



1.自定心卡盘的结构
自定心卡盘是车床上常用工具,它夹持工件时一般不需要找正,装夹速度较快。常用的米制自定心卡盘规格有150mm、200mm和250mm。自定心卡盘的结构和形状如图1-39所示,主要由外壳体、三个卡爪、三个小锥齿轮、一个大锥齿轮等零件组成。当用卡盘扳手插入小锥齿轮的方孔中转动时,大锥齿轮也随之转动,在大锥齿轮背面平面螺纹的作用下,使三个卡爪同时向心移动或退出,以夹紧或松开工件。
2.自定心卡盘的用途
自定心卡盘用以装夹工件,并带动工件随主轴一起旋转,实现主运动。它能自动定心,安装工件快捷、方便,但夹紧力不大,所以一般用于精度要求不是很高、形状规则的中、小型工件的安装。
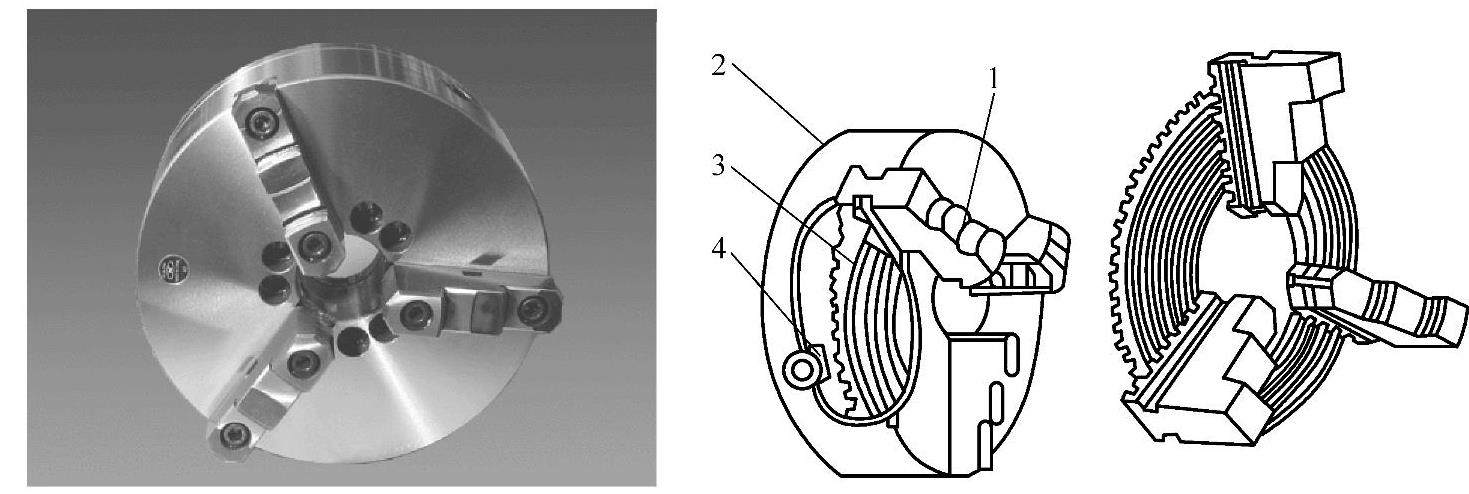
图1-39 自定心卡盘的结构
1—卡爪 2—卡盘体 3—锥齿端面螺纹圆盘 4—小锥齿轮
3.自定心卡盘卡爪的装配
卡爪有正、反两副。正卡爪用于装夹外圆直径较小和内孔直径较大的工件;反卡爪用于装夹外圆直径较大的工件。卡爪的安装如图1-40所示。
安装卡爪时,要按卡爪上的号码1、2、3的顺序装配。若号码看不清,则可把三个卡爪并排放在一起,比较卡爪端面螺纹牙数的多少,多的为1号爪,最少的为3号爪,如图1-40所示。将卡盘扳手的方榫插入卡盘外壳圆柱面上的方孔中,按顺时针方向旋转,以驱动大锥齿轮背面的平面螺纹,当平面螺纹的螺扣转到将要接近壳体上的1槽时,将1号卡爪插入壳体槽内,继续顺时针转动卡盘扳手,在卡盘壳体上的2槽、3槽处依次装入2号、3号卡爪。拆卸卡爪的操作方法与之相反。
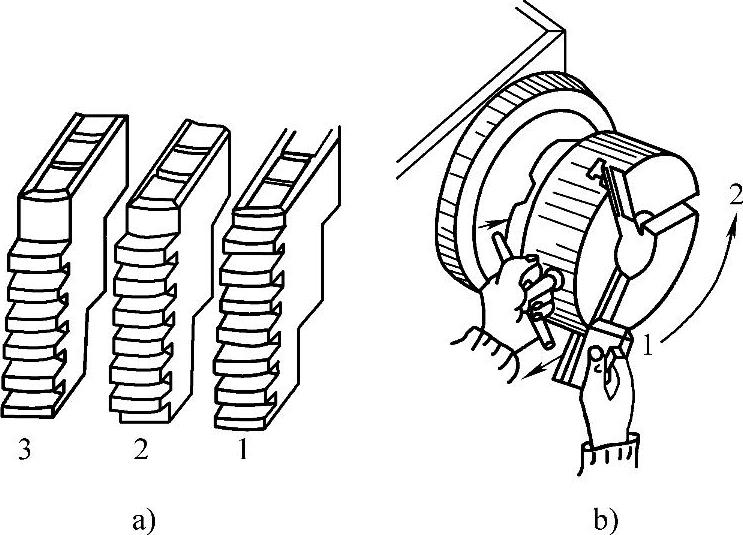
图1-40 卡爪的安装
4.自定心卡盘的安装
由于自定心卡盘是通过连接盘与车床主轴连为一体的。所以连接盘与车床主轴、自定心卡盘之间的同轴度要求很高。
连接盘与主轴及卡盘间的连接方式如图1-41所示。
CA6140型车床主轴前端为短锥法兰盘结构,用以安装连接盘。连接盘由主轴上的短圆锥面定位。安装前,要根据主轴短圆锥面和卡盘后端的台阶孔径配置连接盘。安装时,让连接盘4的四个螺栓5及其上的螺母6从主轴轴肩和锁紧盘2上的孔穿过,螺栓中部的圆柱面与主轴轴肩上的孔精密配合,然后将锁紧盘转过一个角度,使螺栓进入锁紧盘上宽度较窄的圆弧槽段,把螺母卡住,接着再拧紧螺母,于是连接盘便可靠地安装在主轴上。(https://www.xing528.com)
连接盘前面的台阶面是安装卡盘8的定位基面,与卡盘的后端面和台阶孔(俗称止口)配合,以确定卡盘相对于连接盘的正确位置(实际上是相对主轴中心的正确位置)。通过三个螺钉9将卡盘与连接盘连接在一起。这样,主轴、连接盘、卡盘三者可靠地连为一体,并保证了主轴与卡盘同轴心。端面键3可防止连接盘相对主轴转动,是保险装置。螺钉7为了拆卸连接盘时用的顶丝。
安装自定心卡盘的操作步骤如下:
1)装卡盘前应切断电动机电源并将卡盘和连接盘各表面(尤其是定位配合表面)擦净并涂油。在靠近主轴处的床身导轨上垫一块木板,以保护导轨面不受撞击。
2)用一根比主轴通孔直径稍小的硬木棒穿在卡盘中,将卡盘抬到连接盘端,将硬木棒一端插入主轴通孔内,另一端伸在卡盘外。
3)小心地将卡盘背面的台阶孔装配在连接盘的定位基面上,并用三个螺钉将连接盘与卡盘可靠地连为一体,然后抽去木棒,撤去垫板。卡盘装在连接盘上后,应使卡盘背面与连接盘平面贴平、贴牢。
5.自定心卡盘的拆卸
拆卸卡盘前,应切断电源,并在主轴孔内插入一根硬木棒,木棒另一端伸出卡盘之外并搁置在刀架上,垫好床身护板,以防意外撞伤床身导轨面。卸下连接盘与卡盘联接的三个螺钉,并用木锤轻敲卡盘背面,以使卡盘止口从连接盘的台阶上分离下来。
6.自定心卡盘上安装工件
自定心卡盘的三个卡爪是同步运动的,能自动定心(一般不需要找正)。但在安装较长工件时,工件离卡盘夹持部分较远处的旋转中心不一定与车床主轴中心重合,这时必须找正。或当自定心卡盘使用时间较长,已失去应有的精度,而工件的加工精度要求又较高时,也需要找正。总的要求是使工件的回转中心与车床主轴的回转中心重合。通常可采用以下几种方法:
1)粗加工时可用目测和划线的方式找正工件毛坯表面。
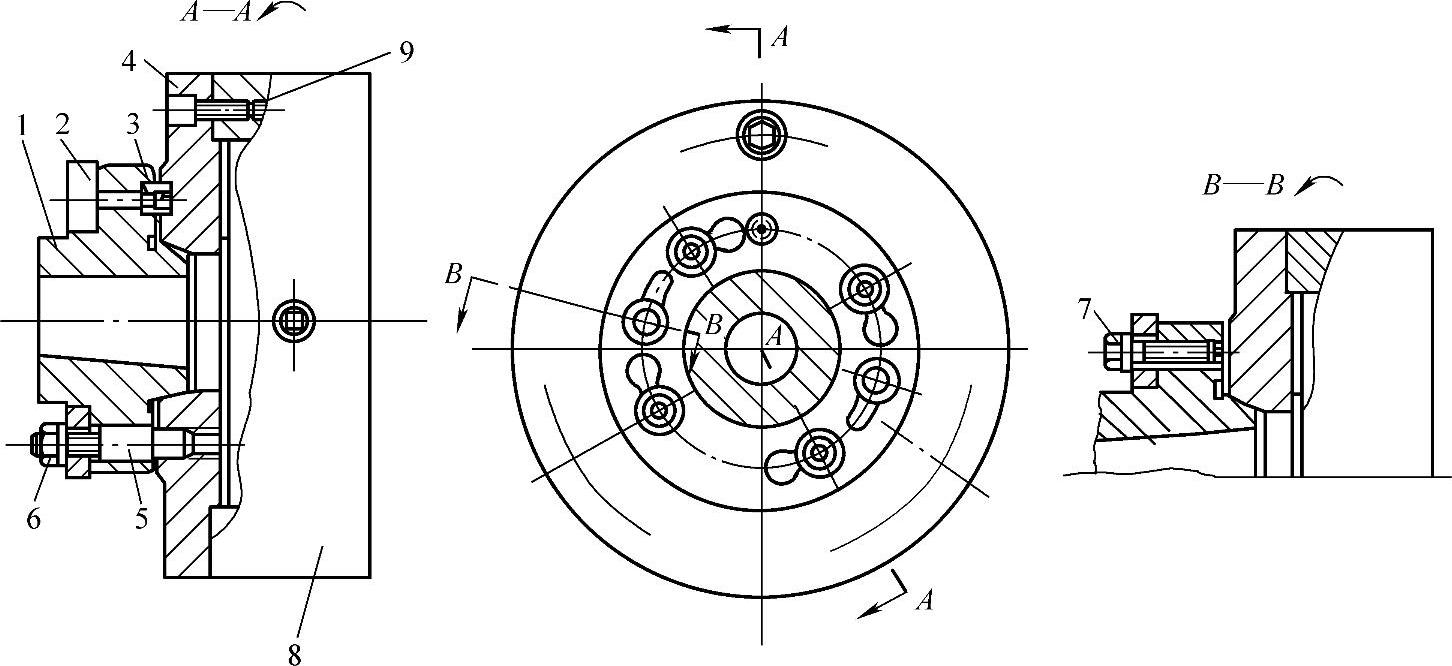
图1-41 连接盘与主轴、卡盘的连接
1—主轴 2—锁紧盘 3—端面键 4—连接盘 5—螺栓 6—螺母 7、9—螺钉 8—卡盘
2)半精车、精车时可用百分表找正工件外圆和端面。
3)装夹轴向尺寸较小的工件时,还可以先在刀架上装夹一根圆头铜棒,再轻轻夹紧工件,然后使卡盘低速带动工件转动,移动床鞍,使刀架上的圆头棒轻轻接触已粗加工的工件端面,观察工件端面大致与轴线垂直后即停止旋转,并夹紧工件(图1-42)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。