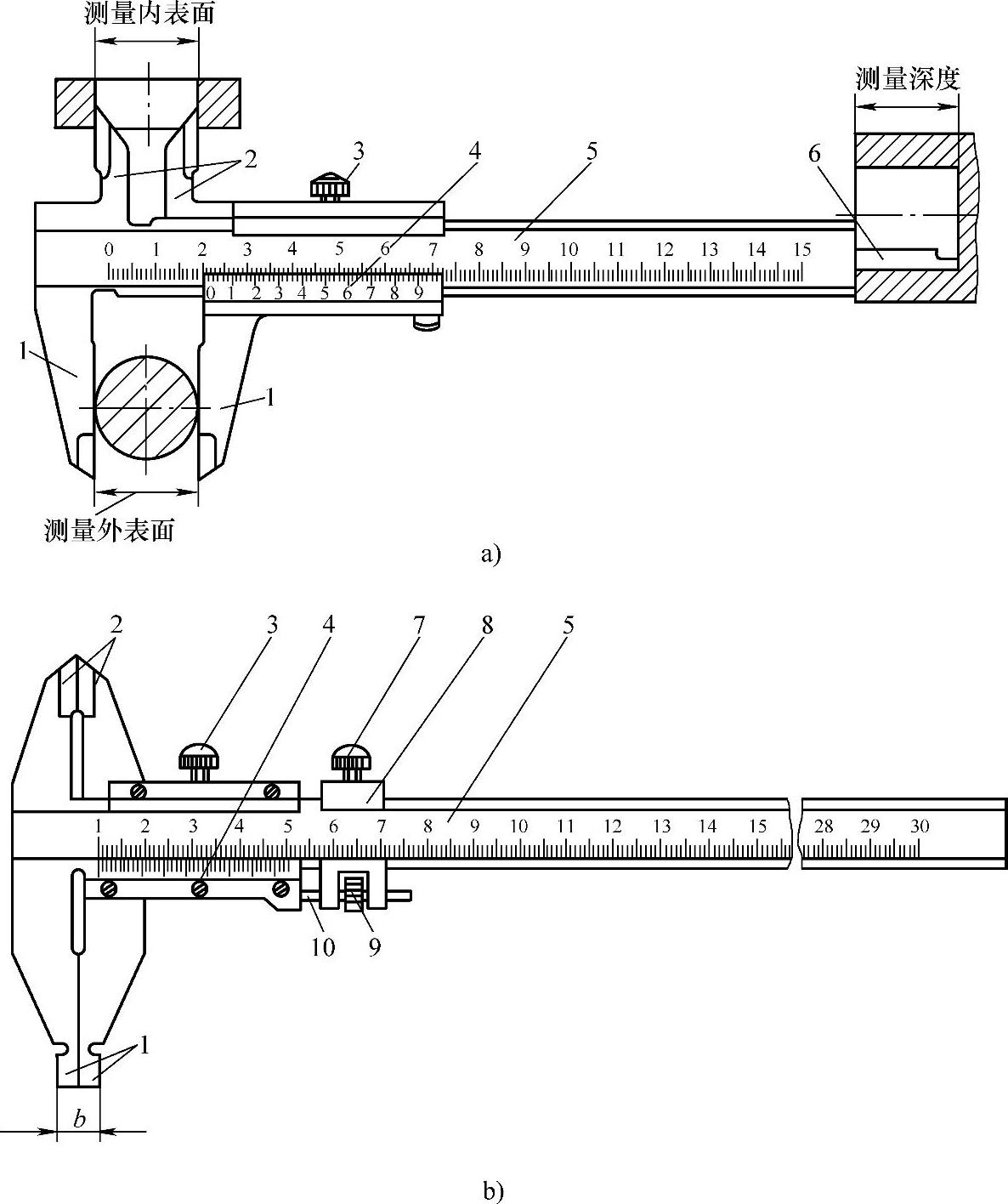
图1-48 游标卡尺
a)三用游标卡尺 b)双面游标卡尺
1—下量爪 2—上量爪 3、7—紧固螺钉 4—游标 5—尺身 6—深度尺 8—微调装置 9—滚花螺母 10—小螺杆
2.游标卡尺的读数方法
游标卡尺的测量范围分别为0~125mm、0~150mm、0~200mm和0~300mm等。游标卡尺的分度值有0.02mm、0.05mm和0.1mm三种。游标卡尺是以游标的“0”线为基准进行读数的,以图1-49所示的分度值为0.05mm的游标卡尺为例,其读数分为以下三个步骤。

图1-49 游标卡尺的识读
(1)读整数 首先读出尺身上游标“0”线左边的整数毫米值,尺身上每格为1mm;即读出整数值为7mm。
(2)读小数 用尺身上某刻线对齐的游标上的刻线格数,乘以游标卡尺的分度值,得到小数毫米值,即读出小数部分为11×0.05mm=0.55mm。
(3)整数加小数 最后将两项读数相加,即为被测表面的尺寸;即7mm+0.55mm=7.55mm。
3.使用游标卡尺的注意事项(https://www.xing528.com)
1)应按工件的尺寸及精度要求选用合适的游标卡尺。不能用游标卡尺测量铸锻件的毛坯尺寸,也不能用游标卡尺测量精度要求过高的工件。表1-17为游标卡尺的使用范围。
表1-17 游标卡尺的使用范围

2)使用前要检查游标卡尺量爪和测量刃口是否平直无损;两量爪贴合时有无漏光现象,尺身和游标的零线是否对齐。
3)测量外尺寸时,量爪应张开到略大于被测尺寸,以固定量爪贴住工件,用轻微压力把活动量爪推向工件,卡尺测量面的连线应垂直于被测量表面,不能偏斜,如图1-50所示。
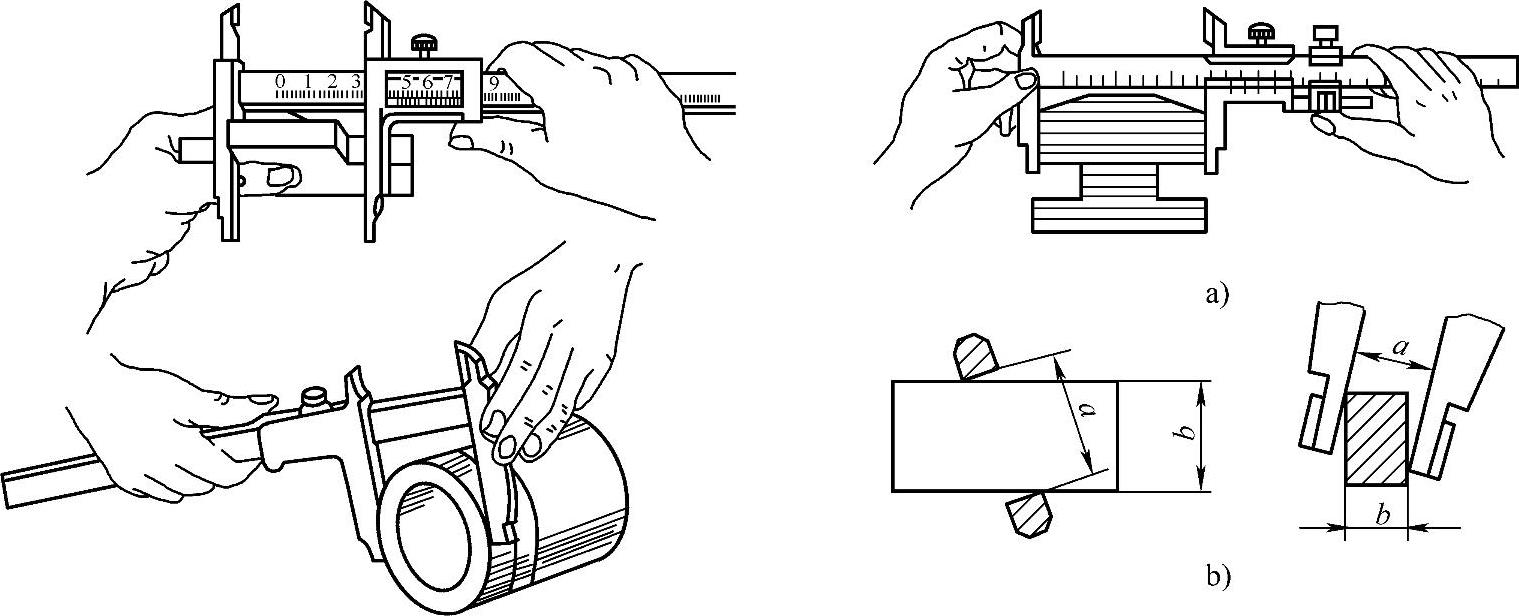
图1-50 测量外尺寸的方法
a)正确 b)错误
4)测量内尺寸时,量爪开度应略小于被测尺寸。测量时两量爪应在孔的直径上,不得倾斜,如图1-51所示。

图1-51 测量内尺寸的方法
a)正确 b)错误
5)测量孔深或高度时,应使深度尺的测量面紧贴孔底,游标卡尺的端面与被测件的表面接触,且深度尺要垂直,不可前后左右倾斜,如图1-52所示。
6)读数时,游标卡尺置于水平位置,视线垂直于刻线表面,避免视线歪斜造成读数误差。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。