



任务描述
该零件采用数控加工中心完成加工,加工出的零件应符合图样技术要求,进行加工操作时要符合操作规程,要求能够选择合理的切削加工工艺参数,能熟练操作数控机床(加工中心)实施对零件的调整加工和尺寸精度的检测及对数控加工中心的日常维护与保养。
任务工单
图2-113所示为矩形腔槽板零件,材料为45钢,毛坯尺寸为104mm×70mm×36mm,外表面均已加工,要求对零件内腔进行编程加工,单件生产。
任务准备
1.内轮廓零件加工的进给路线
(1)内轮廓进给路线 在铣削封闭内轮廓表面时,同铣削外轮廓一样,一般采用三刃平底立铣刀粗、精加工。为了保证工件的内壁光滑衔接,减少接刀痕迹,刀具同样不能沿着轮廓曲线的法向切入和切出。刀具进刀时,采用键槽立铣刀垂直进刀,由于垂直进刀要在进给方向上换向,在加工表面上会产生接刀痕迹,因此除特殊情况下一般应少使用。另外,刀具切入切出点应远离拐角,如图2-114a所示。如果将切入切出点设在拐角处,在取消刀具补偿时会在轮廓拐角处留下凹口,产生过切现象如图2-114b所示。
(2)型腔铣削的进给路线 型腔是指以封闭曲线为边界的平底凹槽,要用平底立铣刀加工,刀具半径应与凹槽圆角相对应。图2-115a、b所示分别为用行切法和环切法加工型腔的进给路线。两种进给路线的共同点是都能切净内腔中的全部面积,不留死角,不伤轮廓,同时能尽量减少重复进给的搭接量。不同点是行切法的进给路线比环切法短,但行切法将在每两次进给的起点与终点间留下残留面积,而达不到所要求的表面粗糙度;用环切法获得的表面粗糙度值要小于行切法,但环切法需要逐次向外扩展轮廓线,刀位点计算稍微复杂一些。
图2-115c所示的进给路线为行切与环切综合法,即先行切法去除中间部分余量,然后环切法切最后一刀,这样既能使总的进给路线较短,又能获得较小的表面粗糙度值。
2.加工凹槽类零件铣刀的选择
一般来说,凹槽及平面内曲线轮廓可以选择高速钢立铣刀,但高速钢立铣刀不适合加工毛坯面,因为毛坯面有硬化层及夹沙,会使刀具很快磨损;硬质合金立铣刀可以加工空间曲面、型腔、模具型腔等,多选用模具铣刀和鼓形铣刀;加工键槽及凹槽等多选用键槽铣刀;加工各种圆弧形凹槽、斜面及特殊孔可用成形铣刀。
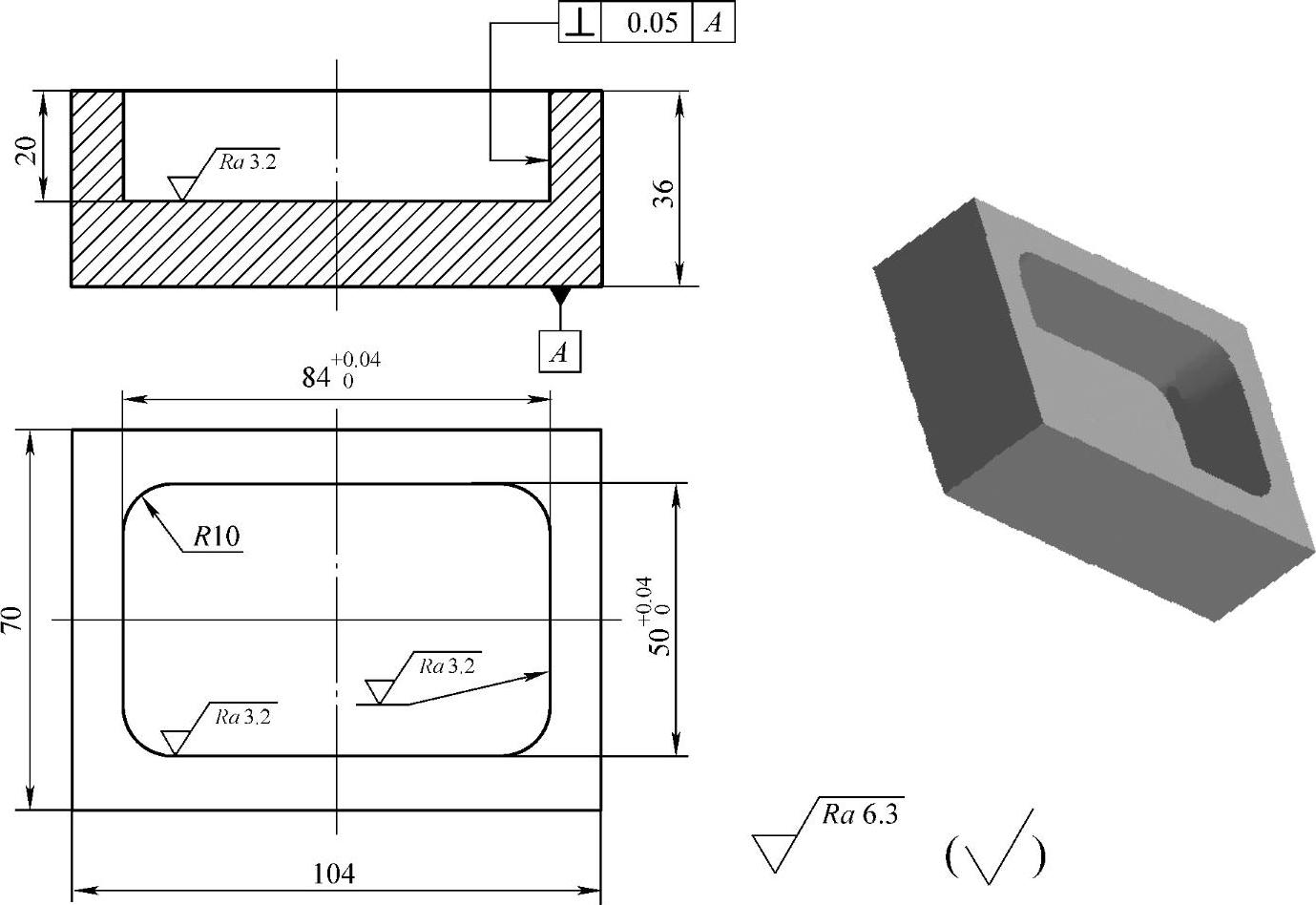
图2-113 矩形腔槽板零件
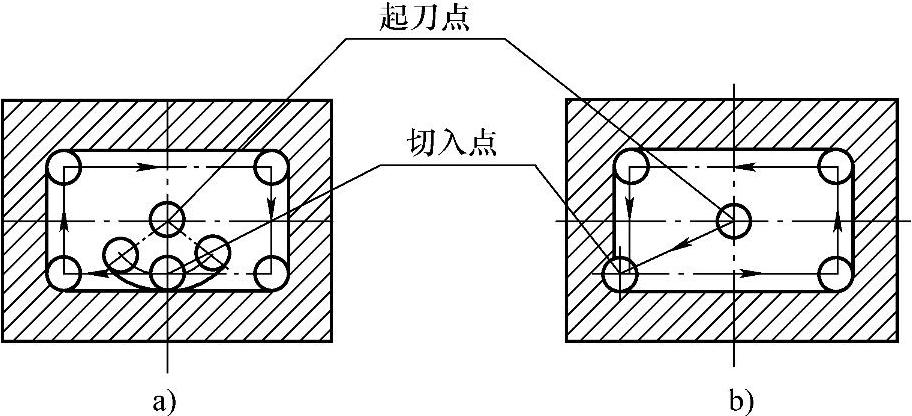
图2-114 内轮廓加工刀具的切入和切出
a)在远离拐角处切入切出 b)在拐角处切入切出
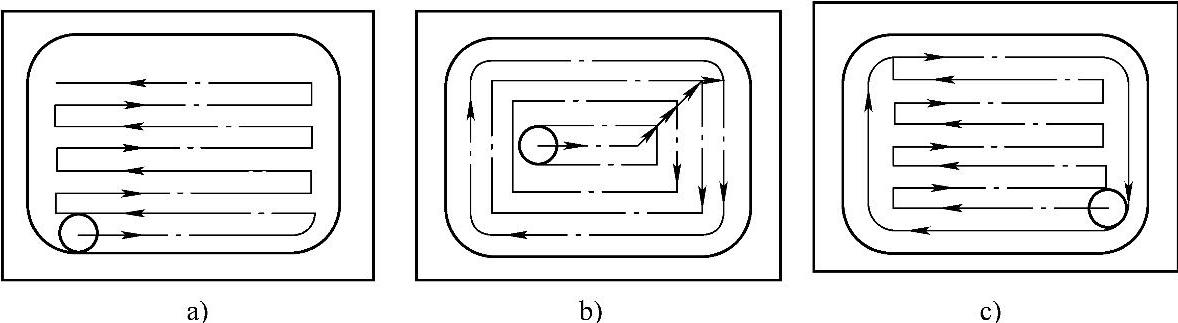
图2-115 铣削型腔的三种进给路线
a)行切法 b)环切法 c)行切+环切
3.工件内轮廓壁角及加工高度的选择
1)工件内轮廓壁角圆弧最小曲率半径rmin应大于所加工的立铣刀半径R。一般取R=(0.8~0.9)rmin。
2)工件的加工高度H<(1/4~1/6)R,以保证刀具有足够的刚度,如图2-116所示。
3)对于封闭内腔可选H=I-(5~10)mm。
一般情况下,为减少进给次数和保证铣刀有足够的刚度,应选择直径较大的铣刀。但由于零件内腔尺寸、工件内轮廓壁角圆弧rmin较小等因素的限制,会将刀具限制为细长型,使其刚度下降,为此一般通常采用直径大小不同的两把铣刀分别进行粗、精加工,粗铣时可选铣刀直径稍大一些,精铣时用半径等于rmin的铣刀进行加工。
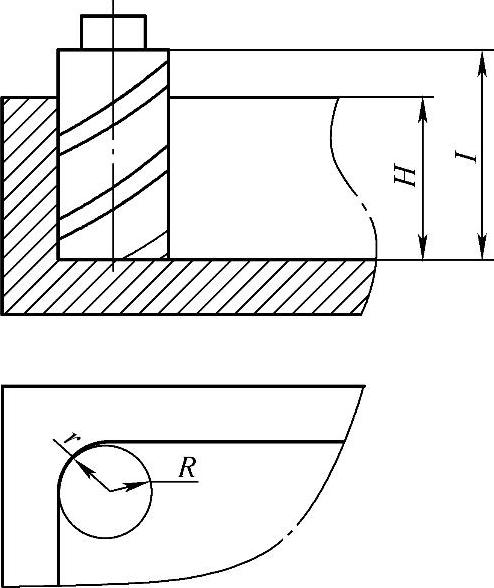
图2-116 立铣刀加工中的参数
问题思考
选取半径大于工件内轮廓壁角圆弧曲率半径的立铣刀进行加工会产生什么结果?
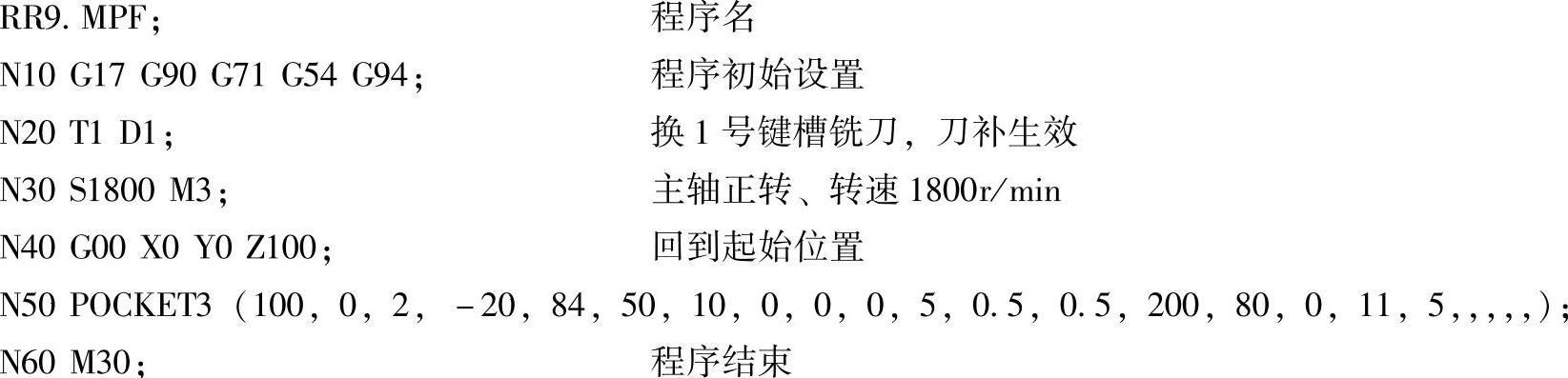
4.SIEMENS802D系统矩形腔铣削循环POCKET3
【格式】POCKET3(RTP,RFP,SDIS,DP,LENG,WID,CRAD,PA,PO,STA,MID,FAL,FALD,FFP1,FFD,CDIR,VARI,MIDA,AP1,AP2,AD,RAD1,DP1)
其参数示意图如图2-117所示。
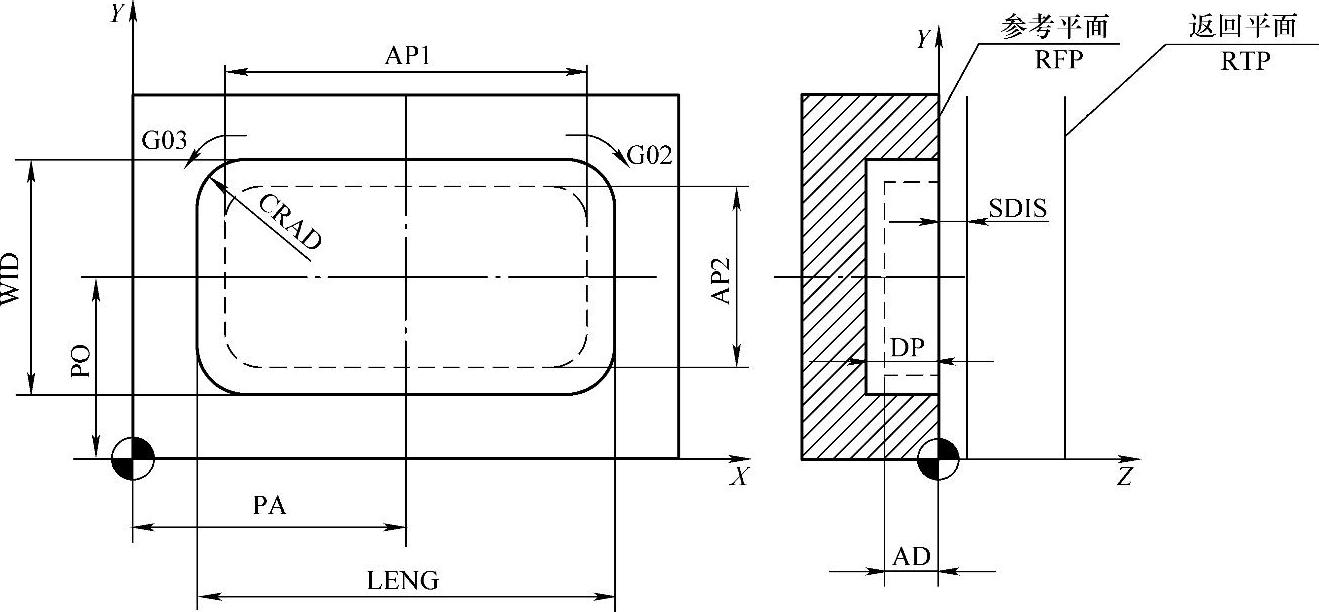
图2-117 矩型腔铣削循环POCKET3的参数示意图
【说明】此循环指令可用于粗、精加工,精加工要求使用面铣刀,深度进给始终从型腔中心点开始并在垂直方向上执行。铣削方向可通过G02/G03来定义,顺/逆铣由主轴方向决定,对于连续加工,可以定义在平面中最大进给宽度,精加工余量始终用于槽底。
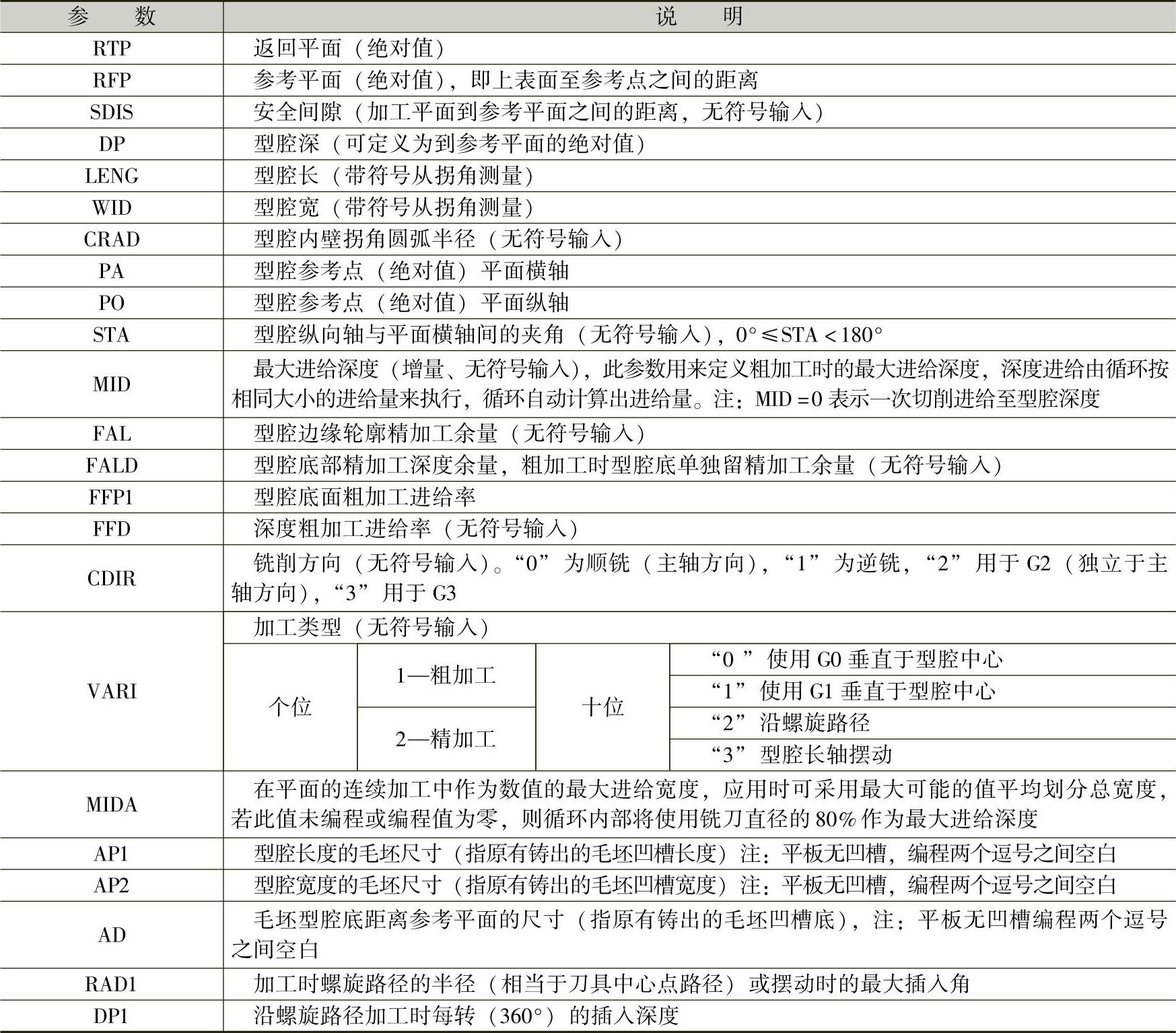
矩形腔铣削循环POCKET3的参数及说明见表2-46。
表2-46 矩型腔铣削循环POCKET3的参数及说明
任务实施
1.图样分析
该零件为规则矩形型腔凹槽零件,内曲面轮廓由四段直线、四段凹圆角及凹槽底面组成,有尺寸精度、垂直度及表面粗糙度要求,该零件坯料各面已经加工,由于深度方向无精度要求,因此为达到零件图上凹槽深度尺寸20mm的要求,可采用四次深度进给铣削加工,不需精加工;矩形凹槽内轮廓侧面采用粗、精铣加工。
2.工艺分析
1)根据零件结构特点,选用ϕ20mm硬质合金整体铣刀粗、精铣矩形凹槽。深度分层加工4次,深度每次为5mm,侧壁尺寸要求为500+0.04mm、840+0.04mm,预留精加工余量为0.5mm。
2)加工路线:采用凹槽上表面中心点下刀,粗加工采用两次环切,精加工采用顺时针绕行(顺铣)进给加工方式。
3)对于矩形零件的铣削加工,采用平口钳装夹,工件高于钳口8mm,在工件下表面与平口钳之间放入精度较高的平行垫铁,其厚度与宽度应适当,由于上表面已加工完成,因此上表面应采用百分表找正后夹紧并使垫铁不发生移动。
3.工艺准备
(1)设备 华中HNC-22M系统或SIEMENS 802D系统数控加工中心。
(2)量具 0~120mm游标卡尺、深度游标卡尺、0~10mm百分表及磁性表座、Z轴设定器、ϕ10mm寻边器。
(3)其他 垫铁若干,橡胶锤或纯铜棒。
4.刀具清单
刀具清单见表2-47。
表2-47刀具清单

5.工艺流程
工艺流程见表2-48。(https://www.xing528.com)
表2-48 工艺流程
6.工艺制订
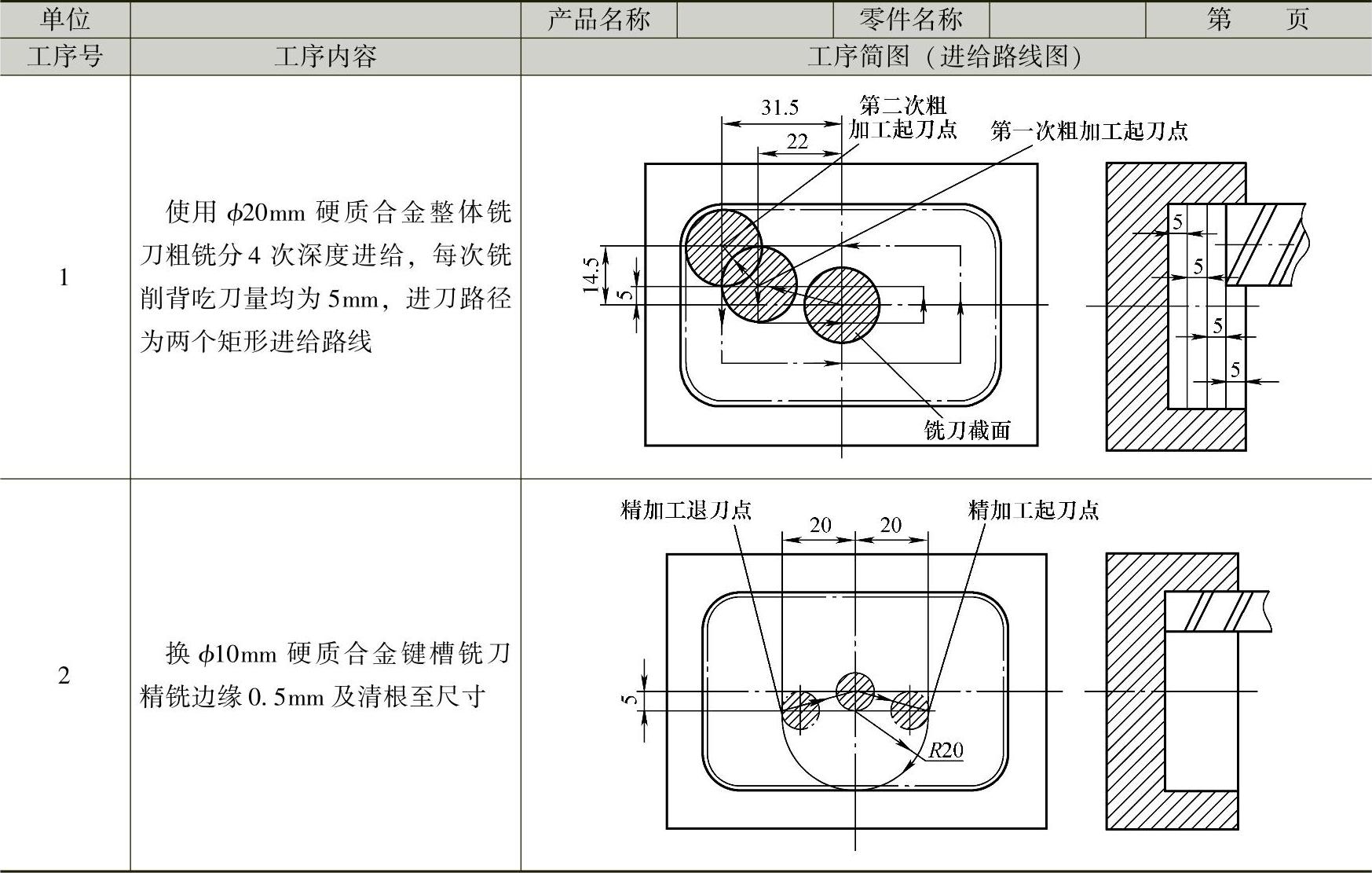
数控加工工艺卡见表2-49。
表2-49 数控加工工艺卡

工件坐标系的原点设置在零件上表面中心,将X、Y、Z向的零偏值输入工件坐标系G54中,工件上表面为Z0。
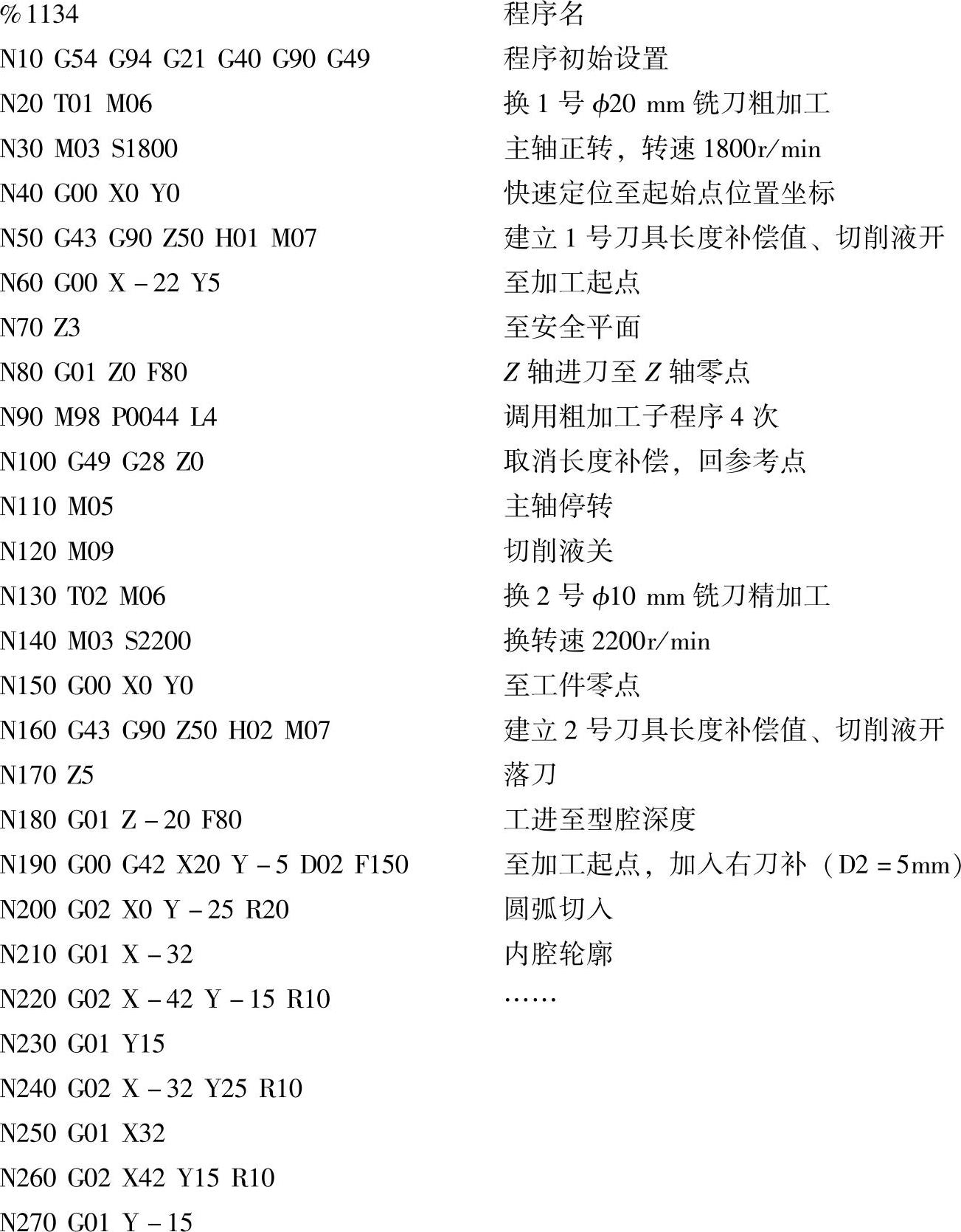
7.华中HNC-22M系统数控程序及说明
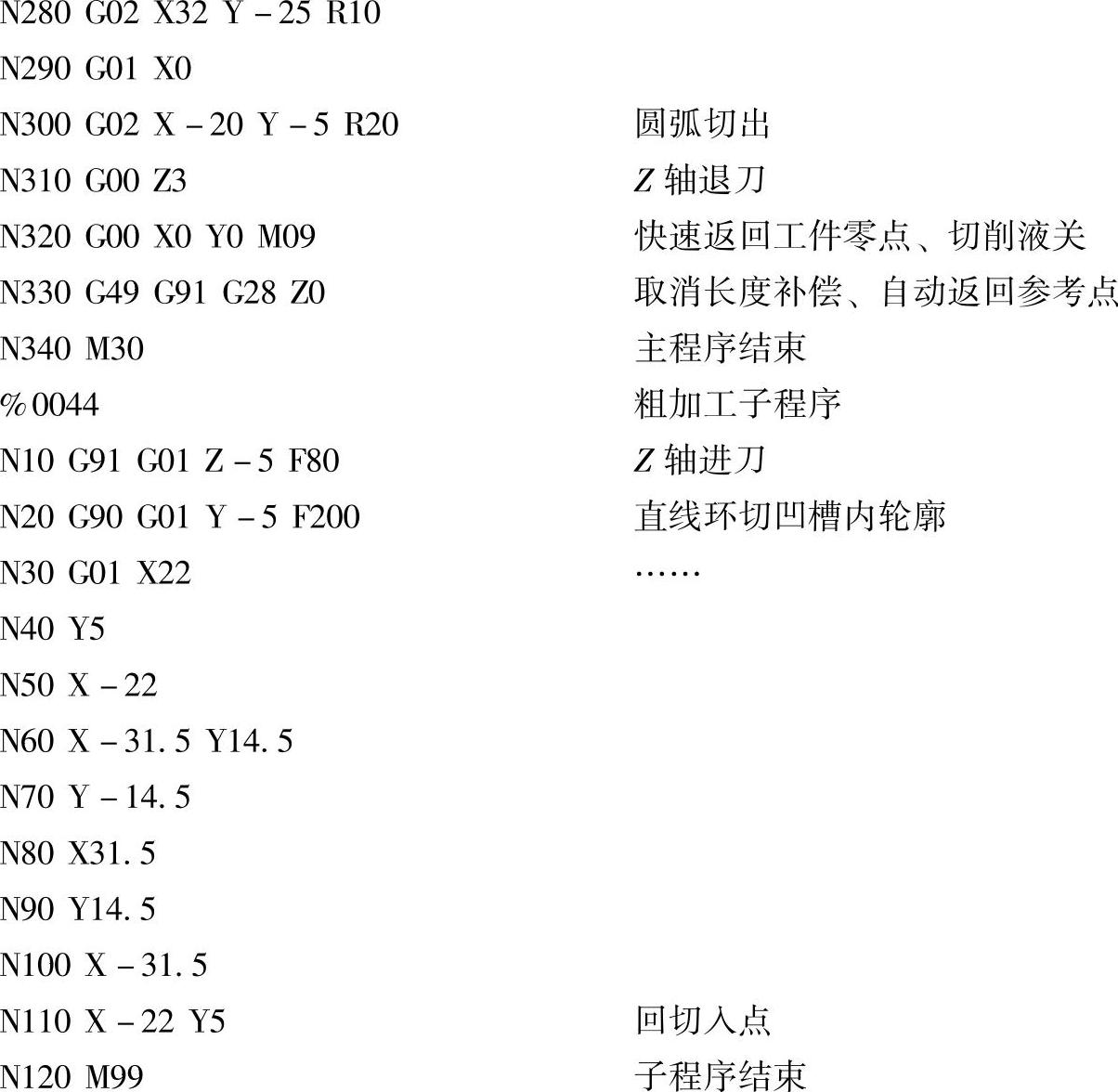
编程提示
粗加工编程时,内腔可采用不同的进给加工方案,如加入不同值的刀具半径补偿利用子程序调用环切编写,也可以根据具体实际情况由小到大采用矩形直线进给方式编写,这种编程优点在于简化程序的编写,还可去除较多的余量。利用此种方法需准确计算矩形周边坐标点,否则会出现过切现象。
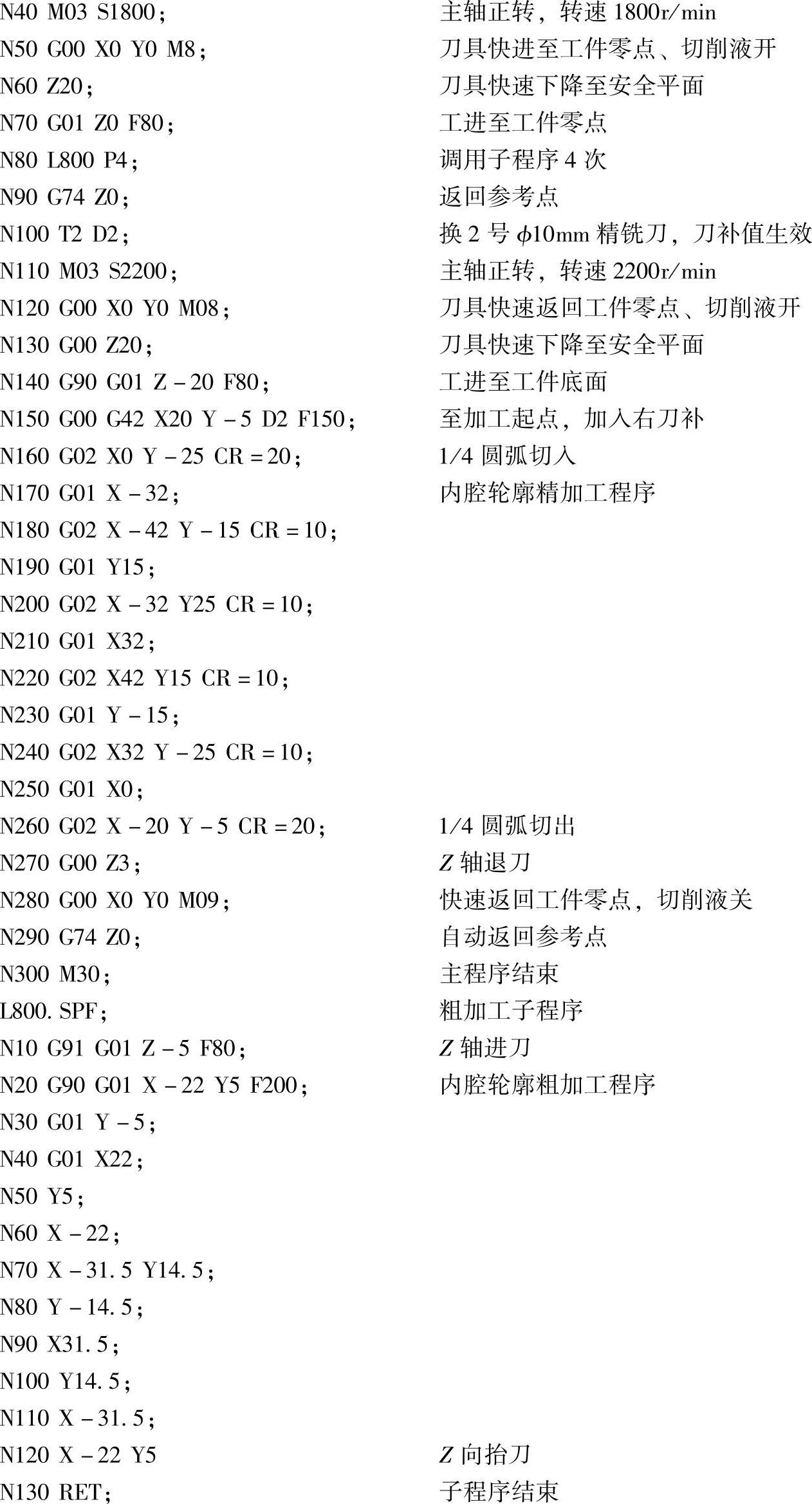
8.SIEMENS802D系统数控程序及说明
方法一(采用1号铣刀进行粗、精加工)
方法二(采用1号铣刀粗加工,2号铣刀精加工)

零件加工及检测
1)打开总电源、机床电源,开启数控系统。
2)检查机床状态,手动低速运行主轴及X、Y、Z轴动作。
3)机床回参考点(回零顺序Z、X、Y)。
4)检查夹具,使用百分表将钳口与X轴的平行度误差控制在0.02mm以内。
5)使用平口钳装夹工件,工作面超出钳口8mm。
6)输入零件加工程序,检查程序并模拟校验进给路线。
7)X、Y向对刀,使用寻边器设置X、Y零点。
8)安装ϕ20mm立铣刀及Z向对刀,使用Z轴设定器输入长度补偿号H01及半径补偿号D01;安装ϕ10mm键槽铣刀及Z向对刀,使用Z轴设定器输入长度补偿号H02及半径补偿号D02。
9)检查并清理工作台上的无关物品。
10)使用单段模式,将快进调至低挡,刀具接近工件后快进再调至100%,工件试切加工。
11)检验零件尺寸。
12)加工结束,卸下刀具、工件,清理机床。
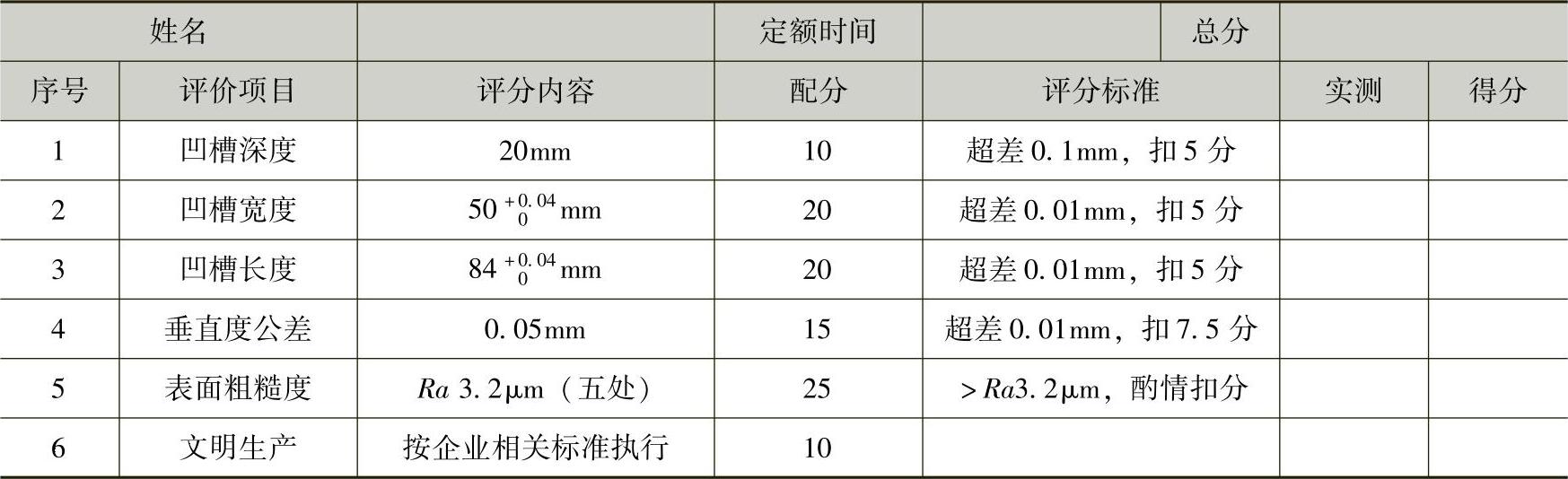
将所测结果填写零件检测评分表,见表2-50。
表2-50 零件检测评分表
注意事项
1)尺寸精度的保证主要通过在加工过程中的精确对刀,正确选用刀具及刀具磨损量,正确选用合适的加工工艺等措施来保证。
2)表面粗糙度的保证主要通过选用合适的加工方法、正确的粗精加工路线及合适的切削用量等措施来保证。
3)几何公差主要通过工件在夹具中的正确安装或找正等措施来保证。
4)型腔内轮廓的顺、逆铣削在同等切削条件下,顺铣比逆铣消耗功率少5%~15%,同时顺铣也更加有利于排屑。一般尽量采用顺铣法加工,以减少工件表面粗糙度值,保证尺寸精度。但是在切削面上有硬质层、积渣、工件表面凹凸不平较显著时,如加工锻造毛坯,应采用逆铣法。
5)型腔铣削应注意精加工的圆弧切入和切出方式。另外测量时要注意测量部位不得有毛刺和切屑。
任务扩展
1.凹模板零件如图2-118所示,材料为45钢,毛坯尺寸为63mm×63mm×25mm。要求:坯料规方,进行工艺分析,确定工件坐标原点,完成刀具的选择,编写加工程序,加工零件,检测零件尺寸精度。
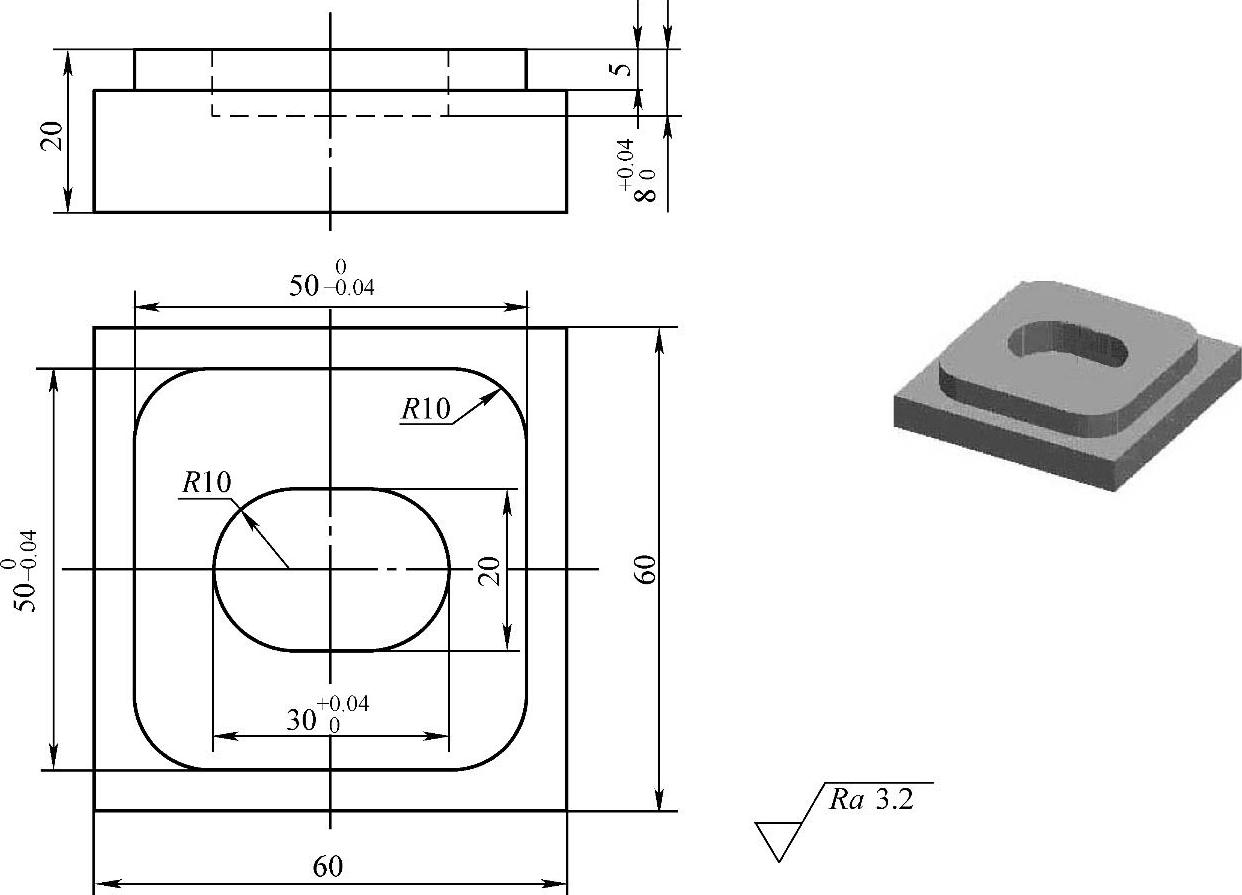
图2-118 凹槽板零件
2.五边形外轮廓与圆内腔零件如图2-119所示,材料为45钢,毛坯尺寸为93mm×93mm×27mm。要求:坯料规方,进行工艺分析,确定工件坐标原点,完成刀具的选择,加工零件,编写加工程序,加工零件,检测零件尺寸精度。
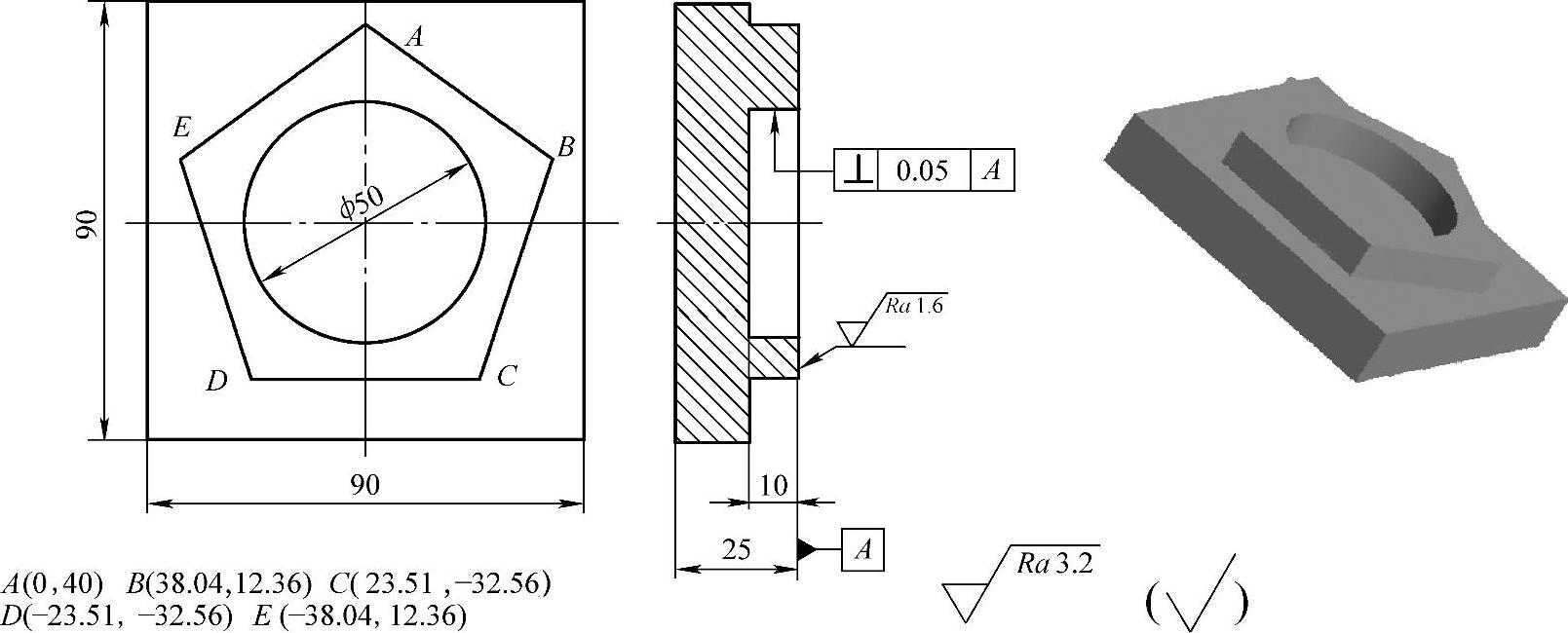
图2-119 五边形外轮廓与圆内腔零件
3.双内轮廓零件如图2-120所示,材料为铝合金,毛坯尺寸为ϕ98mm×30mm,外形已车削加工。要求:进行工艺分析,选择合适的夹具装夹,完成刀具的选择,编写加工程序,加工零件,检测零件尺寸精度。
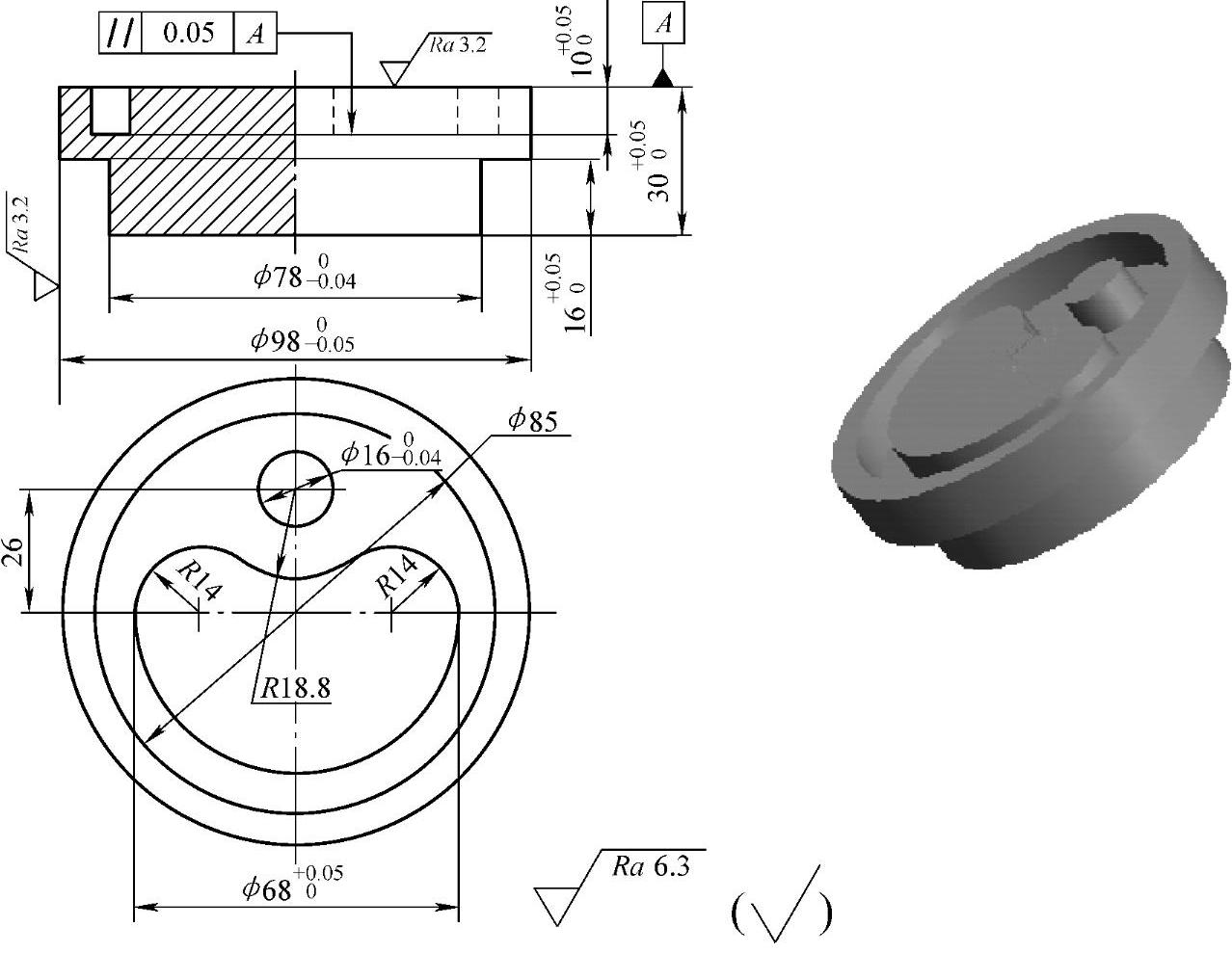
图2-120 双内轮廓零件
项目小结
本项目包括封闭圆形、矩形型腔等零件的单件数控铣削加工训练,应用刀具的半径补偿方法调节零件加工尺寸,学会零件不同内腔形状结构的铣削加工及确定进给路线,学会内腔多余残料的清除及零件尺寸精度的检测方法。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。