



在车床上主要依靠工件的旋转主运动和刀具的进给运动来完成切削工作。因此车刀角度选择得是否合理,车刀刃磨的角度是否正确,都会直接影响工件的加工质量和切削效率。
在切削过程中,由于车刀的前刀面和后刀面处于剧烈的摩擦和切削热的作用之中,会使车刀切削刃口变钝而失去切削能力,只有通过刃磨才能恢复切削刃口的锋利和正确的车刀角度。车刀的刃磨分机械刃磨和手工刃磨两种。机械刃磨效率高、质量好,操作方便。但目前中小型工厂仍普遍采用手工刃磨。下面以硬质合金(P10)90°外圆车刀为例,介绍手工刃磨刀具的方法。
1.砂轮的选用
目前常用的砂轮有氧化铝和碳化硅两类,刃磨时必须根据刀具材料来选定。氧化铝砂轮多呈白色,其砂粒韧性好,比较锋利,但硬度稍低(指磨粒容易从砂轮上脱落),适用于刃磨高速钢车刀和硬质合金车刀的刀柄部分。碳化硅砂轮多呈绿色,其砂粒硬度高,切削性能好,但较脆,适用于刃磨硬质合金。
2.车刀的刃磨方法和步骤
(1)修磨前刀面、后刀面 先磨去车刀前刀面、后刀面上的焊渣,并将车刀底面磨平。
(2)粗磨主后刀面和副后刀面的刀柄部分(以形成后空隙) 刃磨时,在略高于砂轮中心的水平位置将车刀底平面向砂轮方向倾斜一个比刀体上的后角大2°~3°的角度,粗磨刀柄部分的主后刀面,用同样的方法粗磨刀柄部分的副后刀面,磨出一个比刀体上的后角大2°~3°的角度,为下一步刃磨刀体上的主后刀面和副后刀面作准备,如图1-21所示。
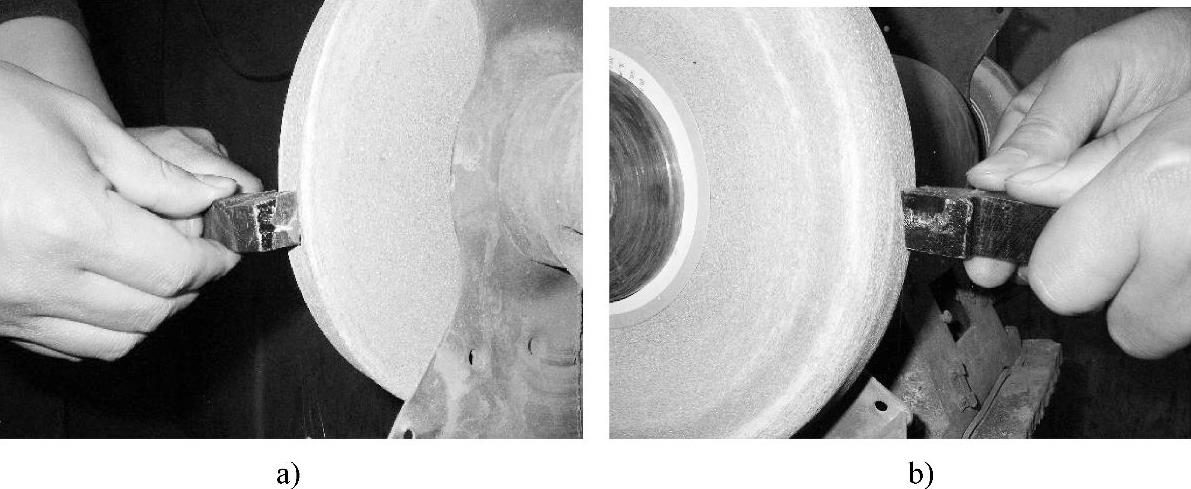
图1-21 粗磨刀柄上的主后刀面、副后刀面
a)磨刀柄上的主后刀面 b)磨刀柄上的副后刀面
(3)粗磨刀体上的主后刀面 磨主后刀面时,刀柄应与砂轮轴线保持平行,同时刀体底平面向砂轮方向倾斜一个比主后角大2°的角度。刃磨时,先把车刀已磨好的刀柄上的主后刀面靠在砂轮的外圆上,以接近砂轮中心的水平位置为刃磨的起始位置,然后使刃磨位置继续向砂轮靠近,并作左右缓慢移动。当砂轮磨至切削刃处即可结束。如图1-22a所示,保证同时磨出主后角αo+2°和κr=90°的主偏角。
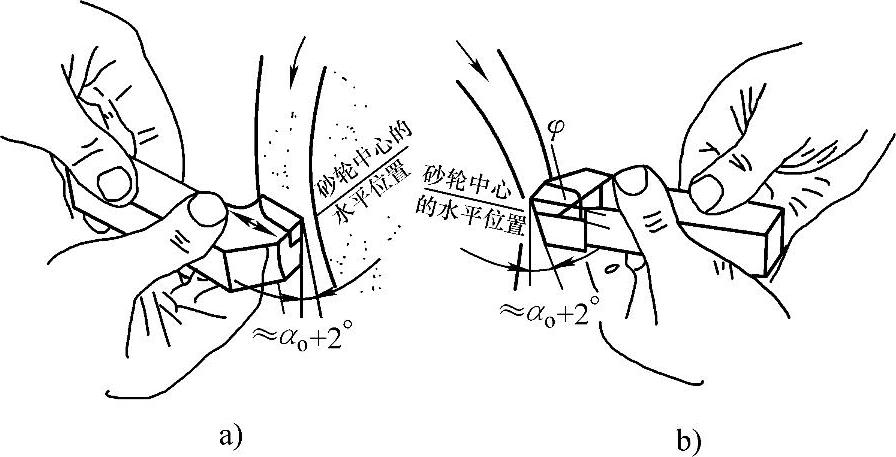
图1-22 粗磨后角、副后角
a)粗磨后角 b)粗磨副后角
(4)粗磨刀体上的副后刀面 磨副后刀面时,刀柄尾部应向右转过一个副偏角κ′r的角度,同时车刀底平面向砂轮方向倾斜一个比副后角大2°的角度,如图1-22b所示,保证同时磨出副后角α′o+2°和副偏角κ′r。具体的刃磨方法与粗磨刀体上主后刀面的方法大体相同。
(5)粗精磨前刀面 以砂轮的外圆磨出车刀的前刀面,并在磨前刀面的同时磨出前角γo。如图1-23所示。注意,一般不用砂轮端面磨削前刀面。
(6)磨断屑槽 断屑槽常见的有圆弧形和直线形两种,如图1-24所示。当需要刃磨圆弧形断屑槽时,一般在上述粗、精磨前刀面的基础上(前角γo一般为0°),将砂轮的外圆和端面的交角处用修砂轮的金刚石笔修磨成相应的圆弧。刃磨时刀尖向下磨或向上磨,如图1-25所示。但选择刃磨断屑槽的部位时,应考虑留出车刀倒棱的宽度。
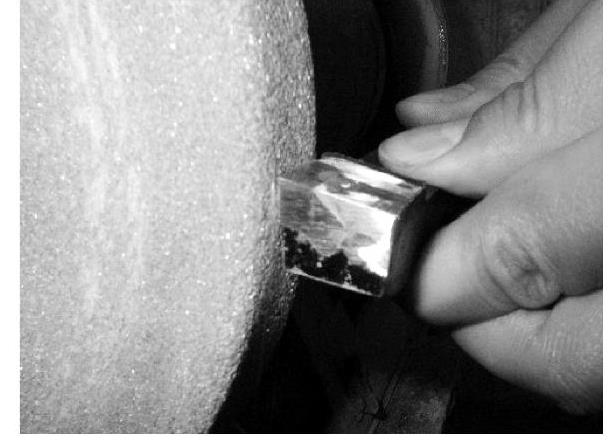
图1-23 粗精磨前刀面
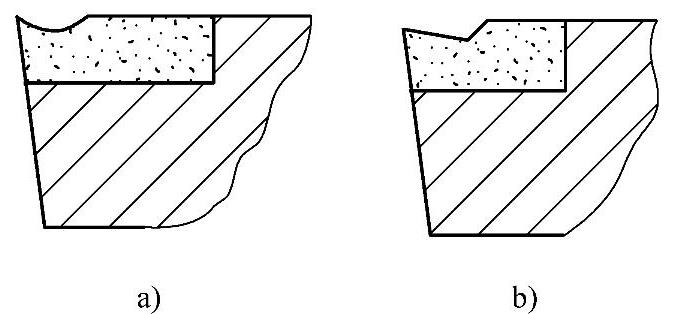
图1-24 断屑槽的两种形式
a)圆弧形 b)直线形
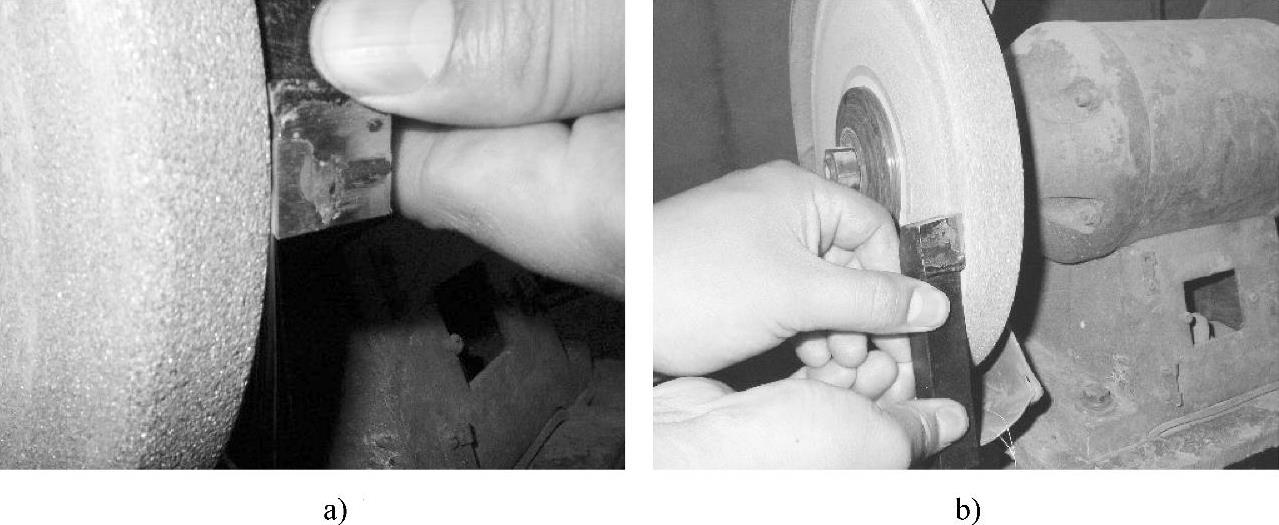
图1-25 刃磨断屑槽的方法
a)向下磨 b)向上磨
刃磨时须注意如下要点:
1)砂轮的交角处应经常保持尖锐或具有一定的圆弧状。
2)刃磨时的起点位置应该与刀尖、主切削刃离开一定的距离,不能一开始就直接刃磨到主切削刃和刀尖上,一般起始位置与刀尖的距离等于断屑槽长度的1/2左右;与主切削刃的距离等于断屑槽宽度的1/2再加上倒棱的宽度。
3)刃磨时,不能用力过大,车刀应沿刀柄方向作上下缓慢移动。要特别注意刀尖,切莫把断屑槽的前端口磨坍。
4)刃磨过程中应反复检查断屑槽的形状、位置以及前角γo的数值。
刃磨直线形断屑槽的方法与刃磨圆弧形断屑槽的方法相似。
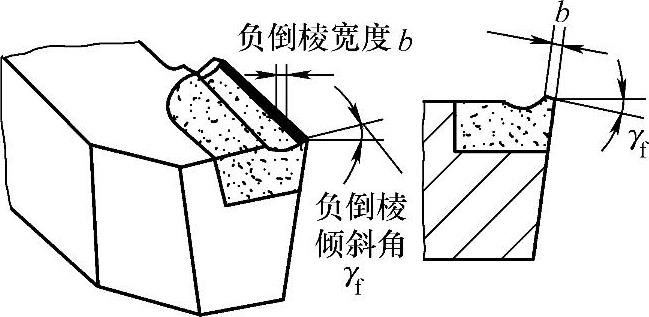
(7)磨负倒棱 为了提高主切削刃的强度,改善其受力和散热条件,通常在车刀的主切削刃上磨出负倒棱(图1-26)。刃磨负倒棱的方法如图1-27所示。刃磨时,用力要轻微,要使主切削刃的后端向刀尖方向摆动。刃磨时可采用直磨法和横磨法。为了保证切削刃的质量,最好采用直磨法。
 (https://www.xing528.com)
(https://www.xing528.com)
图1-26 负倒棱
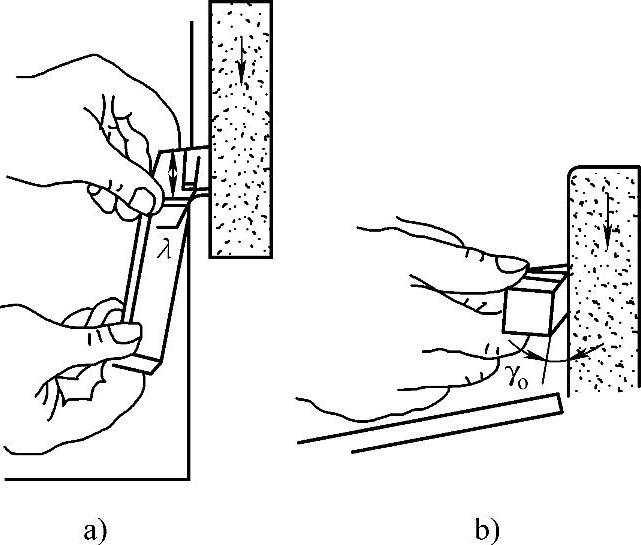
图1-27 磨负倒棱
a)直磨法 b)横磨法
(8)精磨主后刀面和副后刀面 精磨前要修整好砂轮,保持砂轮平稳旋转。如图1-28所示,将车刀底平面靠在调整好角度的托架上,并使切削刃轻轻地靠在砂轮的端面上,并沿砂轮端面缓慢地左右移动,使车刀刃口平直光洁,同时保证主后角αo和副后角α′o的角度要求。
(9)磨过渡刃 刃磨方法如图1-29所示,将角度导板翘起一个等于后角的角度,再把车刀放在上面,按过渡刃的形状进行刃磨。当需要刃磨直线形过渡刃时,如图1-29a所示,应使车刀主切削刃与砂轮端面成一个大致等于主偏角一半值的角度,再用很小的力,缓慢地把刀尖向砂轮推进。当磨出的过渡刃长度符合要求时,即可结束刃磨。当需要刃磨圆弧型过渡刃时,如图1-29b所示,则应在车刀刀尖与砂轮端面轻微接触后,刀杆基本上以刀尖为圆心,在主、副切削刃与砂轮端面的夹角大致等于15°的范围内,缓慢均匀地转动,此时,用力要轻微,推进要慢。当磨出的刀尖圆角符合刀尖圆弧半径的要求时,即可结束刃磨。当刃磨车削较硬材料的车刀时,也可以在过渡刃上磨出负倒棱。
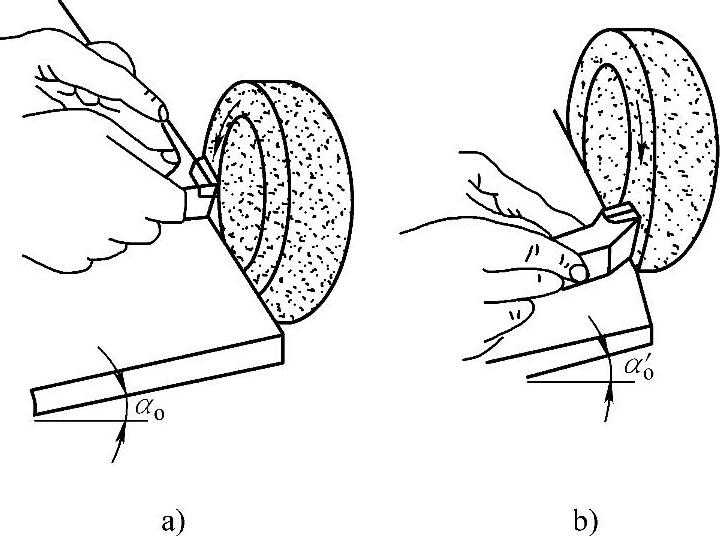
图1-28 精磨主后刀面和副后刀面
a)精磨主后刀面 b)精磨副后刀面
(10)车刀的手工研磨 用手工刃磨的车刀,通常切削刃不够平滑、光洁,如果用放大镜观察,可以发现刃口处凸凹不平。使用这样的车刀车削,不仅会直接影响工件的表面粗糙度值,而且也会降低车刀的使用寿命。对于硬质合金车刀,在切削过程中还会产生崩刃现象,所以必须进行研磨。
研磨车刀时,可用磨石或研磨粉进行。研磨硬质合金车刀时用碳化硼;研磨高速钢车刀时用氧化铝。如果用研磨粉研磨时,应用一块铸铁平板,其表面粗糙度值应达到Ra0.3μm,在平板上放研磨粉,用机油拌匀后即可使用。研磨顺序是先研磨后刀面,再研磨前刀面,最后研磨负倒棱。用磨石研磨刀具时,手持磨石要平稳,如图1-30所示。磨石与被研磨表面要贴平,前后沿水平方向平稳移动,推时用力,回时不用力,不要上下移动,以免将切削刃研钝。研磨后的车刀,刀面的表面粗糙度值应达到Ra0.4~0.2μm。
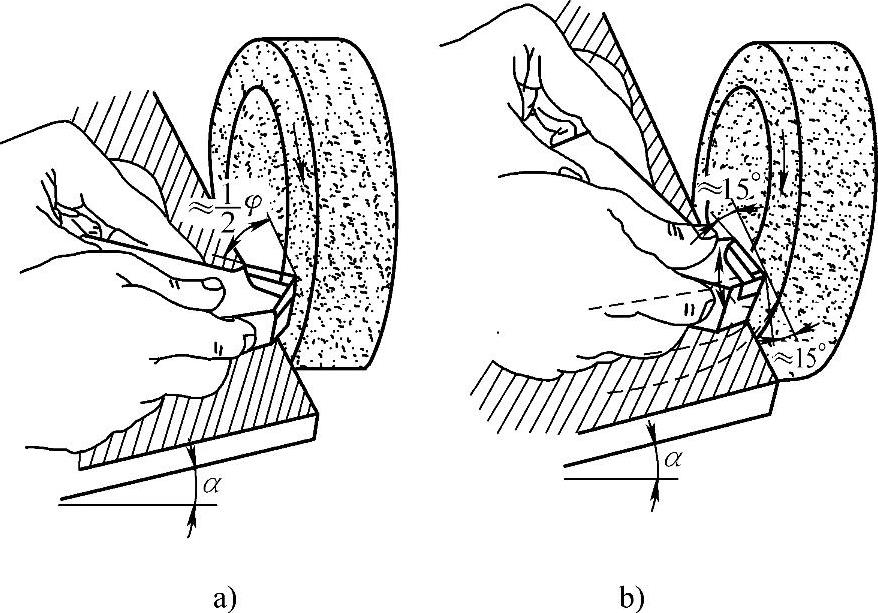
图1-29 磨过渡刃
a)磨直线形过渡刃 b)磨圆弧形过渡刃
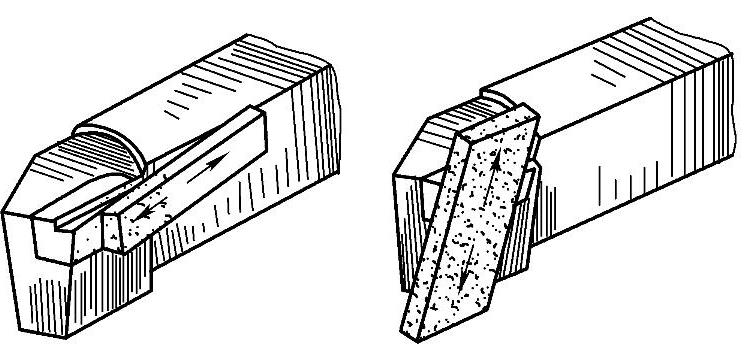
图1-30 用磨石研磨车刀
3.刃磨车刀的姿势及方法
1)人站立在砂轮机的侧面,以防砂轮碎裂时,碎片飞出伤人。
2)两手握刀的距离稍放大,两肘夹紧腰部,以减小磨刀时的抖动。
3)磨刀时,车刀要放在砂轮的水平中心,刀尖略向上翘3°~8°,车刀接触砂轮后应作左右方向水平移动。当车刀离开砂轮时,车刀需向上抬起,以防磨好的切削刃被砂轮碰伤。
4)磨后刀面时,刀杆尾部向左偏过一个主偏角的角度;磨副后刀面时,刀杆尾部向右偏过一个副偏角的角度。
5)修磨刀尖圆弧时,通常以左手握车刀前端为支点,用右手转动车刀的尾部。
4.磨刀的安全知识
1)刃磨刀具前,应首先检查砂轮有无裂纹,砂轮轴螺母是否拧紧,并经试转后使用,以免砂轮碎裂或飞出伤人。
2)刃磨刀具时不能用力过大,否则会使手打滑而触及砂轮面,造成工伤事故。
3)磨刀时应戴防护眼镜,以免砂砾和切屑飞入眼中。
4)磨刀时不要正对砂轮的旋转方向站立,以防意外发生。
5)磨小刀头时,必须把小刀头装在刀杆上。
6)砂轮支架与砂轮的间隙不得大于3mm,若发现过大,应调整适当。
7)刃磨高速钢车刀时,应及时冷却,以防切削刃退火,致使硬度降低。而刃磨硬质合金刀头车刀时,则不能把刀体部位置于水中冷却,以防刀片因聚冷而崩裂。
8)刃磨结束,应随手关闭砂轮机电源。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。