



任务描述
圆形凸台是机械零件常见的配合表面。圆形凸台的外轮廓通常采用数控铣床加工,它对圆周面的加工位置精度及表面粗糙度要求较高,加工出的零件应符合图样的技术要求。进行加工操作时要符合操作规程,要求能够选择合理的切削加工工艺参数,能熟练操作数控铣床实施对零件的调整加工和尺寸精度的检测及对数控铣床的日常维护与保养。
任务工单
图2-82所示为圆形凸台零件,材料为45钢,毛坯尺寸为ϕ80mm×25mm,外圆与上、下表面均已加工,要求对零件外圆凸台进行单件加工。
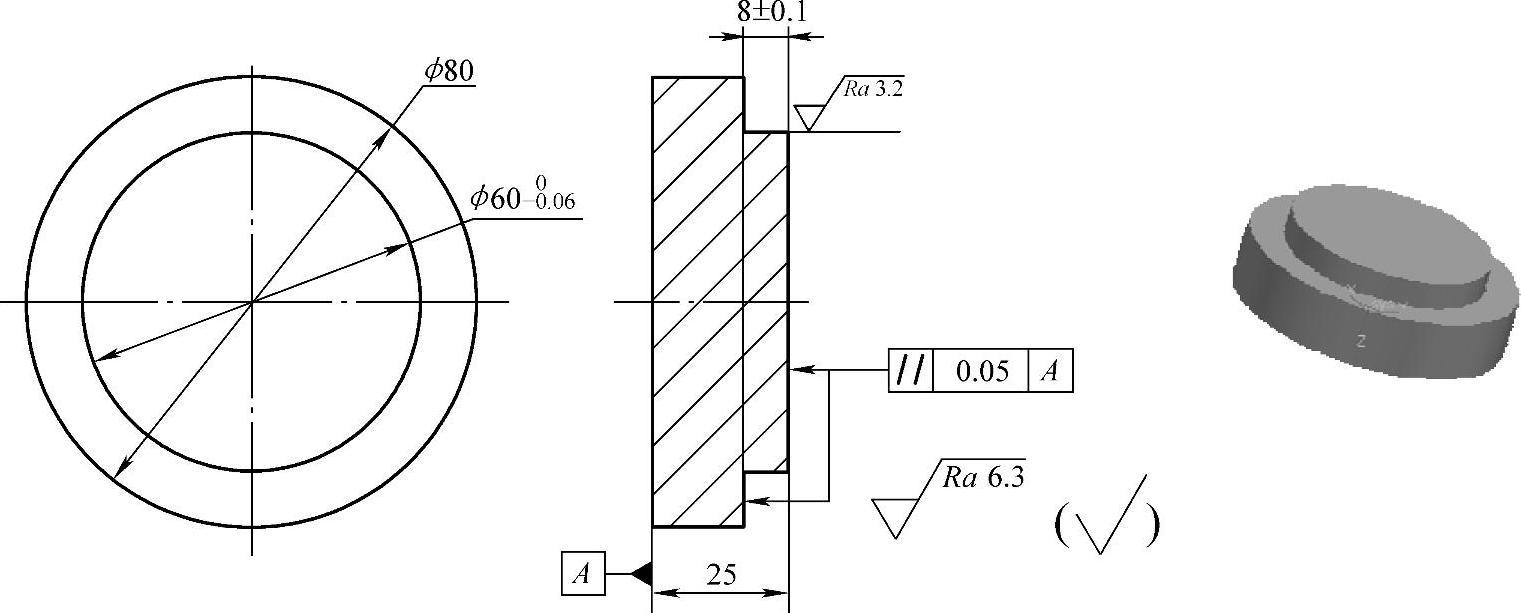
图2-82 圆形凸台零件
任务准备
1.圆形凸台加工的进给路线
数控铣削加工中进给路线对零件的加工精度与表面质量有直接影响,因此,确定进给路线是保证铣削加工精度和表面质量的一项重要工艺措施。
铣削的进给路线是指数控加工过程中,刀具刀位点(对于立铣刀和面铣刀来说,刀位点是刀具底面的中心;对球头铣刀来说,刀位点是球头的中心)相对于被加工零件的切入、切出方式,各种零件的进、退刀方式多种多样,设计时应遵循的原则是从起始点快进到切入点下刀,工进沿切向切入工件,轮廓切削后刀具向上抬起退离工件并快速返回起始点。
在铣削外圆轮廓时一般采用立铣刀侧面刃口进行切削。为了保证工件外形光滑,减少接刀痕迹,保证零件表面质量,提高刀具使用寿命,对刀具的切入和切出路线需要精心设计。铣削外圆轮廓应沿零件轮廓曲线圆弧切入切出,如图2-83所示。由于刀具和主轴系统刚性的原因,为保证零件轮廓光滑,不应沿法向直接切入切出,以避免加工表面产生划痕。
2.平行度公差及检测
平行度公差是指被测实际表面相对基准方向上允许的变动全量。它具有控制方向的功能,即控制被测要素对准基准要素的方向。平行度误差的简易测量可以通过深度游标卡尺或深度千分尺进行检测,另外也可采用百分表进行检测。
(1)用深度游标卡尺或深度千分尺检测 将工件放在检测平台上(以底面为基准),测量两个外圆端面上对应两组不同的四个点,如图2-84所示,四组对应测量尺寸A1与B1、A2与B2、A3与B3、A4与B4应符合平行度要求,两者之差应小于0.05mm。
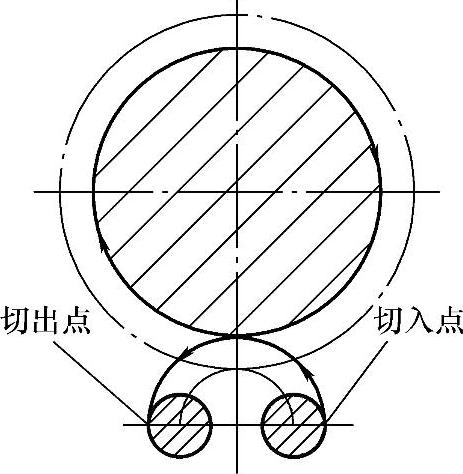
图2-83 圆弧切入切出
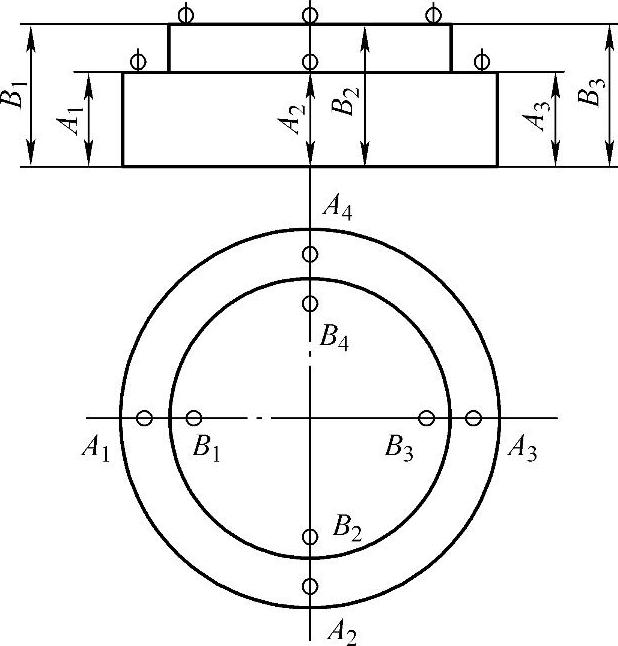
图2-84 平行度误差的检测
(2)用杠杆百分表检测 两平行平面的平行度用百分表检测,测量时,将工件基准面(底面或零件上指定的某一基准面)擦拭干净置于标准平板上,把杠杆百分表座吸在基准平板上,调整百分表,使测量杆垂直于工件上表面,并有0.5mm以上的预压读数,如图2-85所示。将百分表座沿工件缓慢转动,记下移动过程中表的读数变化最大值与最小值,两值之差即是平行度误差。
本例可用杠杆百分表比较测量A1与A2、A3与A4以及B1与B2、B3与B4,看这四组数据中的每一组读数差是否符合平行度公差要求。
3.铣削方法与尺寸控制
用立铣刀在立式数控铣床上加工时,由于立铣刀的刚性较差,铣刀容易向不受力的一侧偏让而产生“让刀”现象,甚至造成铣刀折断。为此,一般分粗铣和精铣两个步骤。先将台阶的宽度和深度进行粗铣,并留精铣余量,一般为0.2~0.5mm。为了保证质量和加工效率,可选用直径较大的键槽立铣刀进行铣削台阶加工。
4.用修改刀具半径补偿值的方法控制零件加工尺寸
控制尺寸的方法可以通过修改程序参数及修改G54数值,另外还可以用修改刀具补偿值的方法来控制。
用修改刀具半径补偿控制尺寸的关键在于刀具补偿量的设置。如图2-86所示,若尺寸100mm在加工后的测量值为100.50mm,则尺寸误差为
Δ=(100.50-100.00)mm=0.50mm
在精加工时,刀具补偿量应改为

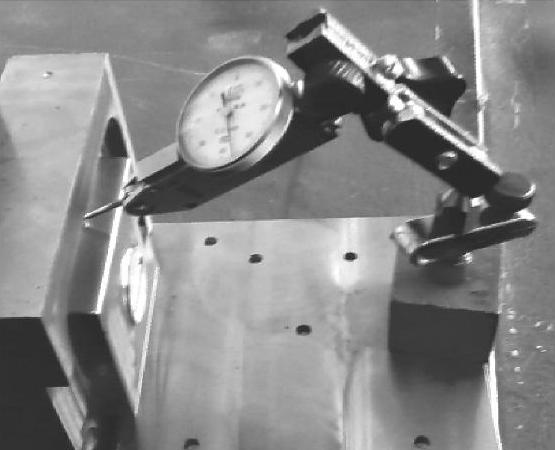
图2-85 用杠杆百分表检测平行度误差
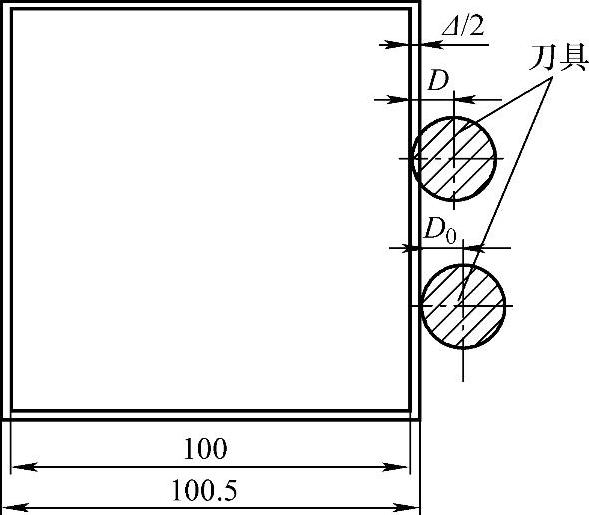
图2-86 刀具半径补偿控制尺寸
用刀具半径补偿控制尺寸的特点:
1)用刀具半径补偿控制尺寸不需要修改程序,只需要修改补偿值即可,从粗加工到精加工均可由同一程序完成。
2)用刀具半径补偿只能控制与进给路线方向垂直的尺寸,而不能控制平行于刀具轴线方向的尺寸。
3)用刀具半径补偿只能控制轮廓的尺寸,不能进行点位尺寸的控制(如孔的中心距),也不能控制线槽的长度。
5.加工中碳钢零件立铣刀材质选择比较
整体立铣刀材质一般分为高速钢与硬质合金铣刀两种。高速钢铣刀较硬质合金铣刀硬度软,但价格便宜,韧性好,强度低,容易让刀,而且耐磨性、热硬性相对来说较差,易烧结,热硬性为600°左右,硬度为65HRC左右。而硬质合金铣刀热硬性好,耐磨性好,但抗冲击性能差,易崩刃,热硬性可达900~1000℃,硬度可达90HRA左右,其加工效果要明显好于高速钢铣刀。
问题思考
铣削加工铝合金和45钢各应采用何种材质的整体立铣刀?
6.SIEMENS802D系统圆形凸台铣削循环CYCLE77
【格式】 CYCLE77(RTP,RFP,SDIS,DP,DPR,PRAD,PA,PO,MID,FAL,FALD,FFP1,FFD,CDIR,VARI,AP1)
其参数示意图如图2-87所示。
【说明】 使用CYCLE77指令可以切削加工平面中的圆形凸台,对于精加工需要更换键槽铣刀,在某一深度平面内,为了接近圆台轮廓,刀具应沿着半圆路径切入、切出移动,轮廓切削时,以主轴方向为参考,铣削方向可以是顺铣或逆铣。
铣刀从轮廓铣削后退出进入到下一个加工深度,仍然以半圆方式进刀再次切向接近圆轮廓。这一过程将不断重复进行,直到达到定义的加工深度,最后快速移动到退刀平面。其参数及说明见表2-26。
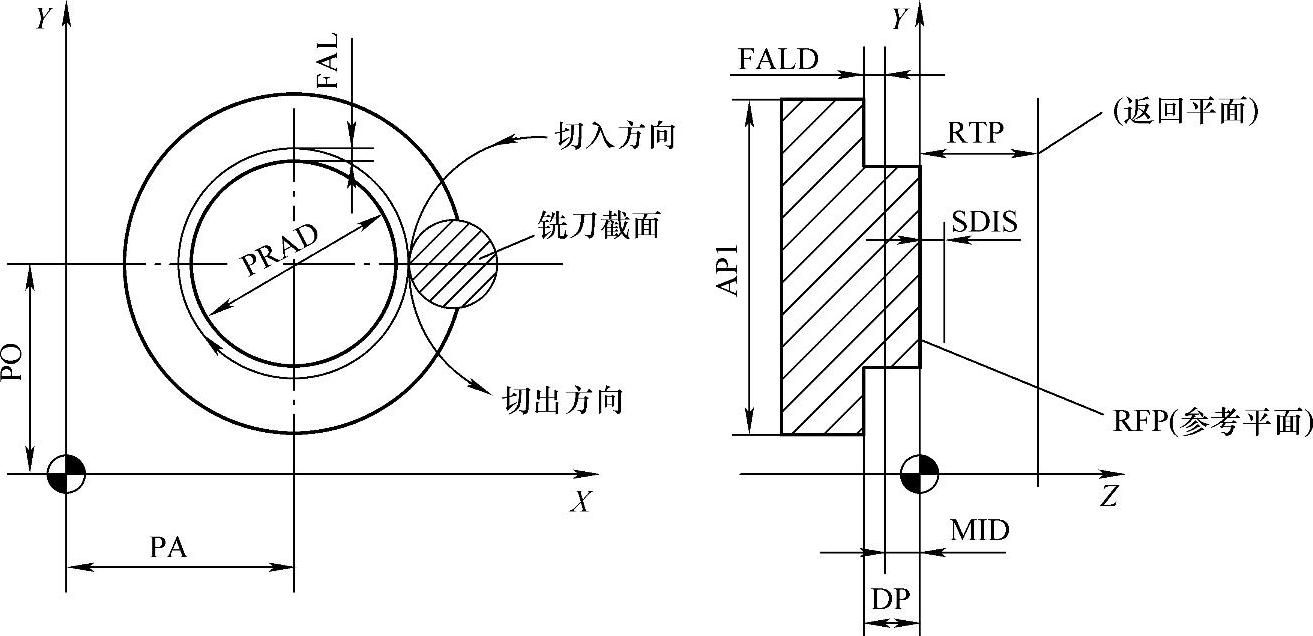
图2-87 圆形凸台铣削循环CYCLE77的参数示意图
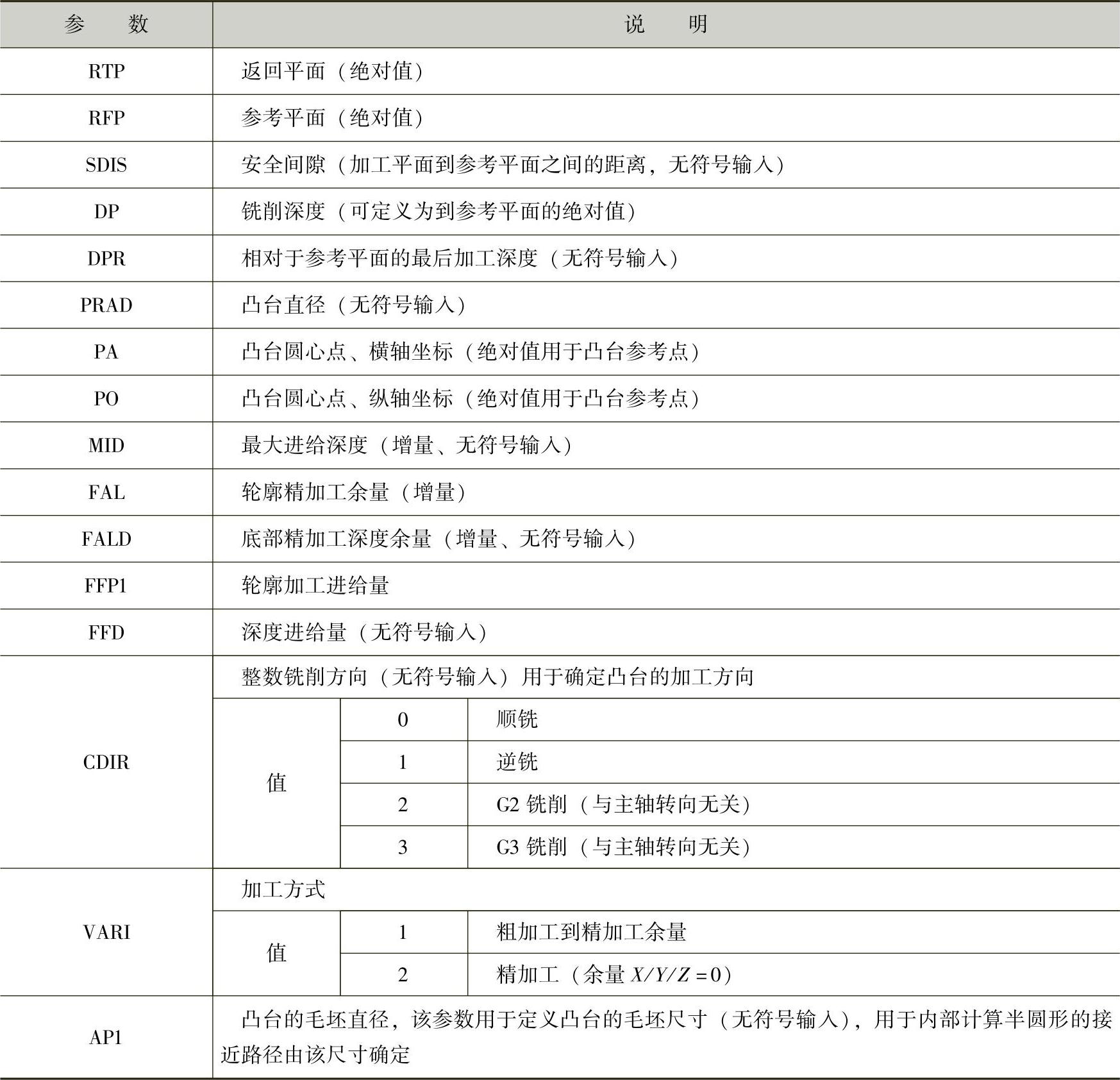
表2-26 圆形凸台铣削循环CYCLE77的参数及说明
任务实施
1.图样分析
该零件为圆形凸台结构,为达到零件图上表面所要求的表面粗糙度值Ra3.2μm及平行度公差0.05mm的要求,零件的凸台侧面及凸台底部应采用粗、精铣进行加工。
2.工艺分析
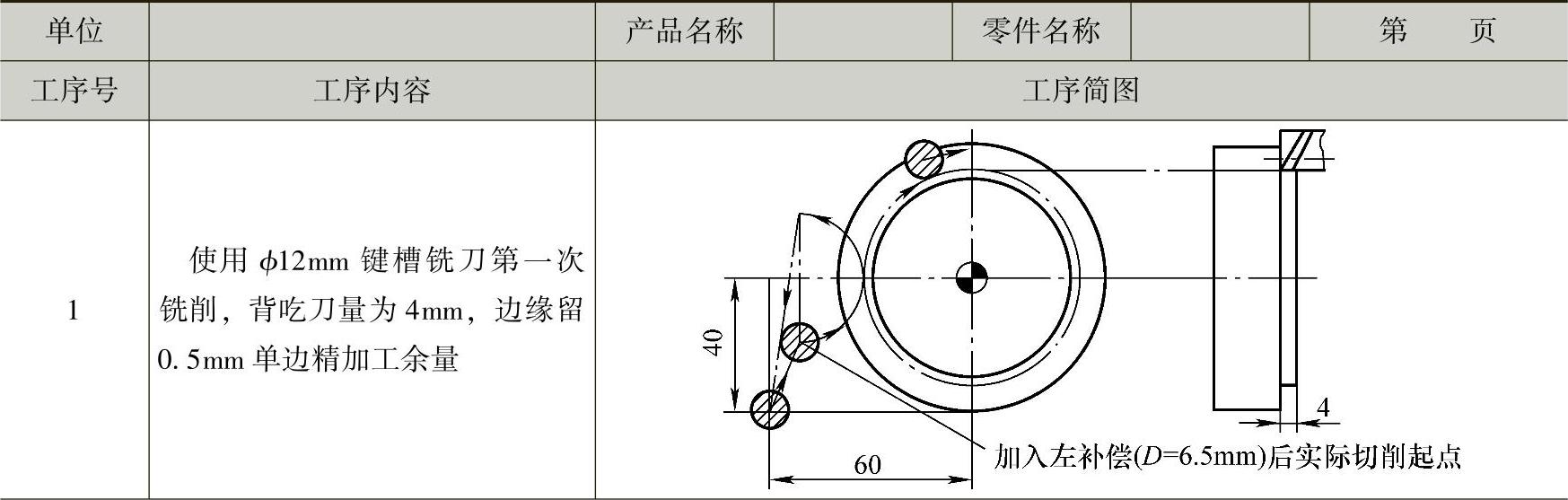
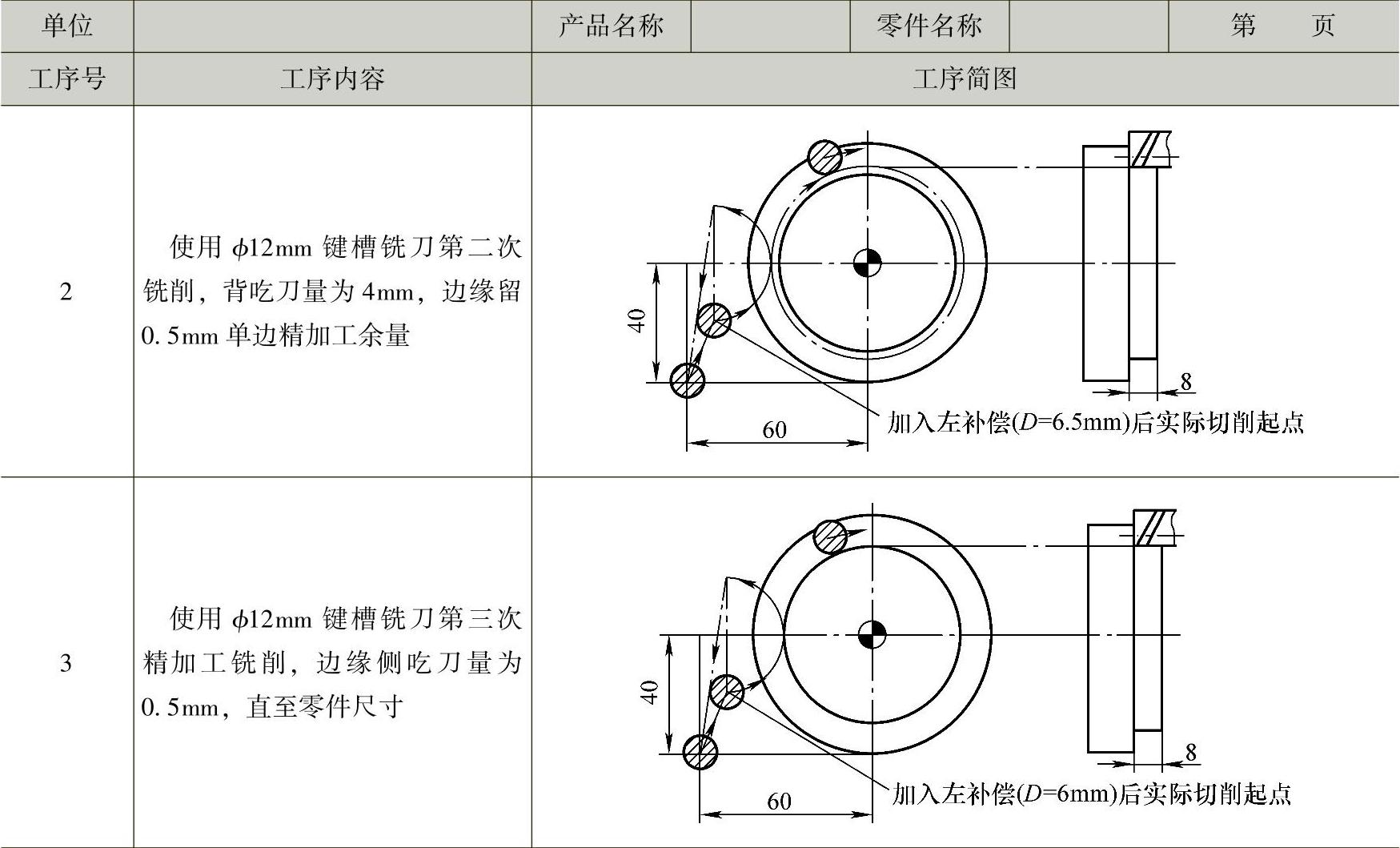
1)使用ϕ12mm硬质合金键槽铣刀粗、精铣圆凸台,由于深度加工余量较大,应进行两次深度铣削加工,最后用该铣刀进行圆凸台边缘精铣及清根。精铣预留加工余量要适当。
2)粗铣采用分两层切削进给的加工方式,每次侧圆面留0.5mm的精加工余量,粗、精铣从工件左侧外进给,以保证底面与一侧面顺铣的加工,退刀返回仍然为工件的左侧。
3)对于圆形零件的铣削加工,可应用自定心卡盘或V形块进行装夹,由于上表面已加工完成又有平行度要求,因此上表面应采用百分表找正后夹紧。
4)加工路线按先粗后精的原则,粗加工时,从侧圆面开始以圆弧或切线方式进给,精铣加工仍然从侧圆面圆弧切入进刀。
3.工艺准备
(1)设备华中HNC-22M系统或SIEMENS 802D系统数控铣床。
(2)量具0~120mm游标卡尺、深度游标卡尺、50~75mm外径千分尺、0~10mm百分表及磁性表座、50mmZ轴设定器、ϕ10mm寻边器。(https://www.xing528.com)
(3)其他垫铁若干,橡胶锤或纯铜棒。
4.刀具清单
刀具清单见表2-27。
表2-27 刀具清单

5.工艺流程
工艺流程见表2-28。
表2-28 工艺流程
(续)
6.工艺制订
数控加工工艺卡见表2-29。
表2-29 数控加工工艺卡
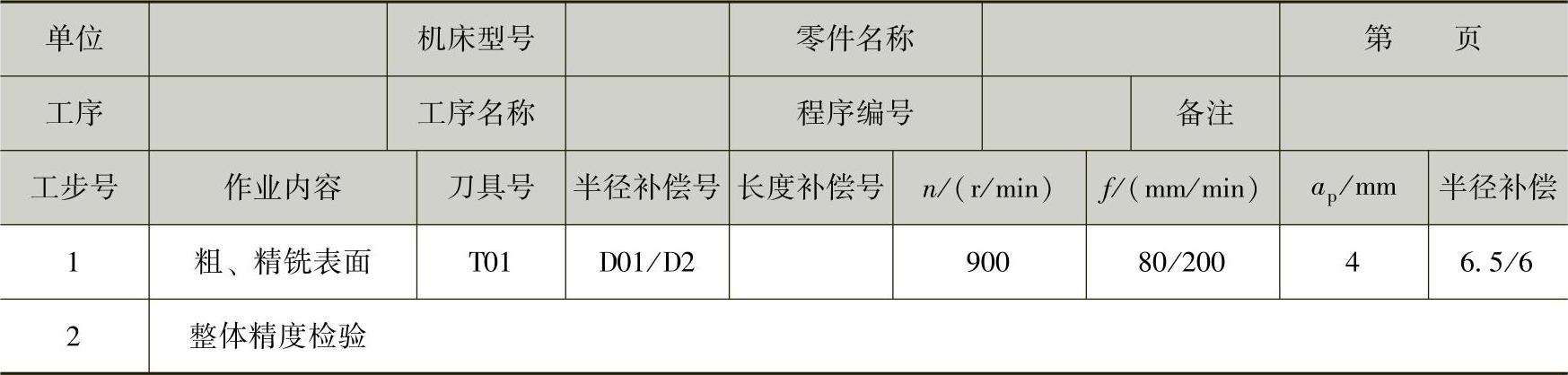
工件坐标系的原点设置在零件上表面中心,将X、Y、Z向的零偏值输入工件坐标系G54中,工件上表面为Z0。
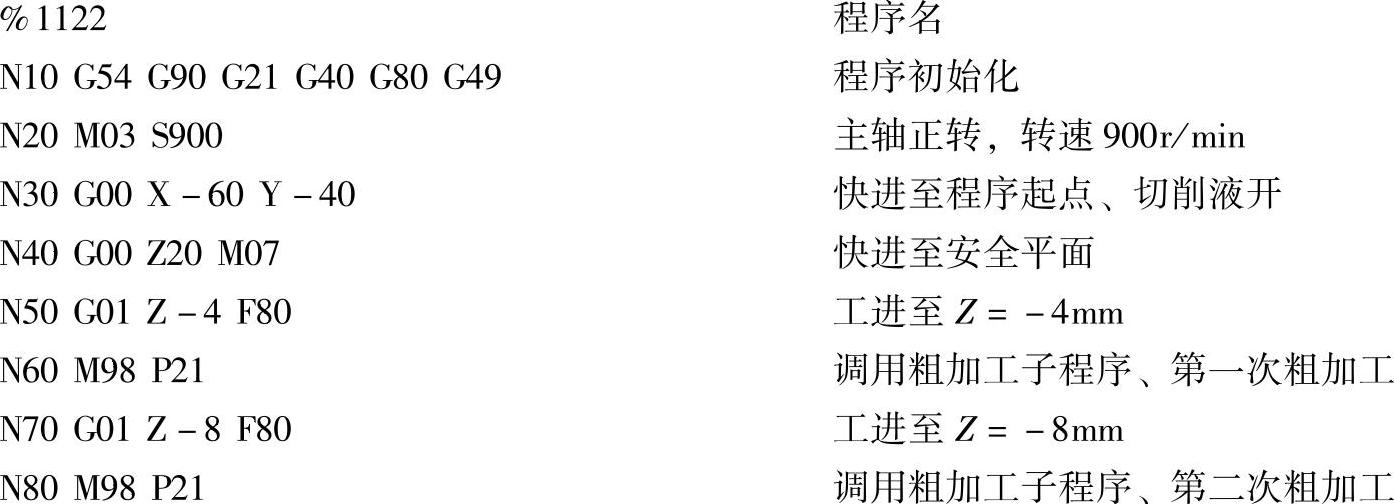
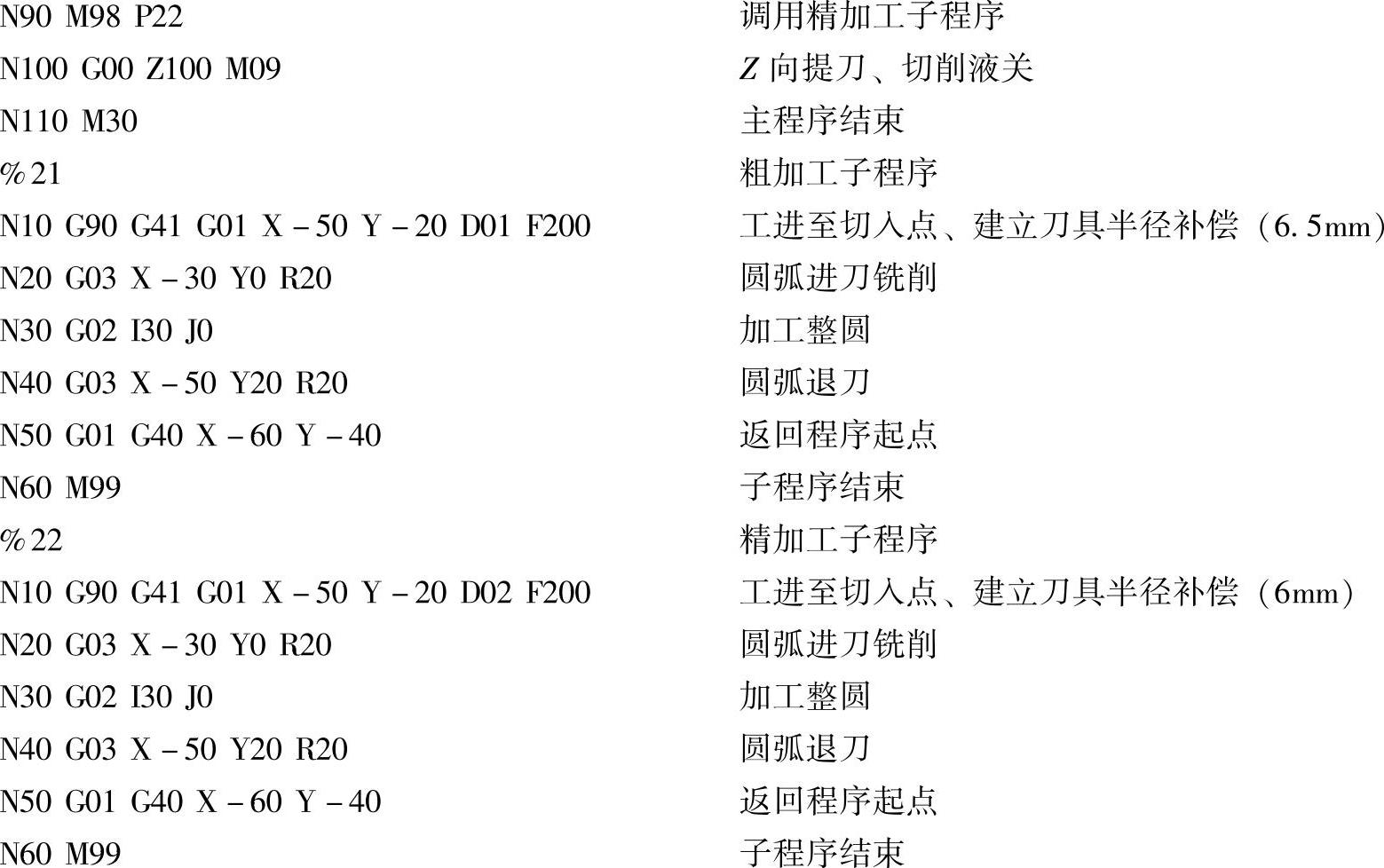
7.华中HNC-22M系统数控程序及说明
编程提示
从刀具寿命、加工精度、表面粗糙度来看,顺铣效果较好,因此对于外轮廓来说多使用G41左补偿,而对于内轮廓若采用顺铣加工则应与外轮廓相反,采用G42右补偿。
8.SIEMENS802D系统数控程序及说明
方法一:
方法二:
编程提示
在SIEMENS 802D系统中,T1刀具采用两个刀具半径补偿值,即D1用于粗加工补偿值为7.5mm;D2用于侧面精加工补偿值为6mm,通过改变刀具补偿值以保证不同铣削尺寸的公差要求。
零件加工及检测
1)打开总电源、机床电源,开启数控系统。
2)检查机床状态,手动低速运行主轴及X、Y、Z轴动作。
3)机床回参考点(先Z轴回零,后X、Y轴回零)。
4)检查夹具,使用百分表将钳口与X轴的平行度误差控制在0.02mm以内。
5)夹紧工件,工作面超出钳口12~15mm。
6)输入零件加工程序,检查程序并模拟校验进给路线。
7)使用寻边器对刀,并将X、Y零点值输入偏置寄存器,偏置寄存器中Z值设定为0,输入刀具半径补偿参数值。
8)安装ϕ12mm键槽铣刀,使用Z轴设定器对刀。
9)工件试切加工。
10)去毛刺,倒角。
11)检验零件尺寸,加工结束。
12)卸下刀具、工件,清理机床。
零件加工后将所测结果填写零件检测评分表,见表2-30。
表2-30 零件检测评分表

注意事项
1)在华中HNC-22M系统数控铣床上加工,均采用刀具半径补偿功能实现粗、精加工,输入半径补偿时应对应输入:D1=刀具半径+精加工余量;D2=刀具实际半径。
2)对刀数据一定要存入与程序对应的存储地址,这里补偿数据、数据符号及数据地址的正确性都直接影响零件的加工,如出现错误会导致撞刀或工件报废。
3)可利用刀具长度补偿进行机床模拟空运行,但长度补偿值要在50mm以上,以免与毛坯发生碰撞,正式加工时不要忘记取消长度补偿值。
3)该零件由于有平行度要求,因此应用自定心卡盘装夹,或用V形块装夹,并使底面贴紧平行垫铁且侧面贴紧固定钳口。
4)装夹后必须用百分表找正,把百分表固定在工作台面上。
5)使用刀具在对刀过程中,可通过改变微调进给量来提高对刀精度。
任务扩展
1.圆形双台阶面零件如图2-88所示,材料为45钢,毛坯尺寸为ϕ70mm×35mm,外圆表面已加工。要求:进行工艺分析,确定加工坐标原点,编写程序,加工零件,检查零件尺寸精度及几何公差。
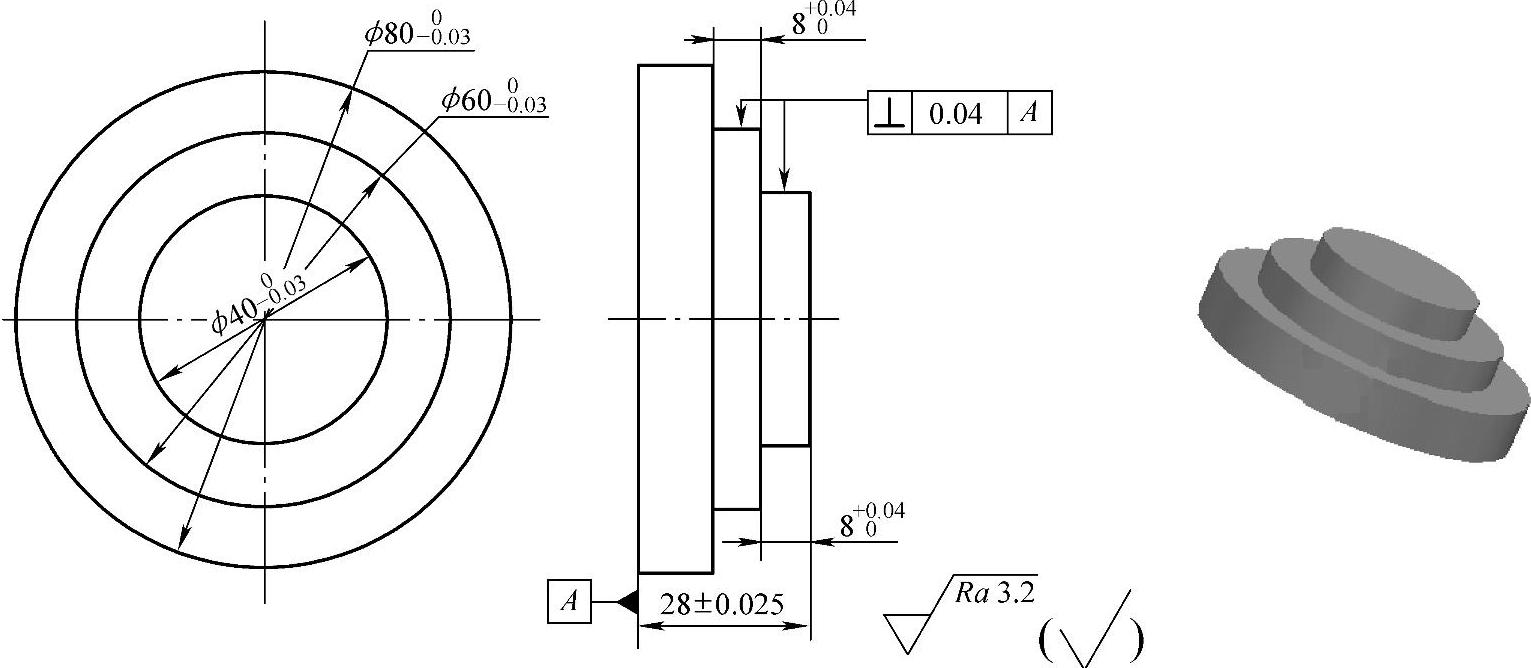
图2-88 圆形双台阶面零件
2.U形凸台零件如图2-89所示,材料为45钢,毛坯尺寸为63mm×63mm×18mm。要求:进行工艺分析,确定加工坐标原点,编写程序,加工零件,检查零件尺寸精度及几何公差。
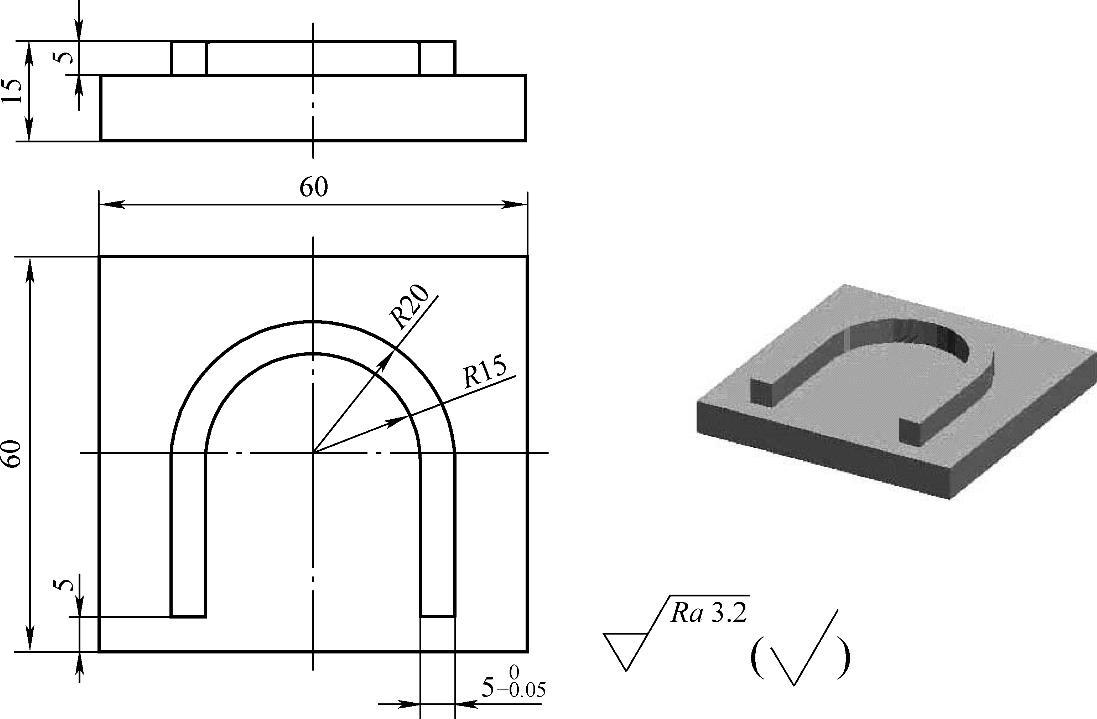
图2-89 U形凸台零件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。