



任务描述
该零件采用数控加工中心加工完成,加工出的零件应符合图样技术要求,进行加工操作时要符合操作规程,要求能够选择合理的切削加工工艺参数,能熟练操作数控机床实施对零件的调整加工和尺寸精度的检测及对数控加工中心的日常维护与保养。
任务工单
图2-151所示为光孔、螺纹孔零件,材料为45钢,毛坯尺寸为ϕ90mm×20mm,零件的外轮廓已经加工,要求单件加工该零件的光孔及螺纹孔。
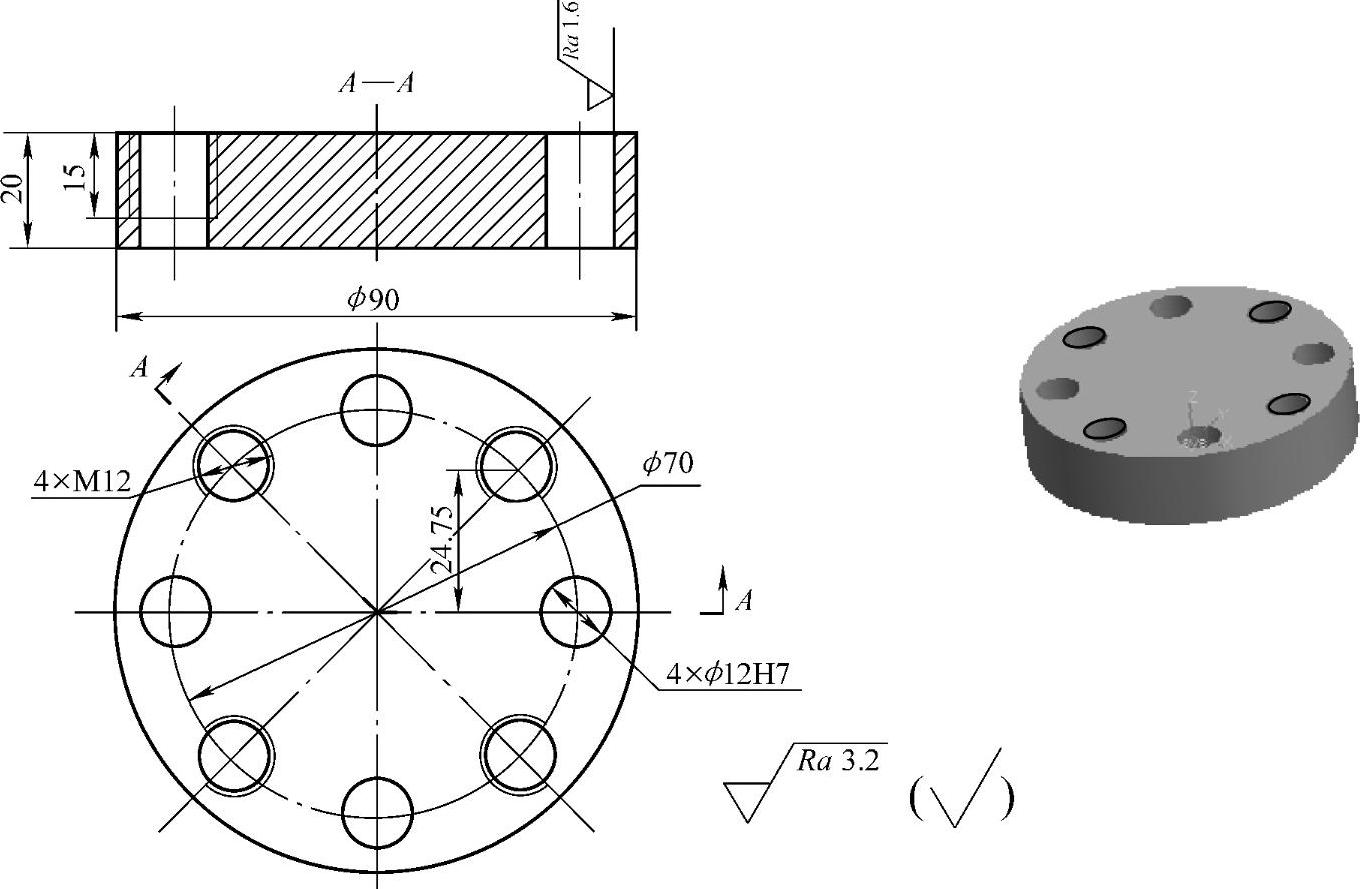
图2-151 光孔、螺纹孔零件
任务准备
1.螺纹及应用
螺纹在机械制造业中应用极为广泛,螺纹可分为圆柱螺纹和圆锥螺纹及内、外螺纹,按其截面形状(牙型)分为普通螺纹、梯形螺纹、矩形螺纹、锯齿形螺纹等。下面主要介绍普通螺纹的分类与标注。
普通螺纹根据螺距的大小分为粗牙普通螺纹和细牙普通螺纹。
(1)粗牙普通螺纹的标记粗牙普通螺纹的螺距比细牙普通螺纹的螺距大,粗牙普通螺纹不需要标注螺距,如M8、M12-6g、M16-7h等,主要做联接螺纹使用,与细牙普通螺纹比,因螺距大,螺纹升角也大,自锁性就差,一般多与弹簧垫圈配合使用;螺距大,牙型也深,对零件本体强度降低较大。其优点是拆装方便,与之配套的标准件齐全,容易互换。
(2)细牙普通螺纹的标记细牙普通螺纹必须标注螺距,以示与粗牙普通螺纹的区别,如M30×1.5表示螺纹公称直径(大径)为ϕ30mm、螺距为1.5mm的细牙普通螺纹。
2.数控铣床(加工中心)常见螺纹加工方法
(1)攻螺纹
1)丝锥。丝锥是一种高速工具钢制成的成形多刃刀具,攻螺纹是用丝锥加工内螺纹的一种加工方法。丝锥可以分为手用丝锥与机用丝锥两种,两者外形基本相同。手用丝锥对于同一尺寸的内螺纹,一般有两根或者三根为一组,分别称为第一粗锥、第二粗锥和精锥,适用于手工攻螺纹,而同一尺寸的机用丝锥只有一根,在生产中两者也可互换使用。
生产加工中常用丝锥有直槽和螺旋槽两大类,如图2-152所示。直槽丝锥加工容易,精度略低,产量较大,切削速度较慢;螺旋槽丝锥多用于不通孔攻螺纹,加工速度较快,精度高,排屑与对中性好。

图2-152 丝锥
a)直槽丝锥 b)螺旋槽丝锥
2)攻螺纹相关孔径的确定。攻螺纹前孔径D1的计算:
加工钢件和塑性较大的材料
D1=D-P
加工铸件及塑性较小的材料
D1=D-(1.05~1.1)P
式中 D——螺纹大径(mm)。
D1——攻螺纹前的孔径(mm)。
P——螺距(mm)。
3)不通孔螺纹 底孔深度及孔口倒角的确定。通常钻孔深度约等于螺纹的有效长度加上螺纹公称直径的70%,孔口倒角直径以大于螺纹大径为宜。
(2)铣螺纹对于较大直径如(D>25mm)的内、外螺纹加工,可采用铣削方式完成,如图2-153所示。切削螺纹的刀片既可以是单面,也可以是双面。其特点是刀片易于制造,价格较低,可以加工具有相同螺距的任意螺纹直径,可以按所需公差要求加工,螺纹尺寸由加工循环控制;不受加工材料的限制,那些无法用传统方法加工的材料可以用螺纹铣刀进行加工;但抗冲击性能较整体螺纹铣刀稍差,铣削螺纹的加工效率低,只适用于单件小批量生产、特殊螺距螺纹和没有相应刀具加工的情况。
3.华中HNC-22M系统攻螺纹固定循环
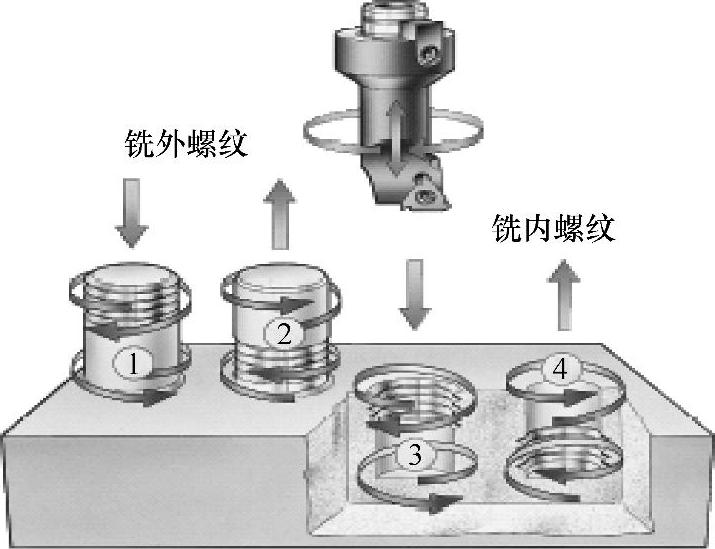
图2-153 螺纹铣削加工
(1)攻左旋螺纹循环指令G74
【格式】 G98(G99)G74 X__Y__Z__R__P__F__L__
【说明】 G74为攻左旋螺纹循环,当刀具以反转方式切削螺纹至孔底后,主轴正转返回R点平面或初始平面,最终加工出左旋的螺纹孔,如图2-154所示。
其中,P__为刀具在孔底暂停时间;L__为指定循环次数;F__为切削进给速度,进给模式为G94分钟进给时,进给量F=导程×转速,进给模式为G95每转进给时,进给量F=导程。
(2)右旋螺纹攻螺纹循环G84
【格式】 G98(G99)G84 X_Y_Z_R_P_F_L_
【说明】 G84为右旋螺纹攻螺纹循环,当刀具以正转方式切削螺纹至孔底后,主轴反转返回R点平面或初始平面,最终加工出右旋的螺纹孔,如图2-155所示。
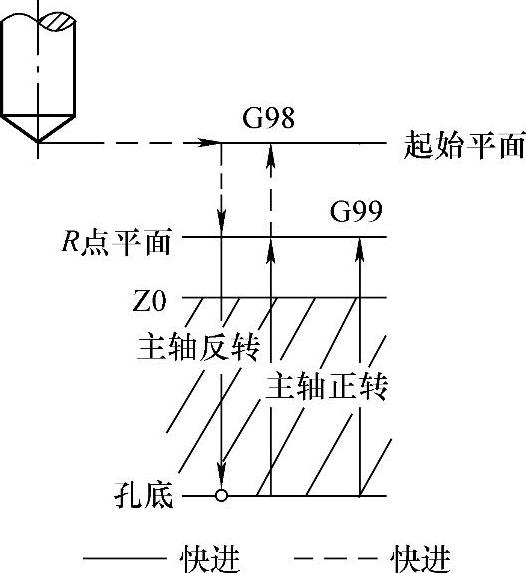
图2-154 G74左旋攻螺纹进给动作示意图
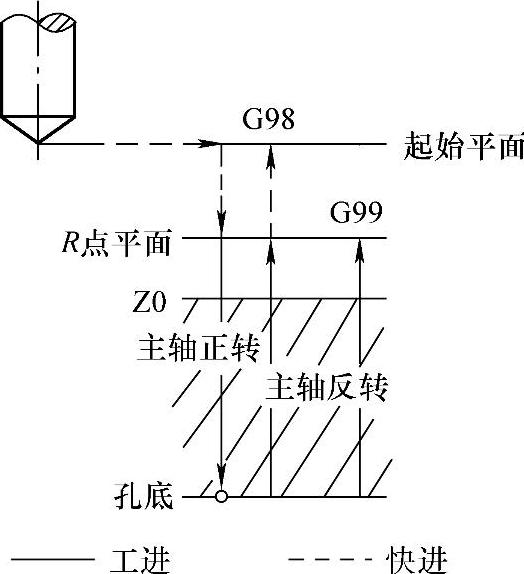
图2-155 G84右旋攻螺纹进给动作示意图
4.SIEMENS802D系统螺纹加工
(1)刚性攻螺纹固定循环CYCLE84
【格式】 CYCLE84(RTP,RFP,SDIS,DP,DPR,DTB,SDAC,MPIT,PIT,POSS,SST,SST1)
【说明】
1)刀具按照编程的攻螺纹速度SST进行攻螺纹至最终钻孔深度。
2)在SDAC中,将对主轴在循环结束后的旋转方向进行编程,在循环内部自动执行攻螺纹时的反方向。
3)循环中攻螺纹旋转方向始终自动颠倒。参数SST包含了用于加工时的主轴转速。
4)参数POSS使主轴准停在循环中定义的位置转换成位置控制,如图2-156所示。
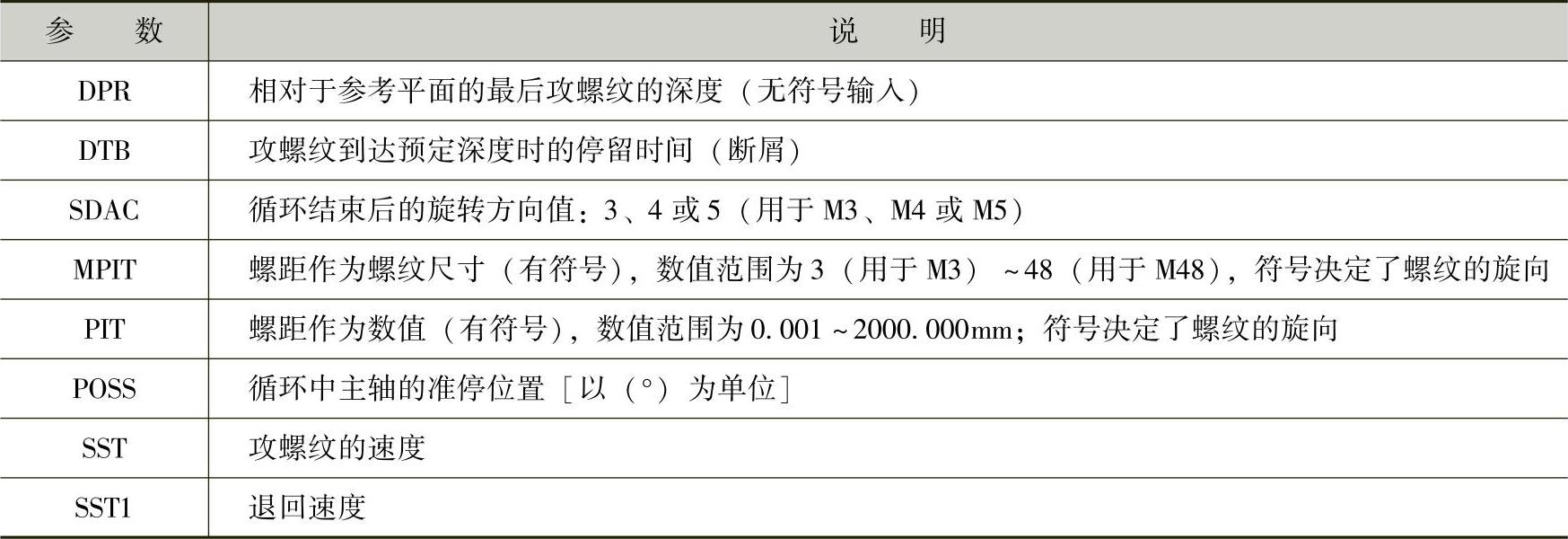
刚性攻螺纹固定循环CYCLE84的参数及说明见表2-66。
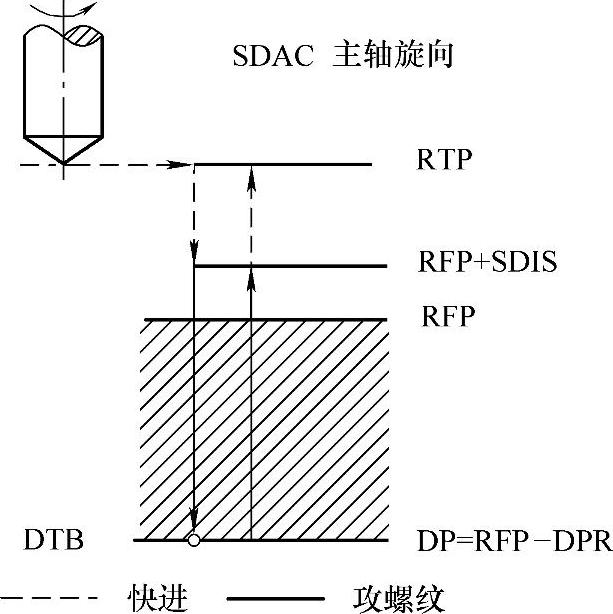
图2-156 刚性攻螺纹固定循环CYCLE84的参数示意图
表2-66 刚性攻螺纹固定循环CYCLE84的参数及说明

(续)
(2)柔性攻螺纹固定循环CYCLE840
【格式】 CYCLE840(RTP,RFP,SDIS,DP,DPR,DTB,SDR,SDAC,ENC,MPIT,PIT)
【说明】 CYCLE840动作与CY-CLE840基本相似,只是CYCLE840循环在刀具到达最后钻孔深度回退时,主轴旋向是由SDR决定的,即3、4时对应M3、M4;带编码器时,SDR=0为自动反向。使用该循环可以带补偿夹具进行攻螺纹。其参数示意图如图2-157所示。
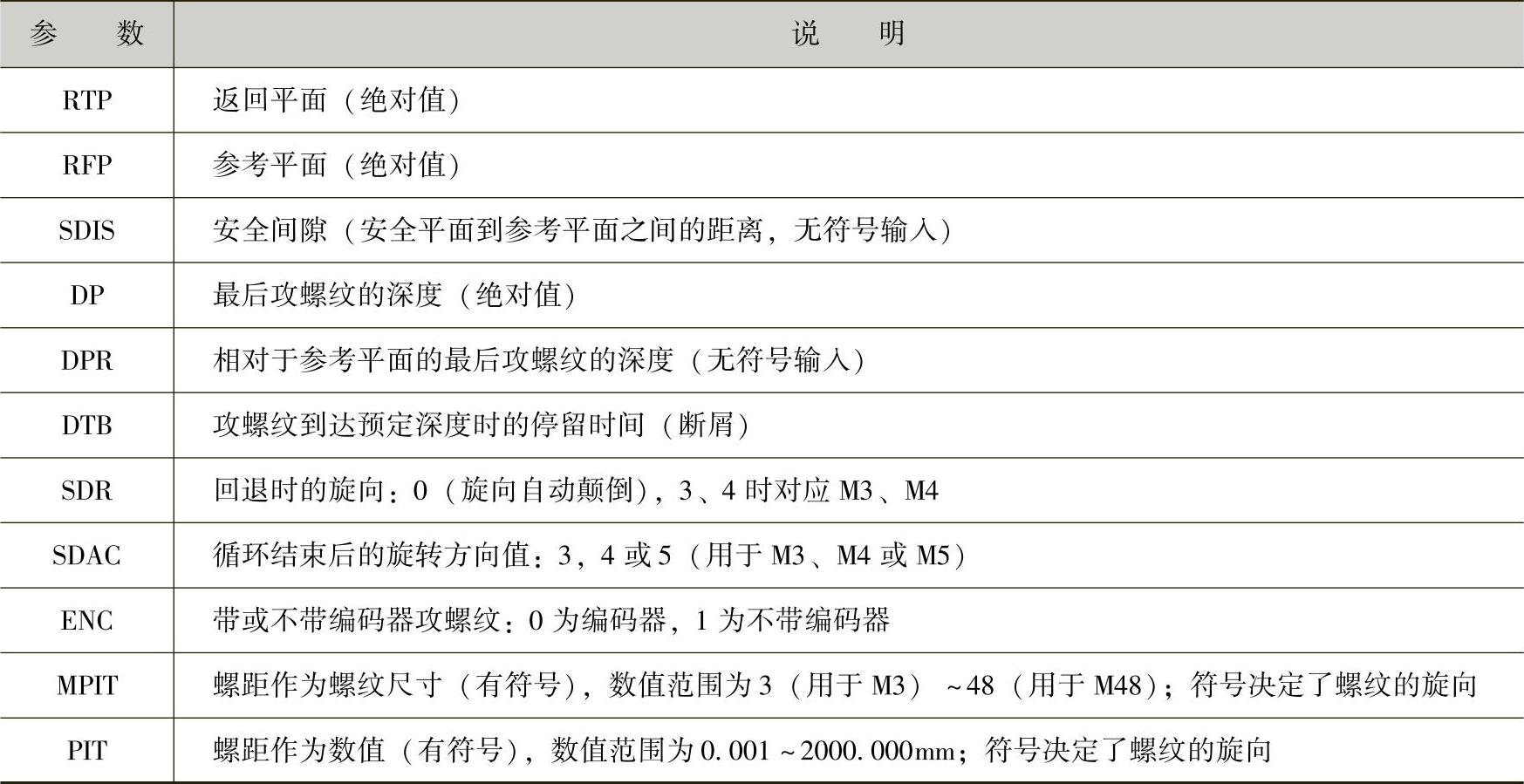
柔性攻螺纹循环CYCLE840的参数及说明见表2-67。
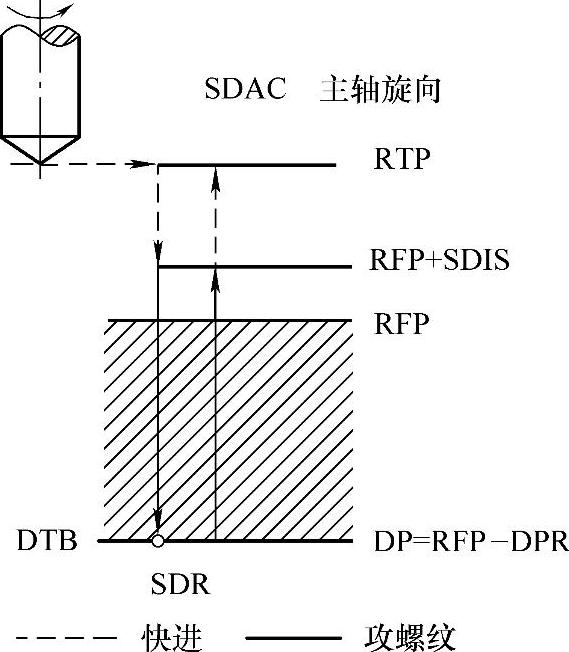
图2-157 柔性攻螺纹固定循环CYCLE840的参数示意图
表2-67 柔性攻螺纹循环CYCLE840的参数及说明
5.圆弧均布孔循环HOLES2
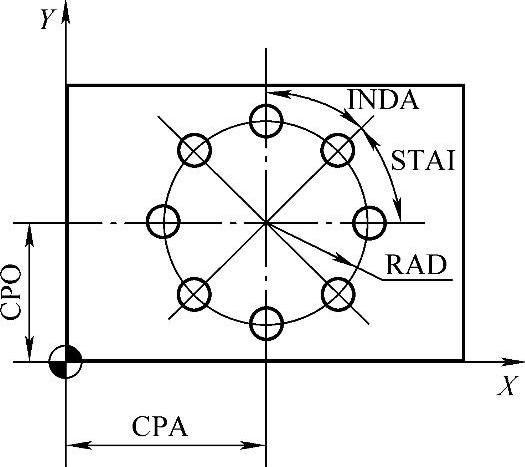
【格式】 HOLES2(CPA,CPO,RAD,STAI,INDA,NUM);
【说明】 参数STAI定义了循环调用前有效的工件坐标系中横坐标与第一个孔之间的旋转角;参数INDA定义了从一个孔到下一个孔的旋转角,若值为零,则循环会根据孔的数量算出所需的角度,使之均匀分布在圆弧上。
圆弧均布孔循环参数见表2-68。
 (https://www.xing528.com)
(https://www.xing528.com)
图2-158 HOLES2参数示意图
表2-68 HOLES2圆弧均布孔循环参数

问题思考
1.为了提高加工效率,固定循环最好采用G99指令还是G98指令?
2.CYCLE84和CYCLE840两者的主要区别在什么地方?
任务实施
1.图样分析
该零件为高精度的孔及螺纹孔加工,圆形对称结构,四个通孔均为ϕ12H7,经查表尺寸为ϕ120+0.018mm,表面粗糙度均为Ra1.6μm要求,四个螺纹孔均为M12,深度均为15mm。
2.工艺分析
1)该零件外形均已加工完成,根据四个通孔的尺寸精度要求,可采用钻、铰方式进行加工,底孔钻削直径ϕ11.8mm,钻、铰孔时需刀具的超越量为5mm,四个螺纹孔可采用钻、攻螺纹进行加工,底孔钻削直径ϕ10.3mm。
2)M12为粗牙普通螺纹,经查表,螺距为1.75mm,采用分钟进给则F=100r/min×1.75mm/r=175mm/min。
3.工艺准备
(1)设备华中HNC-22M系统及SIEMENS 802D系统数控加工中心配套机用平口钳(V形块)。
(2)量具0~120mm游标卡尺、5~30mm两点内径千分尺、磁性表座及百分表。
(3)其他M12螺纹通止规、垫铁若干、橡胶锤或纯铜棒、表面粗糙度比较样块。
4.刀具清单
刀具清单见表2-69。
表2-69 刀具清单

5.工艺流程
工艺流程见表2-70。
表2-70 工艺流程

6.工艺制订
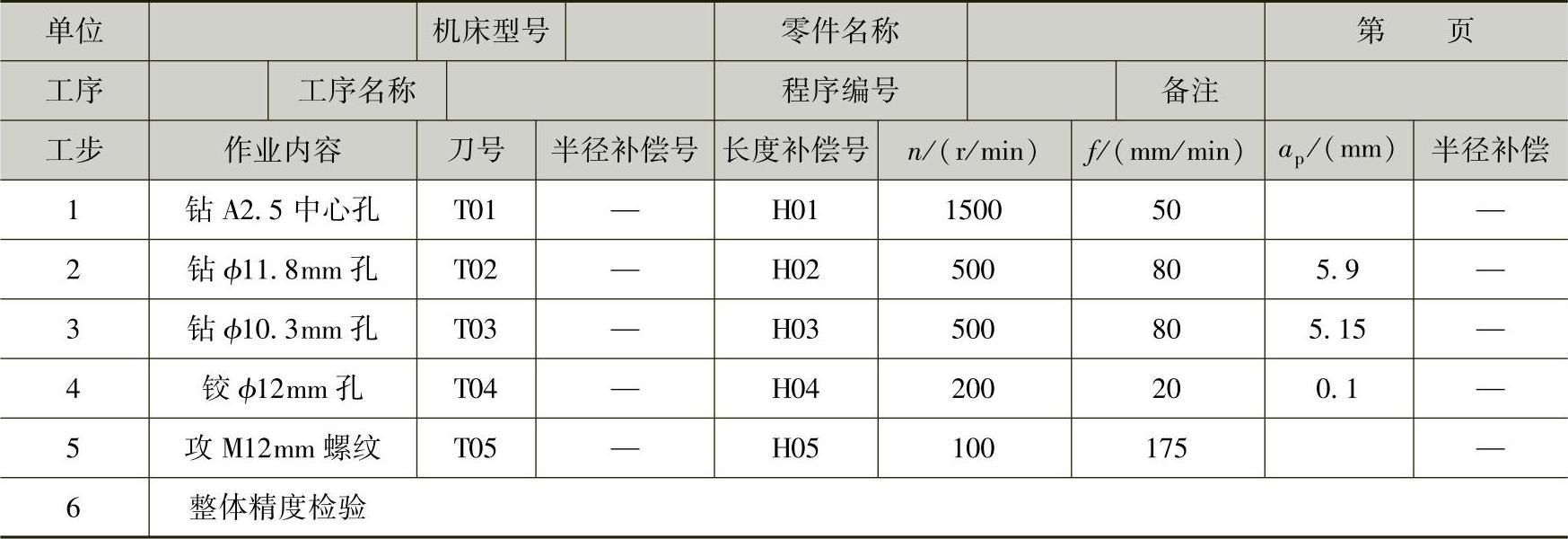
数控加工工艺卡见表2-71。
表2-71 数控加工工艺卡
工件坐标系的原点设置在零件上表面中心孔位置,将X、Y、Z向的零偏值输入工件坐标系G54中,工件上表面为Z0。
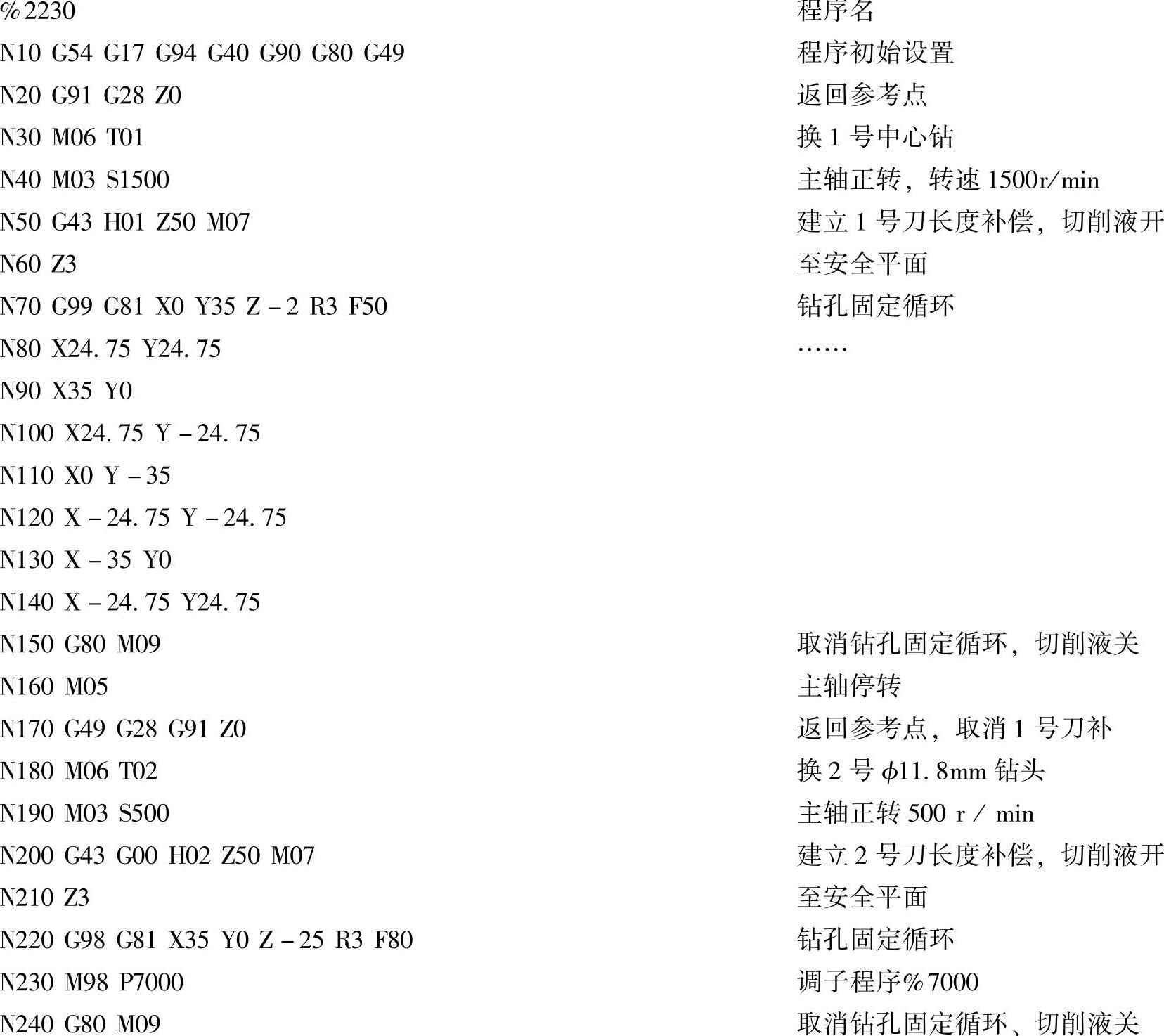
7.华中HNC-22M系统数控程序及说明
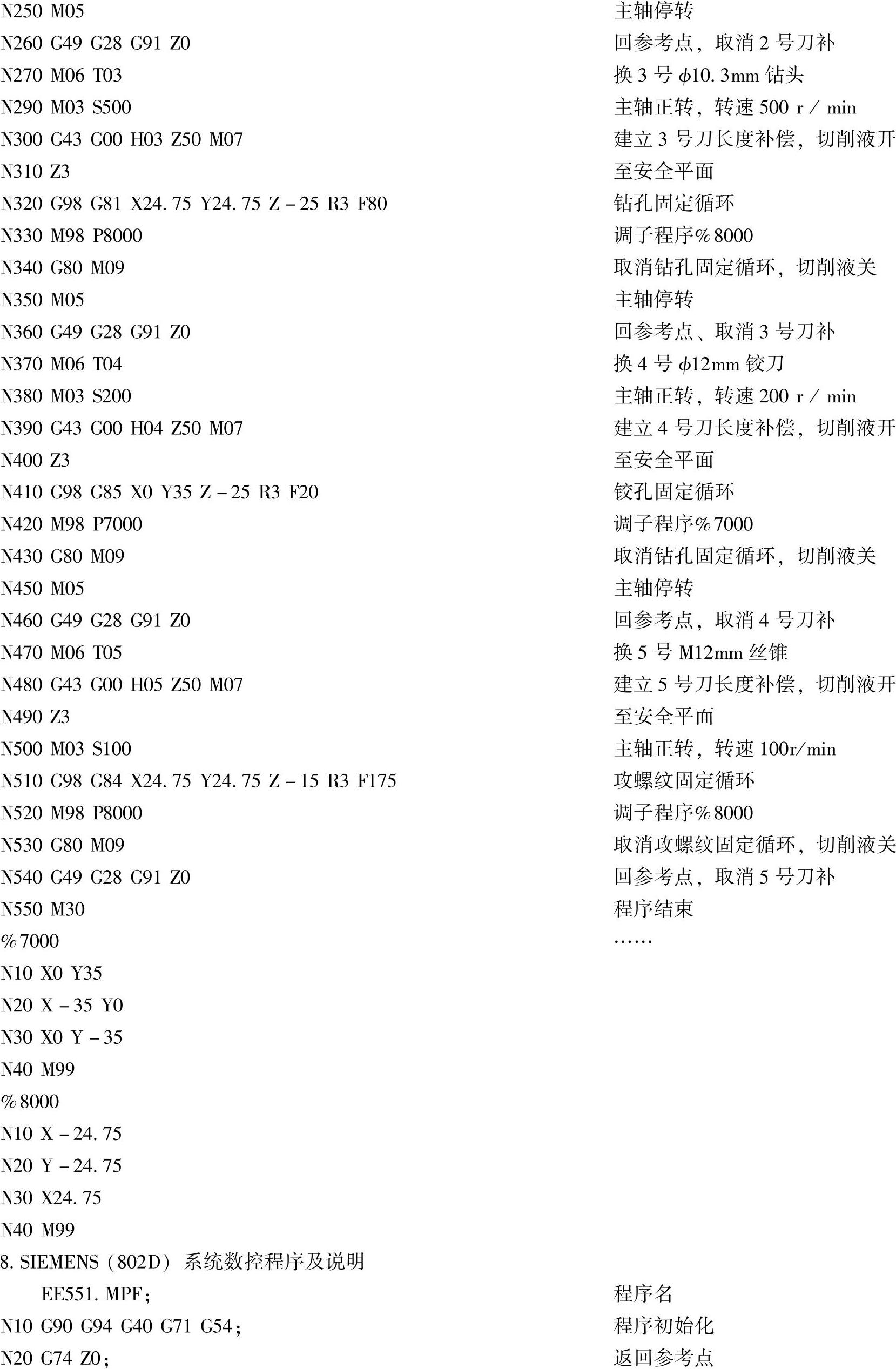
编程提示
1.在执行右旋螺纹攻螺纹循环G84及CYCLE840加工过程中,攻螺纹进给速度F及主轴转速S均不受倍率开关的控制(固定在100%)。
2.在G84及CYCLE840指令执行前,主轴必须以M03指令刀具正转。
零件加工及检测
1)打开总电源、机床电源,开启数控系统。
2)检查机床状态,手动低速运行主轴及X、Y、Z轴动作。
3)机床回参考点(先Z轴回零,后X、Y轴回零)。
4)检查夹具,使用百分表将钳口与X轴的平行度误差控制在0.02mm以内。
5)工件采用V形块装夹,工作面超出V形块5mm左右。
6)输入零件加工程序,检查程序并模拟校验进给路线。
7)加工中心刀库安装A2.5中心钻为1号位,ϕ11.8mm钻头为2号位,ϕ12mm钻头为3号位,ϕ10.3mm铰刀为4号位,M12mm丝锥为5号位。
8)用试切法对刀,并将X、Y零点值输入偏置寄存器,偏置寄存器中Z值设定为0,输入H01、H02、H03、H04、H05刀具长度补偿数据。
9)工件试切加工。
10)检验零件尺寸。
11)加工结束,卸下刀具、工件,清理机床并将各坐标轴停在中间位置。
零件加工后将所测结果填写零件检测评分表,见表2-72。
表2-72 零件检测评分表

注意事项
1)钻中心孔时,注意孔径大小及深度是否合理,是否起到定位引导作用。
2)加工光孔时,应注意孔精度,若精度较低可直接采用钻孔方式进行,另外须注意钻头的越程量。
3)在加工扩、铰底孔时,一定注意其钻孔直径的大小,可查相关切削手册。
4)对于多孔零件的批量加工,宜采用加工中心加工(自动换刀);而单件加工时,宜采用单独的程序段分别进行钻孔、铰孔、攻螺纹及镗孔加工。
5)加工群孔零件在装夹时,注意垫板的位置一定不能与每一个通孔位置在加工时出现干涉,加工时应加注切削液,若出现长切屑,不得用手去清理。
6)数控系统固定循环是先X、Y向定位,后Z向进给,在编程时一定要考虑零件表面高低轮廓,工件首次加工时,须用单段方式进行程序运行,要注意检查刀具轨迹是否合理,快速移动时是否安全,加工时转速是否合理,防止程序中因G01指令错误地输成了G00指令而产生撞刀事故。
扩展训练
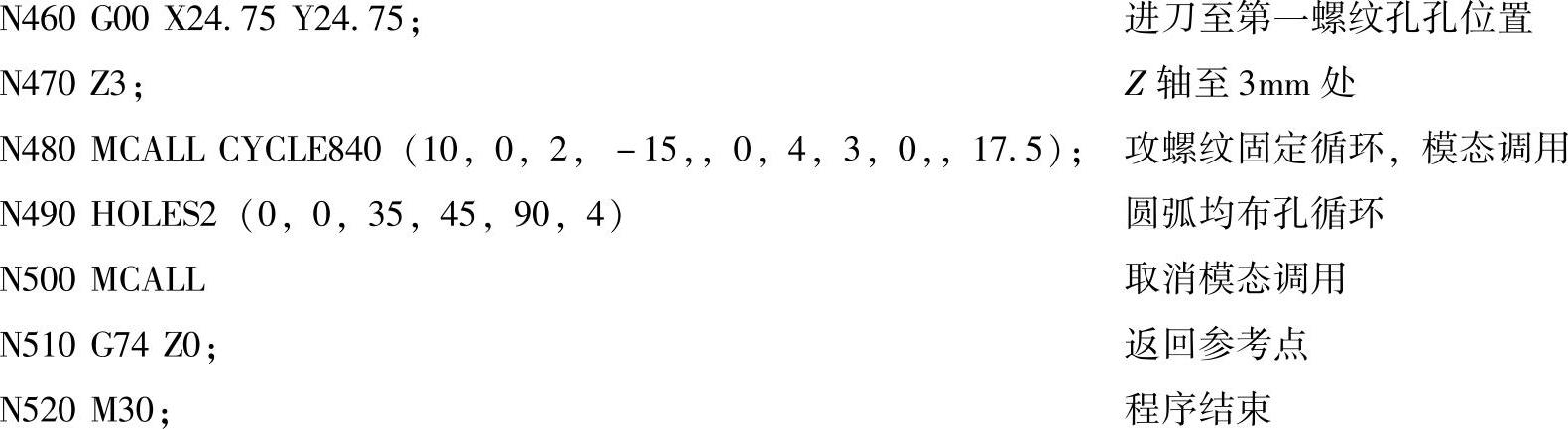
1.方板圆周群孔零件加工如图2-159所示,材料:45钢,毛坯:83mm×83mm×13mm。
要求:坯料规方,进行工艺分析,填写刀具卡片、数控加工工艺卡,编写加工程序,加工零件,检查零件尺寸精度。
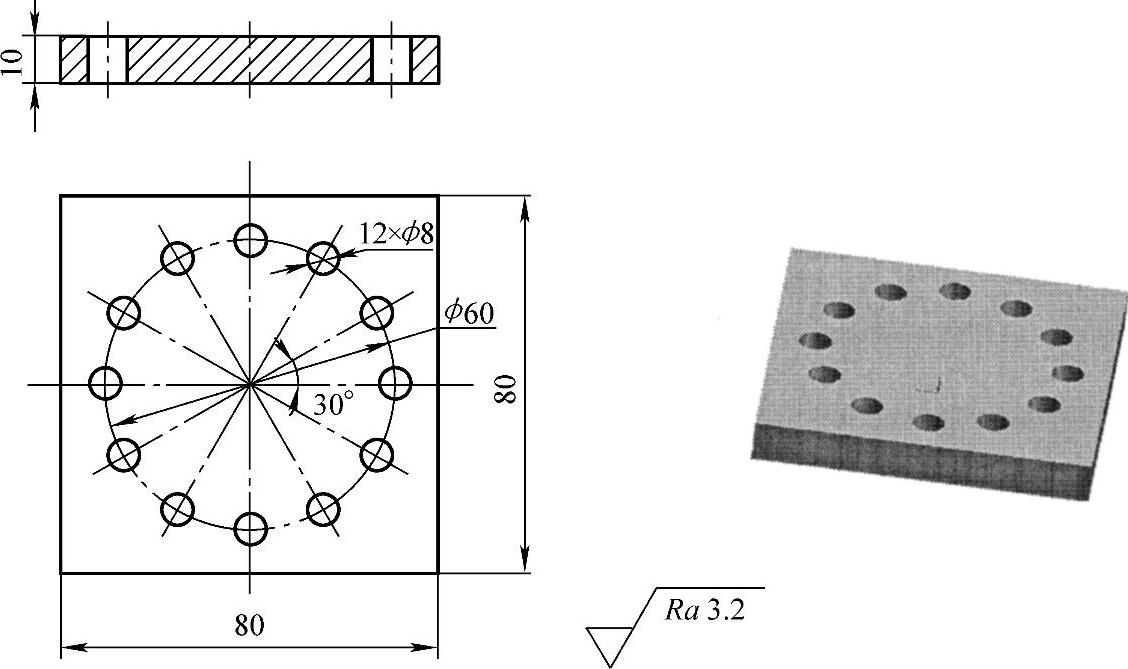
图2-159 方板群孔零件
2.圆周均布群孔零件如图2-160所示,材料:45钢,毛坯:ϕ80mm×18mm零件外圆已经加工,单件加工。要求:平上下表面,进行工艺分析,编写加工程序,加工零件,检查零件尺寸精度。
项目小结
本项目主要通过钻孔、扩孔、锪孔、铰孔、镗孔及攻螺纹等典型零件的工艺分析,介绍合理选择刀具、切削用量、加工路径及程序编制等项内容,再配合单件加工训练,综合多方面知识以解决加工中的工艺、编程、加工、检测等问题,学会不同孔系零件形状结构的加工方法及孔系零件尺寸精度的检测方法。
图2-160 圆周均布群孔零件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。