



任务描述
该零件在数控加工中心上加工完成,加工出的钻孔、扩孔、锪孔应符合零件图样技术要求,进行加工操作时要符合操作规程,要求能够选择合理的切削加工工艺参数,能熟练操作数控机床实施对零件的调整加工和尺寸精度的检测及对数控加工中心的日常维护与保养。
任务工单
图2-121所示为钻孔、扩孔、锪孔零件,材料为45钢,毛坯尺寸为100mm×80mm×20mm,表面已经加工完毕,批量加工。
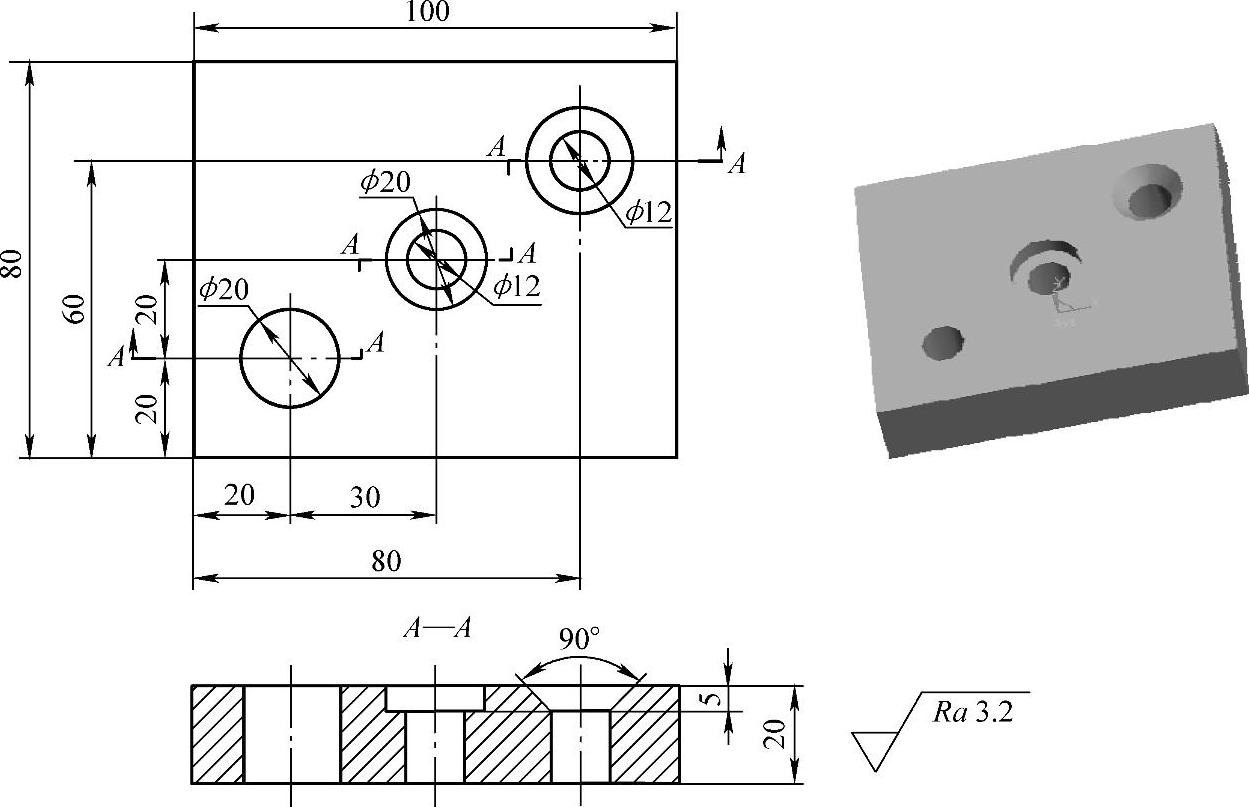
图2-121 钻、扩、锪孔零件
任务准备
1.孔系零件加工常用工具
(1)中心钻在精度要求较高的情况下,可以先用中心钻预先钻一个中心孔进行定位,再用钻头进行钻孔。常用中心钻如图2-122所示。

图2-122 常用中心钻
(2)钻头 钻头是在工件上进行加工通孔或不通孔的专用工具,主要有麻花钻、扁钻、中心钻、深孔钻和套料钻等。钻孔可作为扩孔、铰孔前的粗加工或加工螺纹底孔等,钻孔后孔的尺寸公差为IT11~IT12,而表面粗糙度值仅能达到Ra12.5μm左右。钻头由工作部分、颈部和柄部组成。柄部有莫氏锥柄和圆柱柄两种形式,材料常用高速钢和硬质合金,如图2-123所示。
(3)扩孔 钻扩孔钻是用来扩大孔径、提高孔加工精度的刀具。扩孔后孔的尺寸公差为IT10~IT11,表面粗糙度值能达到Ra12.5~Ra6.3μm,因此它用于精度要求不高的孔的最终加工或铰孔、磨孔前的预加工。扩孔钻与钻头相似,但齿数较多,一般有3~4条主切削刃,切削部分的材料为高速工具钢或硬质合金,其结构形式有直柄式、锥柄式及套式等。其特点为主切削刃不通过中心,无横刃,钻心直径大,因此其强度和刚性均比钻头高。锥柄式扩孔钻及其结构如图2-124所示。
(4)锪孔钻 锪孔钻是对工件上已有孔进行再加工的刀具,可加工沉头孔、锥孔及平台面等。
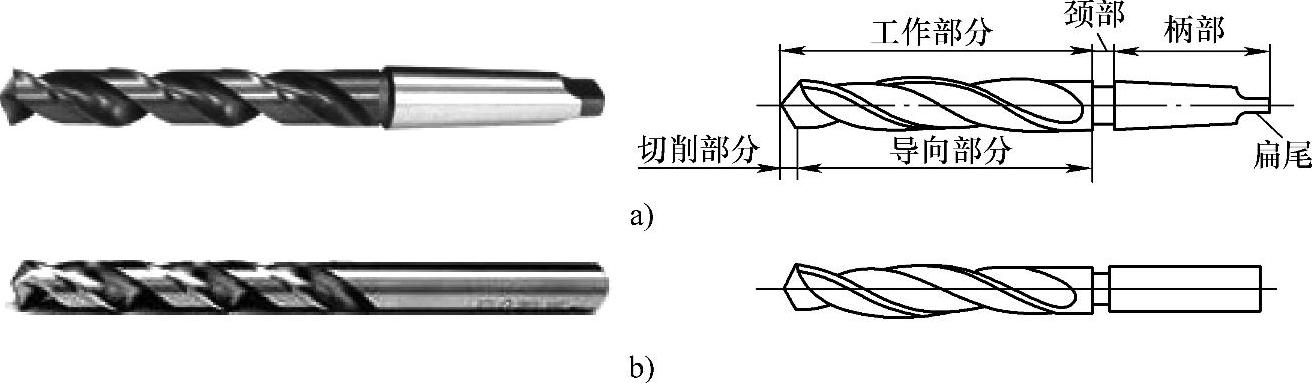
图2-123 钻头的结构
a)莫氏锥柄 b)圆柱柄

图2-124 锥柄式扩孔钻及其结构
用作沉头螺钉的沉头座,多数是供螺母或垫片使用的装配用结构。锥面锪钻适于加工锥角60°、90°、120°,其中90°用得最多,锪孔的切削速度一般为钻孔速度的1/2~1/3。端面锪钻的端面上有切削齿,以刀杆来导向,保证加工平面与孔垂直。锪孔钻及其用途如图2-125所示。
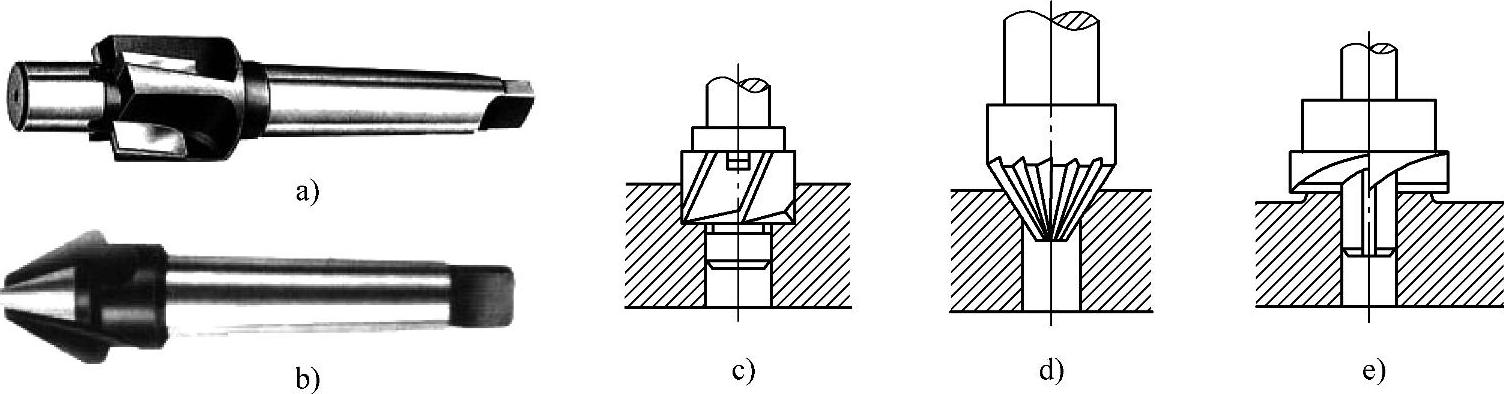
图2-125 锪孔钻及其用途
a)平底沉孔锪钻 b)锥孔锪钻 c)锪沉头孔 d)锪锥孔 e)锪平台
2.多孔加工进给路径
多孔零件如图2-126所示。在孔加工时,应尽量缩短进给路线,常采用两种进给路线,如图2-127所示。其中,图2-127a所示的进给路线最短,在批量生产时提倡使用,但在单件生产时,进给路线最短不会太多地提高经济效益,也可以采用图2-127b所示的进给路线,因为在手工编程时,此种进给路线的程序比较容易编制。
多孔的位置精度要求较高,则安排孔进给路线就显得特别重要。如果数控机床传动机构没有反向间隙时,一般考虑进给路线最短原则,但如果传动机构有间隙,则应考虑反向间隙引起的误差。多孔加工的进给路线如图2-128所示。
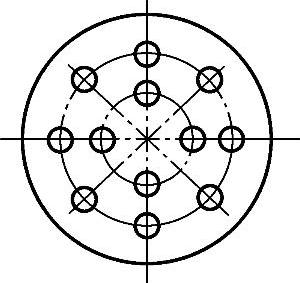
图2-126 多孔零件
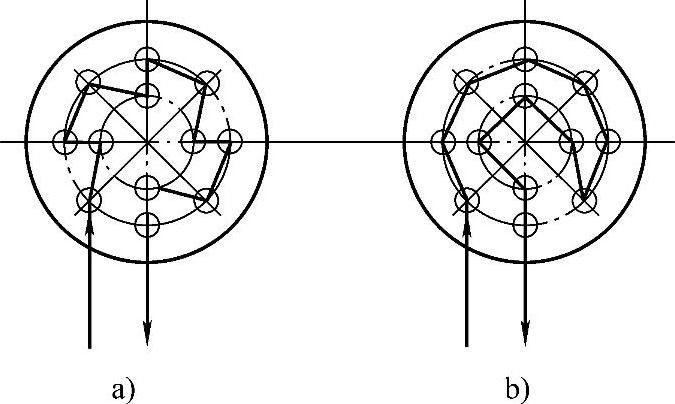
图2-127 多孔零件的两种进给路线的比较
a)最短的进给路线 b)沿同心圆进给路线
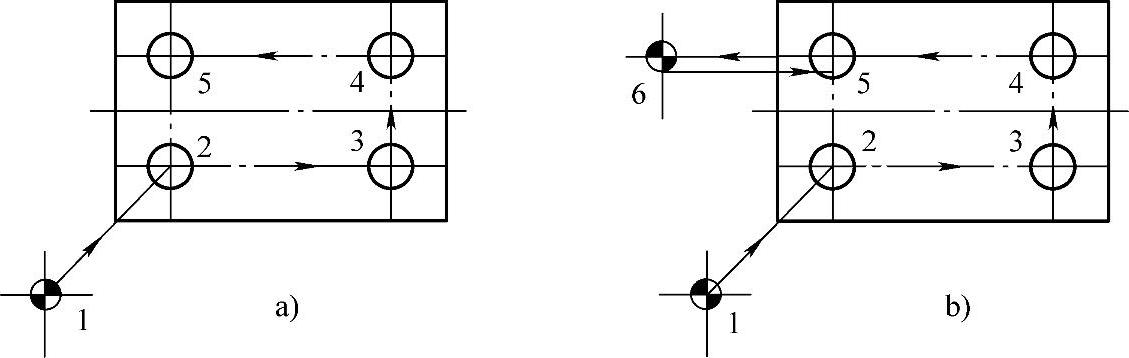
图2-128 多孔加工的进给路线
多孔加工有两种方案:图2-128a所示方案是按照正常顺序“2”“3”“4”“5”孔进行加工;图2-128b所示方案是当加工完“4”孔后没有直接在“5”孔处定位加工,而是与X轴平行多运动一段距离到达“6”点,然后折回来在“5”孔处进行定位加工,这样“1”“2”“3”“4”孔的定位方向是一致的,“5”孔可以避免反向间隙引起的误差引入,从而提高了孔距精度。
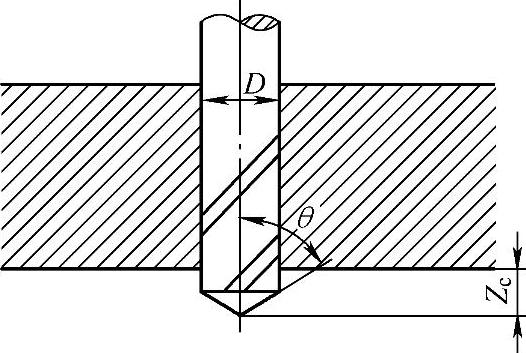
图2-129 钻孔的超越量
3.钻孔超越量的确定
为保证所加工孔径的完整性,每次钻削的孔深应考虑超越量的大小,如图2-129所示,图中Zc为钻孔时的超越量,其计算公式为

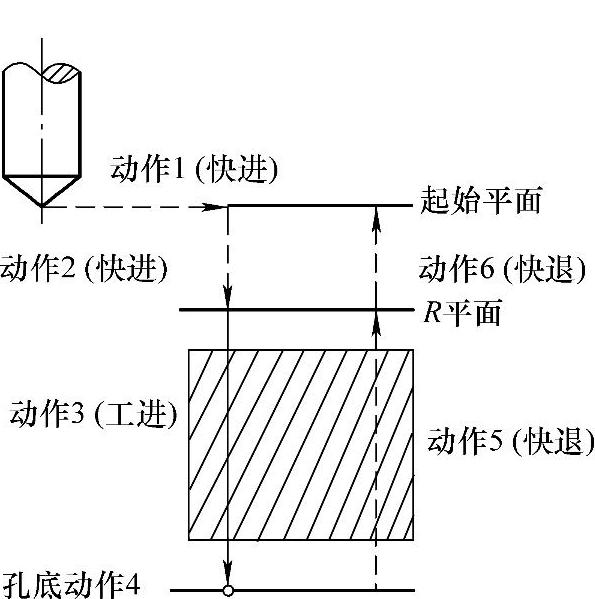
图2-130 孔加工固定循环动作
4.华中HNC-22M系统孔加工固定循环
孔加工固定循环动作如图2-130所示,通常由以下6个动作组成:
动作1:X、Y轴坐标点快速定位。
动作2:Z轴快速进给至R平面。
动作3:Z轴切削进给,进行孔加工。
动作4:孔底动作。
动作5:快退至R平面。
动作6:快速返回到起始点。
由于G90(G91)在程序初始化时就已经指定,因此在固定循环程序里可不注出。
(1)普通钻孔固定循环指令G81
【格式】 G98(G99)G81 X__Y__Z__R__F__L__
【说明】
G98:刀具从孔底平面返回到起始点平面;
G99:刀具从孔底平面返回到R点平面;
G81:普通钻孔;
X__Y__:孔在X、Y平面的位置;
Z__:孔底平面的位置;
R__:R点平面所在位置,一般在工件表面上方2~
5mm处;
F__:进给速度;
L__:循环次数,写入L0时只记忆加工数据,不做加工;
不写时默认为循环一次。
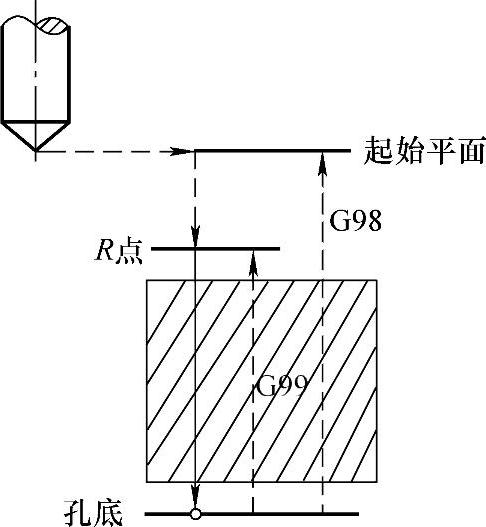
图2-131 普通钻孔固定循环指令G81的动作
普通钻孔固定循环指令G81的动作如图2-131所示。
(2)带停顿钻孔循环、锪孔循环指令G82
【格式】 G98(G99)G82 X__Y__Z__R__P__F__L__
【说明】 P:暂停时间,用于不通孔锪孔或台阶孔加工中,改善孔底的表面粗糙度和精度。单位为“ms(毫秒)”。
(3)深孔钻循环指令G83深孔是指孔深与孔直径之比大于5而小于10的孔,加工深孔时,加工条件差,加工过程散热差,排屑困难,刀具磨损快,刀杆刚性差,容易钻偏,影响加工精度。
【格式】 G99(G98)G83 X__Y__Z__R__Q__P__K__F__L__
【说明】 Q__:每次加工深度,其值为负,自动每次进给时,应在距离已加工表面K处,将快速进给转换成切削进给,再切入Q值后,以快速退回至R平面,进行排屑。如此重复直至加工到孔底为止。
G83指令动作如图2-132所示。
(4)取消固定循环
【格式】 G80
【说明】 取消固定循环(G76、G85、G81~G89)以后执行其他指令,同时R点、Z点也取消。
5.SIEMENS802D系统孔加工固定循环
SIEMENS 802D系统的孔加工固定循环与华中HNC-22M系统固定循环功能基本相似,只是在本系统中固定循环是以CYCLE81~CYCLE89来调用的。
(1)钻孔固定循环指令CYCLE81
【格式】 CYCLE81(RTP,RFP,SDIS,DP,DPR)
其参数示意图如图2-133所示。
【说明】
1)刀具按照编程进给速率钻孔、锪孔,直至最后预定的钻孔、锪孔深度。
2)循环执行前快速到达钻孔起始位置→快速进给至安全平面位置→以工进进给倍率速度钻孔至预定深度。
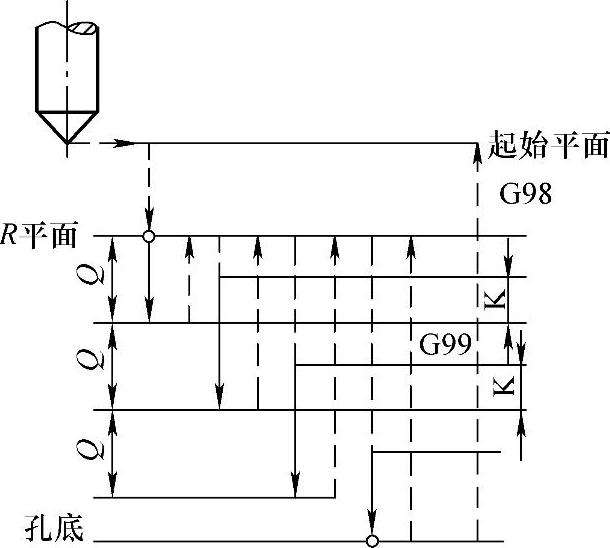
图2-132 G83指令动作
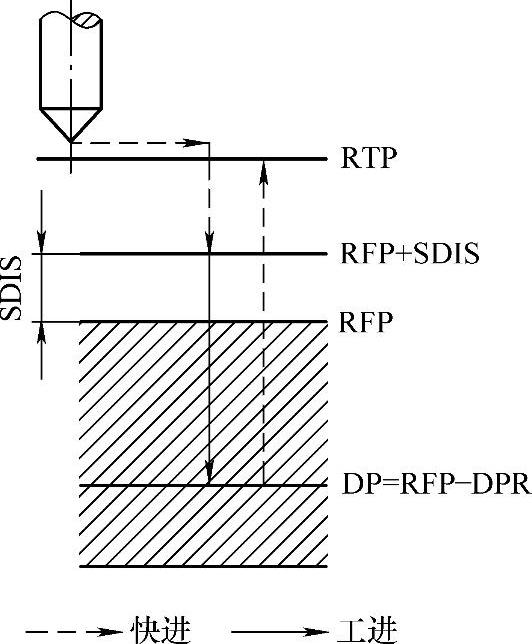
图2-133 钻孔循环CYCLE81的参数示意图
3)“SDIS”安全间隙作用于参考平面,参考平面由安全间隙产生,安全间隙作用的方向由循环自动决定。
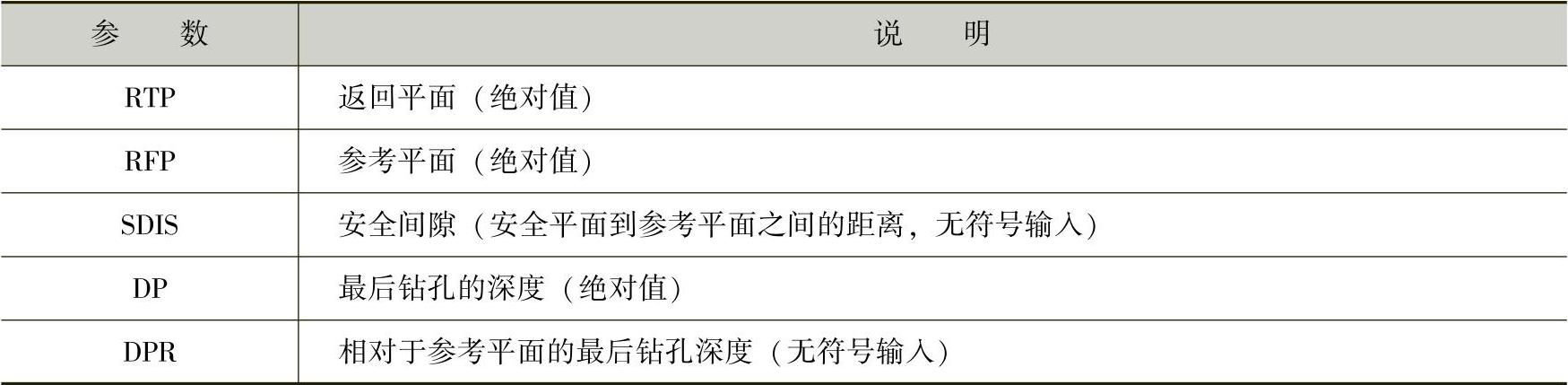
钻孔循环CYCLE81的参数及说明见表2-51。
表2-51 钻孔循环CYCLE81的参数及说明
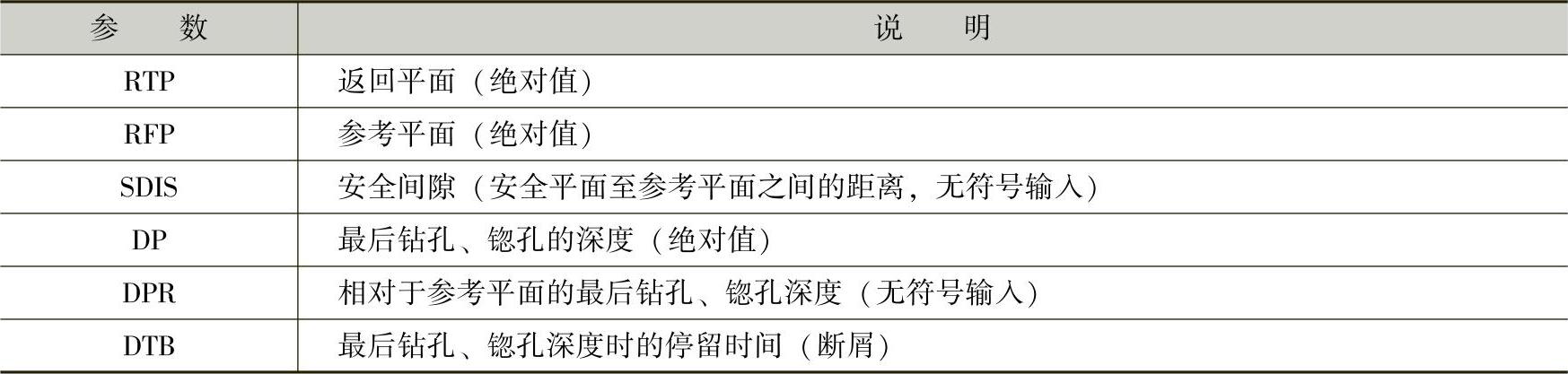
(2)钻孔、锪孔循环指令CYCLE82
【格式】 CYCLE82(RTP,RFP,SDIS,DP,DPR,DTB)
其参数示意图如图2-134所示。
【说明】
1)动作顺序:刀具快速进给,直至钻孔或锪孔返回平面的正上方位置→快速进给至安全平面位置→工进至预定深度→用G04停留预定时间[参数DTB,单位为“s(秒)”]→快速返回到返回平面。
2)参考平面与返回平面的值相同,则深度不能用相对值定义,否则系统报警。(https://www.xing528.com)
3)若将同一值同时输入DP和DPR,则最后钻孔深度系统选自DPR;如果该值不同于由DP编程的绝对值深度,则信息栏会出现“深度符合相对深度”字样。
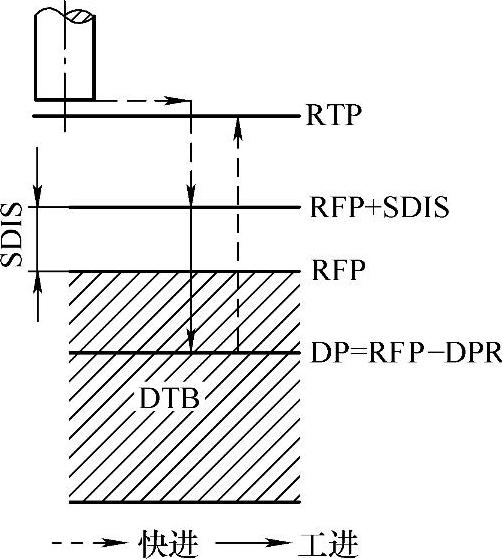
图2-134 钻孔、锪孔循环CYCLE82的参数示意图
钻孔、锪孔循环CYCLE82的参数及说明见表2-52。
表2-52 钻孔、锪孔循环CYCLE82的参数及说明
(3)深孔加工循环指令CYCLE83
【格式】 CYCLE83(RTP,RFP,SDIS,DP,DPR,FDEP,FDPR,DAM,DTB,DTS,FRF,VARI)
【说明】
1)刀具以编程定义的进给速率开始钻深孔,直至定义的最后钻孔深度。钻头可以在每次进给深度完成以后退回至安全平面进行排屑,或者每次退回1mm用于断屑(VARI=0)。
2)动作顺序:
①深孔排屑(VARI=1),如图2-135a所示。刀具快速进给直至钻孔返回平面正上方位置→刀具快速移至安全平面→工进钻削至起始钻孔深度→G04停留预定时间(参数DTB)→快速返回安全平面→G04停留预定时间进行排屑(参数DTS)→快速返回到起始钻孔深度,并保持预留量距离→钻削至下一个深度,直至到达最后钻孔深度→G04停留预定时间(参数DTB)→快速返回至返回平面结束深孔钻削。
②深孔断屑(VARI=0),如图2-135b所示。刀具快速进给至钻孔返回平面正上方位置→刀具快速移至安全平面→工进钻削至起始钻孔深度,G04停留预定时间(参数DTB)→工进后退1mm,用于断屑→工进钻削至下一个深度,直至到达最后钻孔深度后→快速返回至返回平面结束深孔钻削。
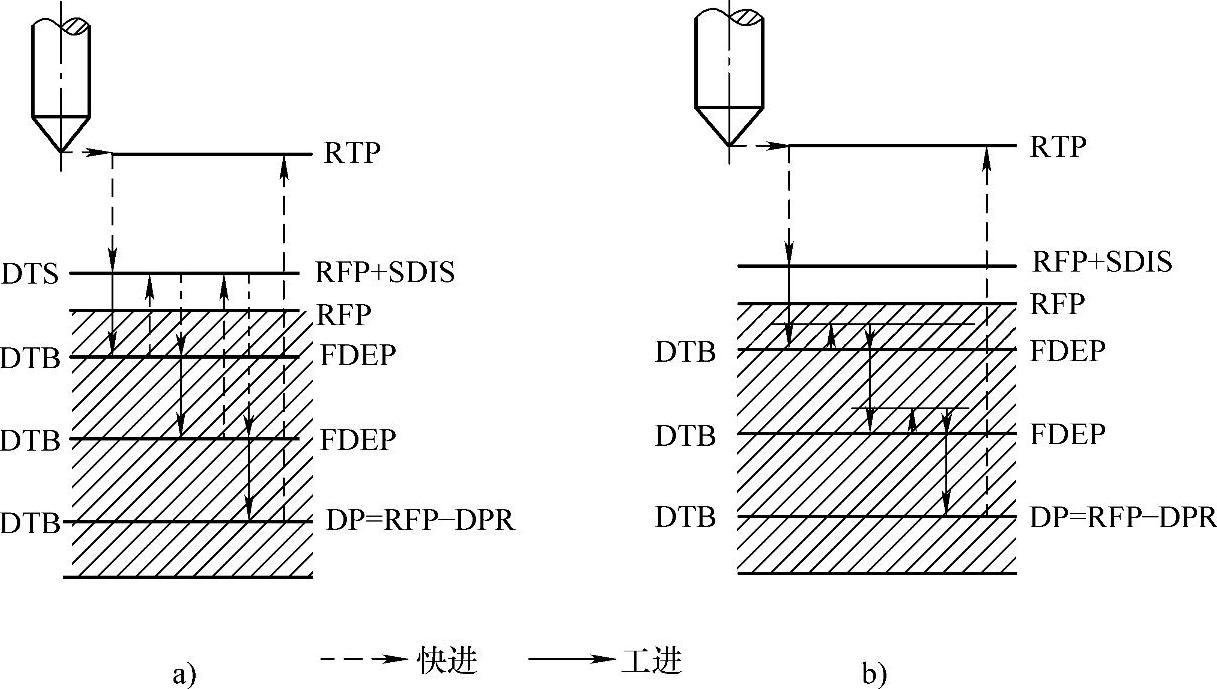
图2-135 CYCLE83深孔钻削时的动作及参数循环示意图
a)深孔排屑(VARI=1) b)深孔断屑(VARI=0)
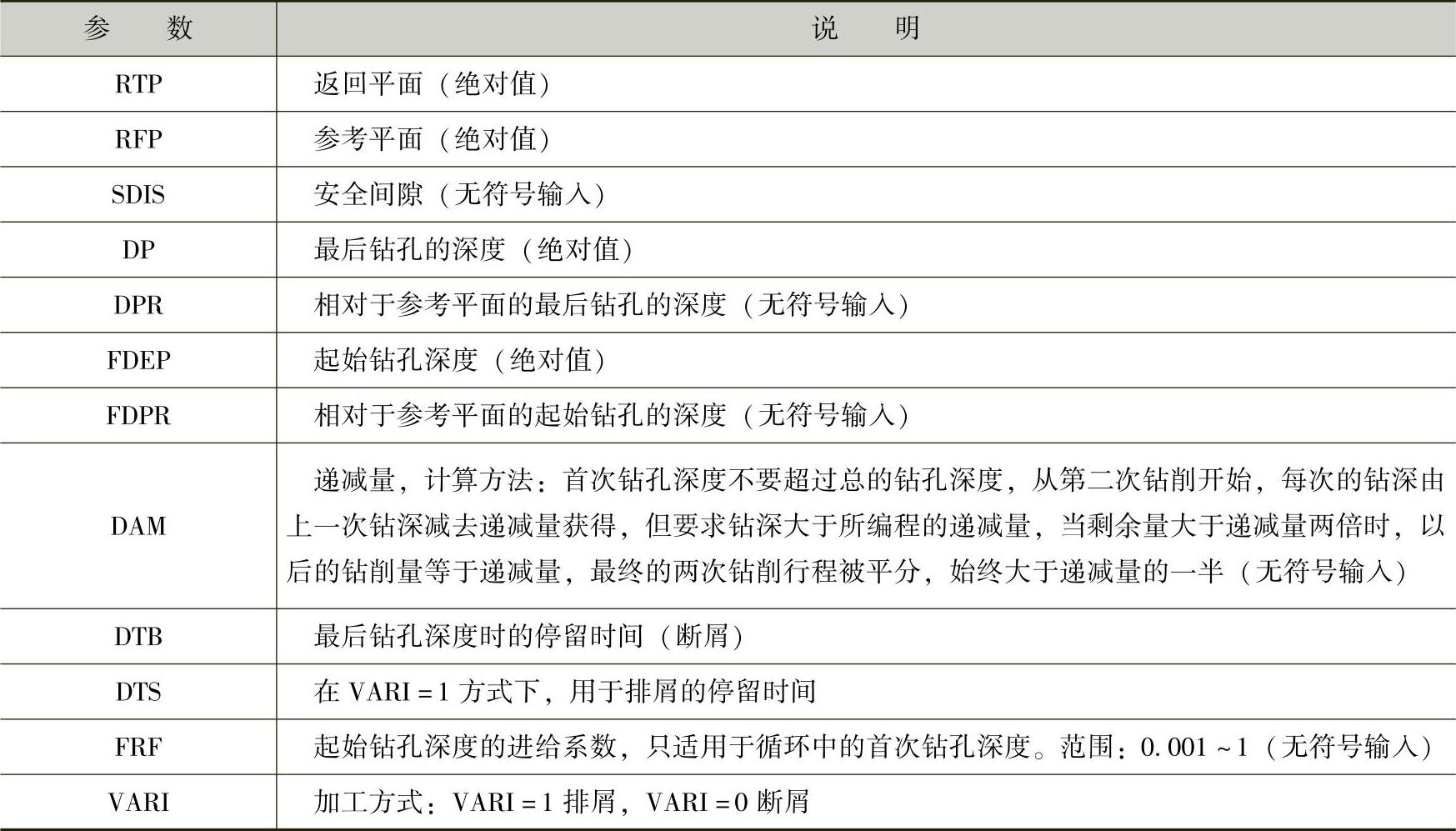
深孔钻削循环CYCLE83的参数及说明见表2-53。
表2-53 深孔钻削循环CYCLE83的参数及说明
问题思考
1.华中系统钻孔循环指令G81与G82的主要区别是什么?
2.SIEMENS 802D系统钻孔加工循环CYCLE81与CYCLE82的主要区别是什么?
6.孔加工固定循环指令的调用
(1)孔加工非模态调用指令。
【格式】 CYCLE81~89(RTP……);
……
【说明】 这种模式为非模态调用指令,只有在指定的程序段内才能执行循环动作。
(2)孔加工模态调用指令
【格式】 MCALLCYCLE81~89(RTP……);(模态调用)
……
MCALL;(取消模态调用)
【说明】 这种模式为模态调用指令,只要不取消模态调用,则刀具每执行一次移动量,将执行一次固定循环的调用。
任务实施
1.图样分析
1)该零件为长方体孔系零件,结构外形部分无尺寸精度要求,表面粗糙度值均为Ra3.2μm,坯料表面及外形尺寸已经加工。
2)左下角为光孔ϕ20mm,其中心线至两基准侧边均为20mm。
3)工件中心处为圆柱形沉头孔,其沉头直径为ϕ20mm、深5mm的ϕ12mm通孔,该孔中心线至左下角光孔中心线的距离分别为30mm和20mm。
4)右上角为90°锥角沉头孔、沉锥深5mm的ϕ12mm通孔,其中心线至两基准侧边的距离分别为80mm和60mm。
2.工艺分析
该零件的三个通孔精度较低,故可直接采用钻孔方式进行加工,圆柱形沉头孔及90°锥角沉头孔采用锪孔加工,钻孔时需注意钻头的超越量。
3.工艺准备
(1)设备 华中HNC-22M系统或SIEMENS 802D系统数控加工中心。
(2)量具 0~120mm游标卡尺、0~30mm内径千分尺、0~150mm深度游标卡尺、磁性表座及百分表。
(3)其他 垫铁若干橡胶锤或纯铜棒,表面粗糙度样板。
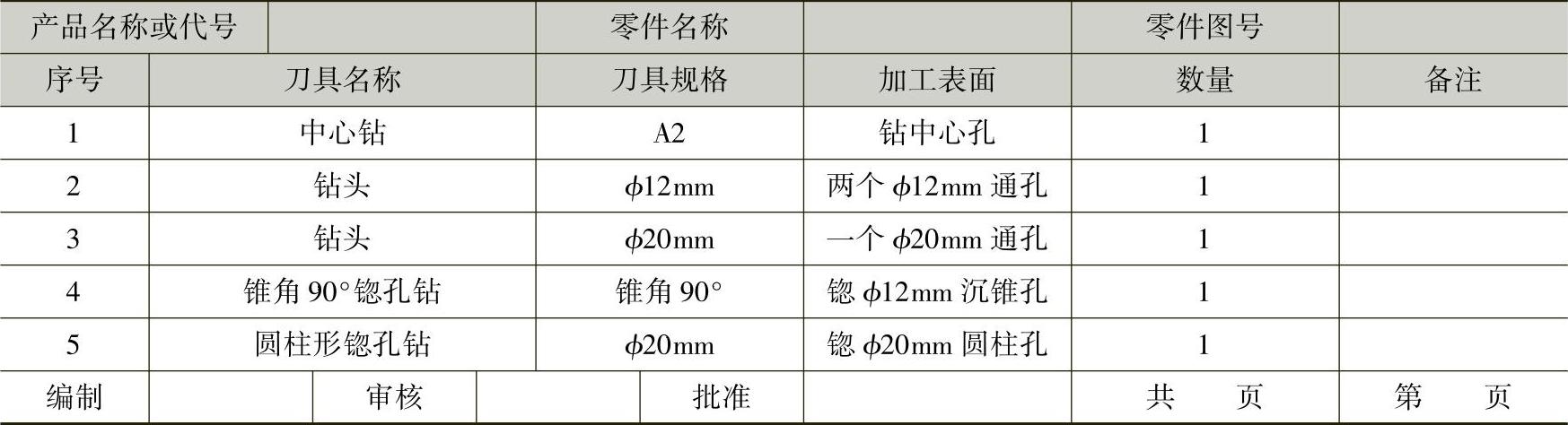
4.刀具清单
刀具清单见表2-54。
表2-54 刀具清单
5.工艺流程
工艺流程见表2-55。
表2-55 工艺流程
(续)
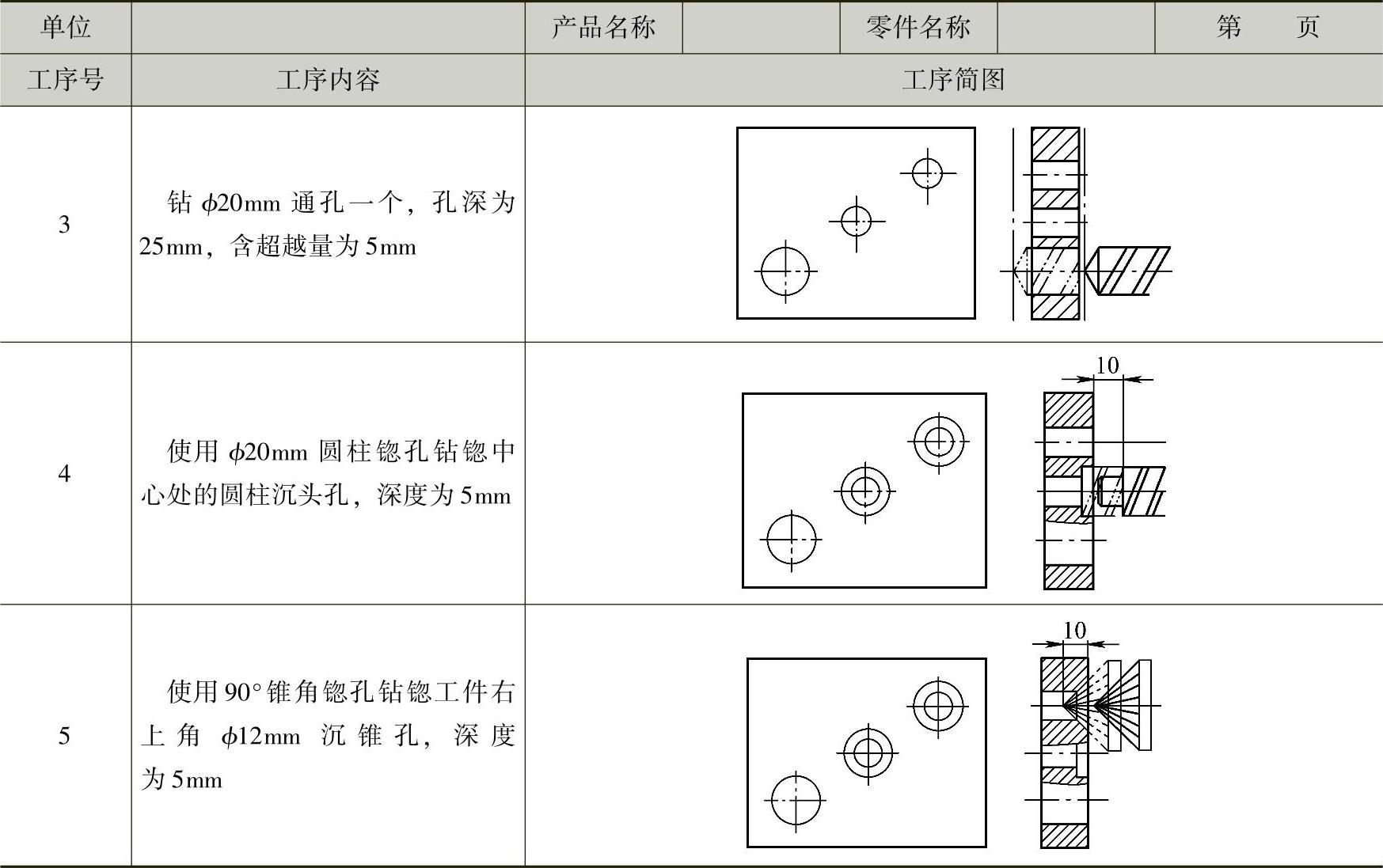
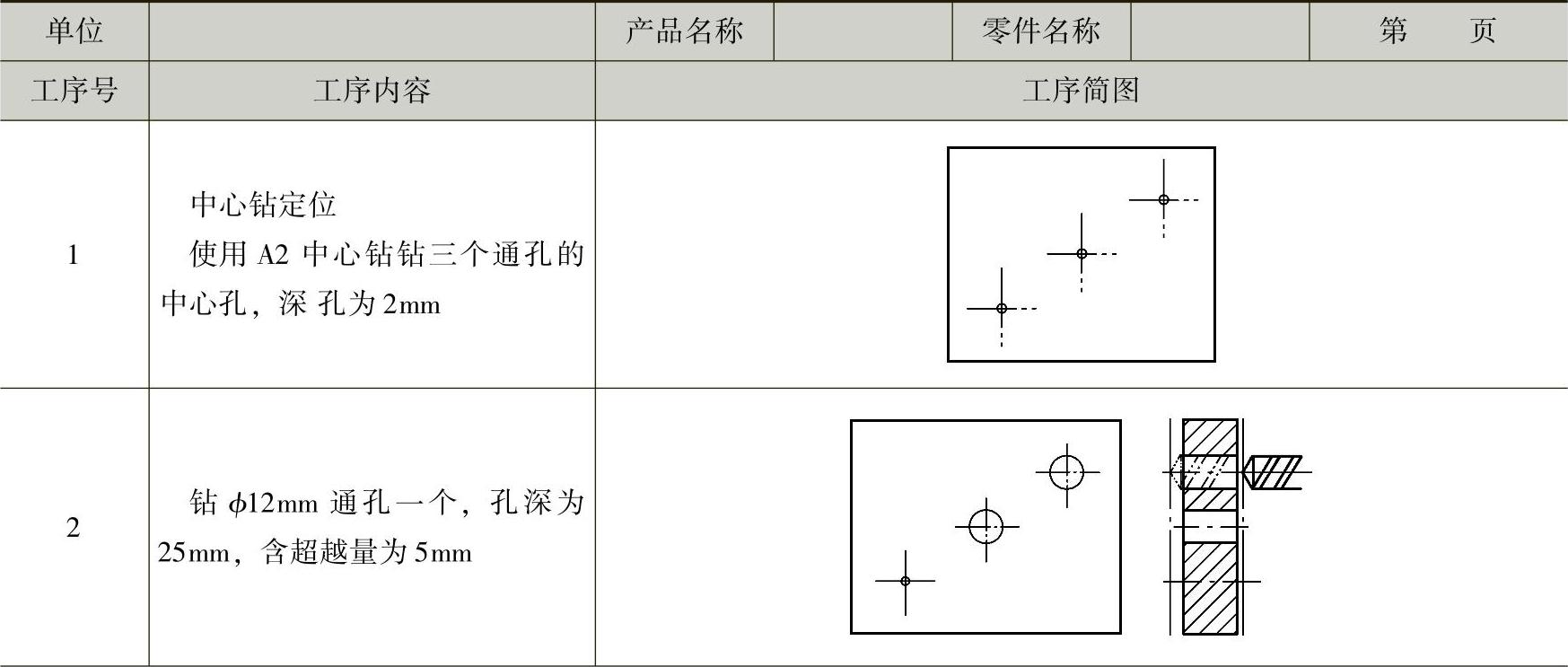
6.工艺制订
数控加工工艺卡见表2-56。
表2-56 数控加工工艺卡

工件坐标系的原点设置在零件上表面左下角,将X、Y、Z向的零偏值输入工件坐标系G54中,工件上表面为Z0。
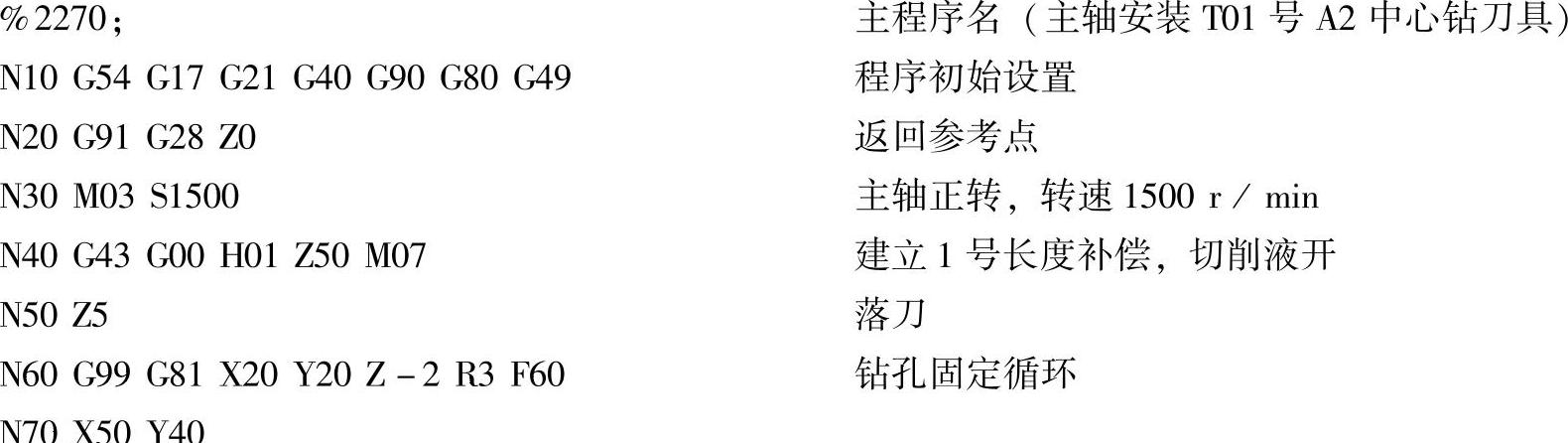
7.华中HNC-22M系统数控程序及说明
8.SIEMENS802D系统数控程序及说明


编程提示
模态调用循环MCALL指令:是指在标有MCALL指令的程序段中调用循环程序,调用循环结束也要用MCALL指令进行取消循环,应单独成一个程序段,其目的主要是为了简化编程。它主要应用于各种孔排列等。
零件加工及检测
1)打开总电源、机床电源,开启数控系统。
2)检查机床状态,手动低速运行主轴及X、Y、Z轴动作。
3)机床回参考点(先Z轴回零,后X、Y轴回零)。
4)检查夹具,使用百分表将钳口与X轴的平行度控制在0.02mm以内。
5)夹紧工件,工作面超出钳口5mm左右。
6)输入零件加工程序,检查程序并模拟校验进给路线。
7)加工中心刀库安装A2中心钻为1号刀位、ϕ12mm钻头为2号刀位、ϕ20mm钻头为3号刀位、ϕ20mm圆柱锪孔钻为4号刀位、90°锥角锪孔钻为5号刀位。
8)用试切法对刀,并将X、Y向零点值输入偏置寄存器,偏置寄存器中Z值设定为0。输入H01、H02、H03、H04、H05刀具长度补偿数据(SIEMENS系统输入T1、…、T5中长度补偿数据)。
9)工件试切车削加工。
10)检验零件尺寸。
11)加工结束,卸下刀具、工件,清理机床并将各坐标轴停在中间位置。
零件加工后将所测结果填写零件检测评分表,见表2-57。
表2-57 零件检测评分表

注意事项
1)在SIEMENS系统加工中心编程中,有些换刀指令也可以将“M6”写成“L06”,因此在编程时,还应详细阅读机床编程说明书。
2)钻孔深度应考虑钻头要留有越程量。
3)关机后对于加工中心来说,主轴应处于无刀具状态。
4)若批量加工零件需重复使用程序,这时要注意第一把刀的处理。
5)加工中心在自动换刀过程中,对于一些直径较大或尺寸较长的刀具,在换刀时应留出足够的空间,以免在换刀时发生撞刀事故。
扩展训练
1.方板群孔零件加工如图2-136所示,材料:45钢,毛坯:53mm×53mm×13mm。要求:坯料规方,进行工艺分析,填写刀具卡片,数控加工工艺卡,编写加工程序,加工零件,检查零件尺寸精度。
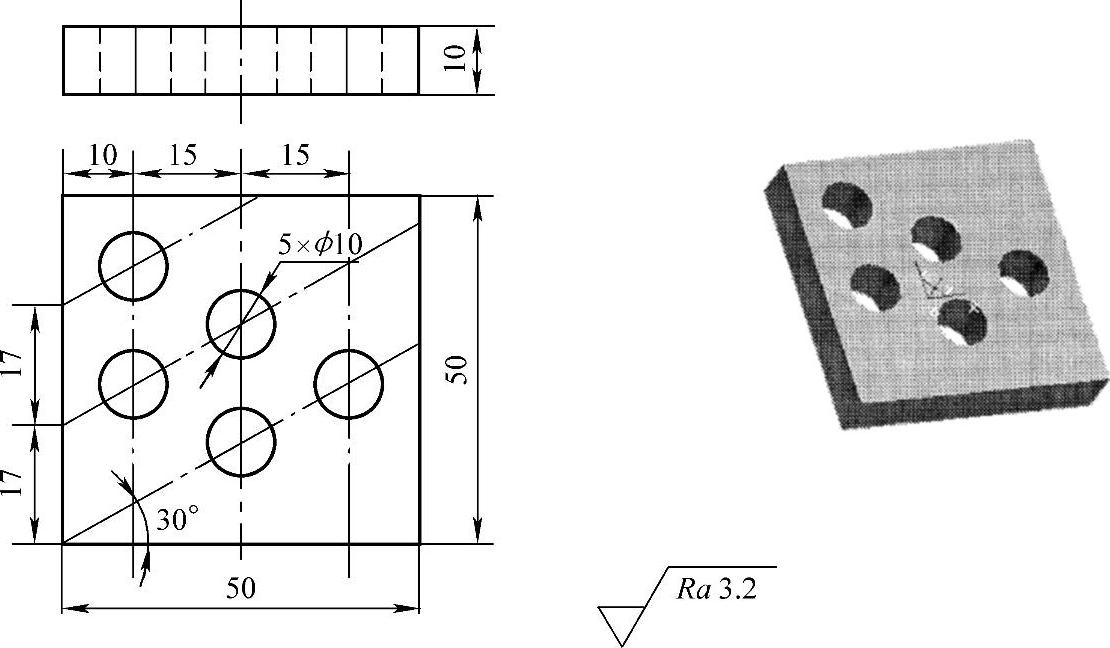
图2-136 方板群孔零件
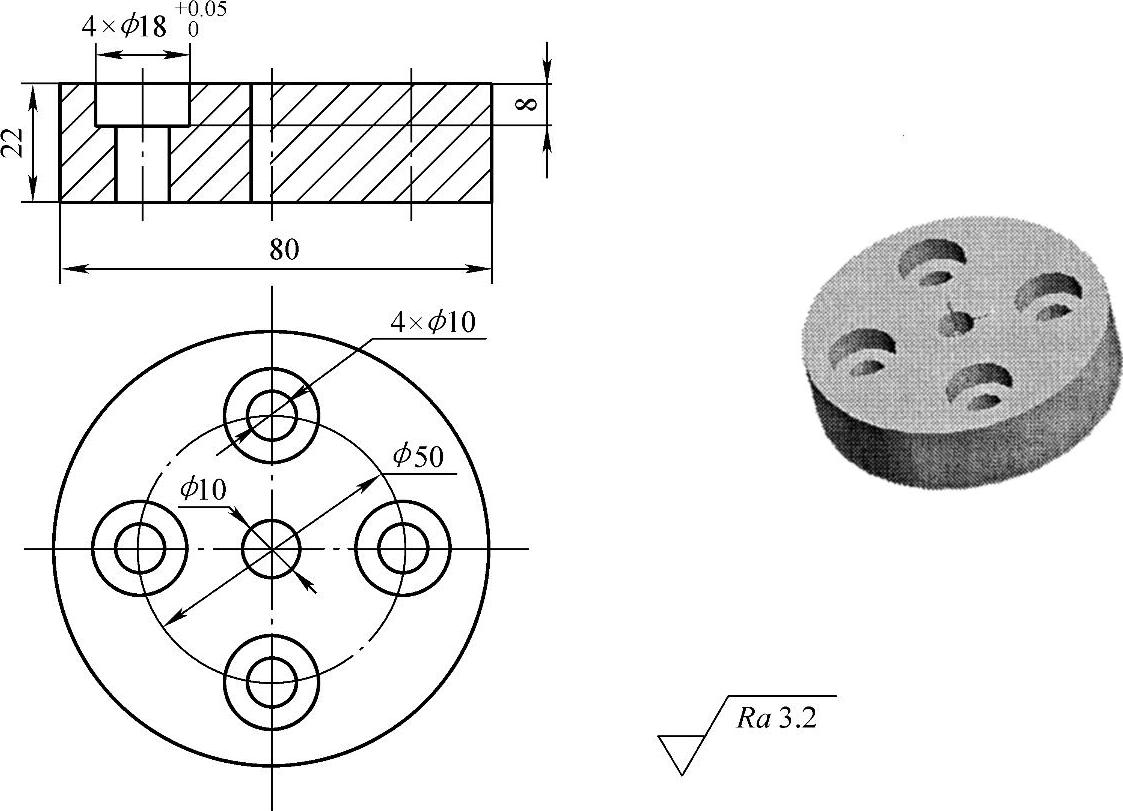
图2-137 圆盘形钻孔、锪孔零件
2.圆盘形钻孔、锪孔零件如图2-137所示,材料为45钢,毛坯尺寸为ϕ80mm×25mm,外圆已车削加工。要求:进行工艺分析并填写刀具卡片和数控加工工艺卡,选择装夹方式,编写程序实施加工,加工零件,检测零件尺寸精度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。