



一、华中HNC-22M系统简介
华中HNC-22M系统全称为“华中数控世纪星HNC-22M系统”,它是武汉华中数控股份有限公司在华中Ⅰ型、华中2000系列数控系统的基础上,为满足市场用户对低价格、高性能、简单、可靠的要求而开发的数控系统。其系列产品包括HNC-21M与HNC-22M。该系统已在国内市场占有相当大的比例。华中数控系统目前已升级至华中8型,该产品为全数字总线高档数控四轴数控系统,如HNC-818A、HNC-818B、HNC-818C等系列产品,可使机床加工出更复杂、更完美的机械零部件,以满足企业加工高精尖产品的需求。
HNC-22M数控系统采用先进的开放式体系结构,内置嵌入式工业PC,配置彩色液晶显示屏和通用工程面板,集成进给轴接口、主轴接口、手持单元接口、内嵌式PLC接口于一体,支持硬盘、电子盘等程序存储方式及DNC、以太网及USB接口等程序交换功能,极大地方便用户的程序输入,支持在线帮助、蓝图编程、后台编辑,具备标准PC键盘接口。其特点是低价格、高性能、配置灵活、结构紧凑、易于使用、可靠性高。
二、华中系统数控铣编程基础
准备功能G又称G功能或G代码,由指令字G及后面数字组成,它用来规定刀具和工件的相对运动轨迹、机床坐标系、坐标平面、刀具补偿、坐标偏置等多种加工操作。
1.快速点定位功能指令G00
【格式】 G00 X__Y__Z__
【说明】 快速定位指令控制刀具以点位控制的方式快速移动到目标位置,快速定位移动速度由系统参数设定“X、Y、Z”的值为刀具目标点的坐标,可以使用绝对坐标,也可以使用增量坐标,当使用增量方式时“X、Y、Z”的值为目标点相对于起点的增量坐标值,不运动的方向坐标可以省略。注:不能通过F指定进给速度,不允许进行切削,其速度可以由数控机床内部参数进行设定,也可由面板上的快速修调旋钮修调。
快速移动的轨迹有两种形式:一种是直线形,刀具轨迹是连接起点和终点的直线;另一种是折线形,不管各坐标轴的移动距离是否相同,各轴的速度分量始终相同,直到最后在某一轴上单向移动到终点。

图1-95 坐标平面选择示意图
2.直线插补指令G01
【格式】 G01 X__Y__Z__F__
【说明】 直线插补指令表示按指定的进给速度F值进行的空间直线运动。可以使用绝对坐标或增量坐标,不运动的方向坐标可以省略不写。F值为刀具的进给速度。直线插补的刀具轨迹类同快速定位指令G00中的直线形轨迹,是连接起点和终点的一条直线。
3.坐标平面选择指令G17、G18、G19
【格式】 G17/G18/G19
【说明】 G17为选择XY平面为加工平面指令;G18为选择ZX平面为加工平面指令;G19为选择YZ平面为加工平面指令。如图1-95所示,该组指令选择XY平面为圆弧插补和刀具半径补偿的平面。G17、G19为同组模态功能,可相互注销,G17为默认值。
4.圆弧插补指令G02和G03
【格式】 G17 G02(G03)X__Y__I__J__(R__)F__
G18 G02(G03)X__Z__I__K__(R__)F__
G19 G02(G03)Y__Z__J__K__(R__)F__
【说明】 X__Y__Z__为圆弧终点坐标值,可以用绝对值,也可以用增量值,由G90或G91决定;I__J__K__为圆弧起点到圆心的矢量在X、Y、Z轴上的分量,既可用于圆弧编程又可用于整圆编程;也可以采用圆弧半径R编程,如图1-96所示。
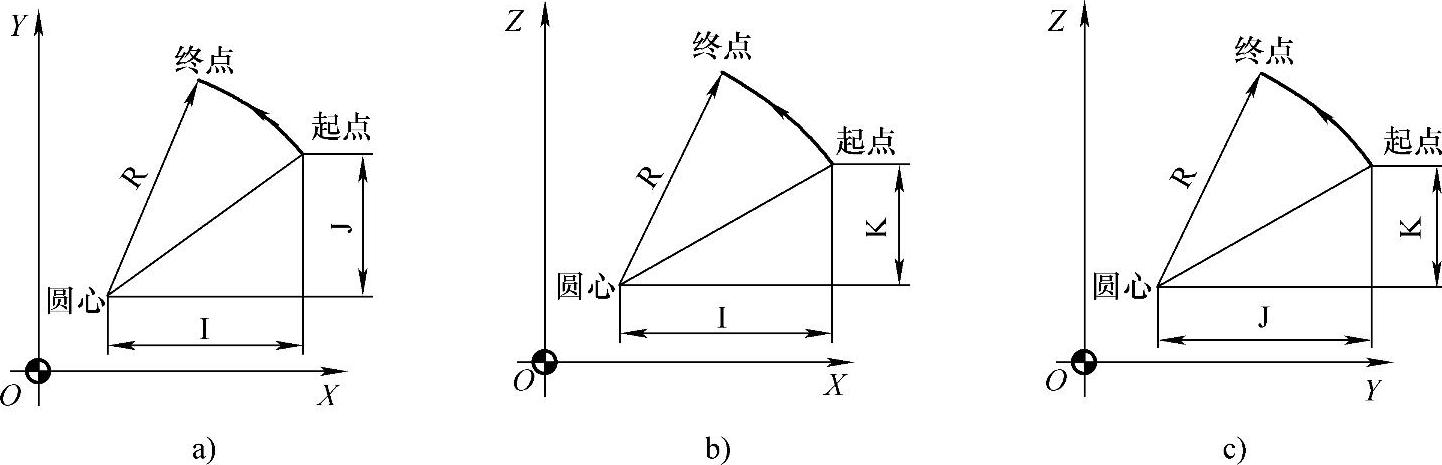
图1-96 圆弧插补指令中的I、J、K
注意:当采用指定半径“R”编程时,指定半径值有正负之分,当圆弧对应的圆心角为0°~180°时,R取正值;当圆弧对应的圆心角为180°~360°时,R取负值,另外,指定半径“R”只能用于圆弧编程,而不能用于整圆编程。
圆弧插补指令G02顺圆和G03逆圆的判定:在直角坐标系中,对于不同平面均从第三轴的正方向向负方向看圆弧所在平面,顺时针方向为G02,逆时针方向为G03,如图1-97所示。其中,G02为顺时针圆弧插补,G03为逆时针圆弧插补。
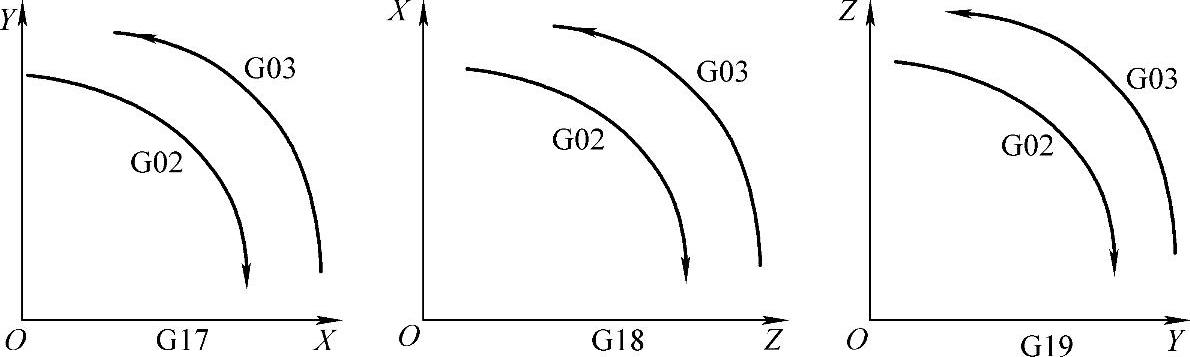
图1-97 不同平面G02和G03的选择
5.进给暂停指令G04
【格式】 G04 P__
【说明】 P——进给暂停时间,单位为ms(仅在加工程序段中有效)
该指令用于加工中刀具的进给暂停,由于数控机床在执行该指令时,除了进给暂停外其他动作不变,因此该指令经常用于对某一部位的重复加工,以利于获得较小的表面粗糙度值。
6.自动返回参考点指令G28
【格式一】 G28 Z__Z向回参考点。
【格式二】 G28 X__Y__Z__主轴回参考点。
【说明】
1)X、Y、Z坐标设定值为指定不超过参考点的某一中间点,该点可以为绝对值(G90),也可以为增量值(G91)。
2)G28指令首先使所有的编程轴快速定位到中间点,然后再从中间点返回参考点。一般G28指令用于刀具自动更换或者消除机械误差,在执行该指令之前应取消刀具半径补偿和刀具长度补偿。
3)在G28的程序段中不仅产生坐标轴移动,而且记忆中间点坐标值,以供G29使用。
4)电源接通后,在没有手动返回参考点的状态下,指定G28时,从中间点自动返回参考点,与手动返回参考点相同。这时从中间点到参考点的方向就是机床参数“回参考点方向”设定的方向。
7.自动从参考点返回指令G29
【格式】 G29 X__Y__Z__
【说明】
1)X、Y、Z:返回的定位终点,在G90时为定位终点在工件坐标系中的坐标;在G91时为定位终点相对于G28中间点的位移量。
2)G29指令可使刀具按快速移动速度从机床参考点经过G28指令设定的中间点,快速移动到G29指令设定的返回点,如图1-98所示。其中,G28轨迹为A→B→R,G29轨迹为R→B→C。

图1-98 G28、G29的关系
注:G28指令用于刀具更换。在刀具更换前,先使用G28指令使机床Z向回零(这样可以留出足够的换刀空间),然后采用M06自动换刀或采用M00暂停后,再手动换刀。若在使用G28指令中加有G91指令,则尽量要在M00指令后的第一句使用G90指令。
8.刀具半径补偿指令G41、G42及取消刀具半径补偿指令G40
(1)刀具半径补偿指令G41、G42
【格式】 G41(G42)G00(G01)X__Y__D__
(2)取消刀具半径补偿指令G40
【格式】 G40 G00(G01)X__Y__
【说明】 G41是刀具半径左补偿,G42是刀具半径右补偿,G40是取消刀具半径补偿,X、Y、Z为G00/G01指令中的参数,即刀具半径补偿建立的终点(注:投影到补偿平面上的刀具轨迹受到补偿),D为刀具半径补偿偏置号,其取值范围为D01~D99。G41、G42、G40均为模态指令,G40为机床默认指令。
(3)G41与G42的判断如图1-99所示,从Z轴的正方向向负方向看刀具半径补偿所在的平面XOY,沿刀具的前进方向看,G41使刀具中心偏向编程轨迹的左边,G42使刀具中心偏向编程轨迹的右边。

图1-99 G41、G42刀具半径补偿时刀具的移动轨迹
(4)使用刀具半径补偿时要注意的问题G41(或G42)必须与G40成对使用;刀具半径补偿的建立与取消只能在G00或G01移动指令模式下才有效。为保证刀补建立与刀补取消时刀具与工件的安全,通常采用G01运动方式来建立或取消刀补。如果采用G00运动方式来建立或取消刀补,则要采取先建立刀补再下刀和先退刀再取消刀补的加工方法。
为了便于计算坐标值,可采用切向切入方式或法向切入方式来建立或取消刀补。刀具半径补偿建立与取消程序段的起始位置最好与补偿方向在同一侧;另外,为防止在刀具补偿的建立过程中产生过切现象,如图1-100所示,应注意该图采用G42右补偿时,刀具切入工件的实际位置“M”点应在其竖边向下的延长线上。
注:G41(或G42)与G40之间的程序段不得出现任何转移加工。
(5)G41、G42与顺铣和逆铣的关系如图1-101a所示,用G41铣削时,铣刀切出工件时的切削速度方向与工件的进给方向相同,因此当铣刀正转时,相当于顺铣;如图1-101b所示,用G42铣削时,铣刀切出工件时的切削速度方向与工件的进给方向相反,因此当铣刀正转时,相当于逆铣。
另外,从刀具寿命、加工精度、表面粗糙度而言,顺铣效果较好,因而G41使用较多。
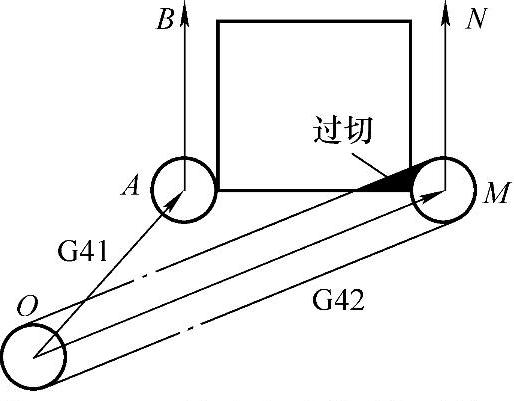
图1-100 刀补建立时的过切现象
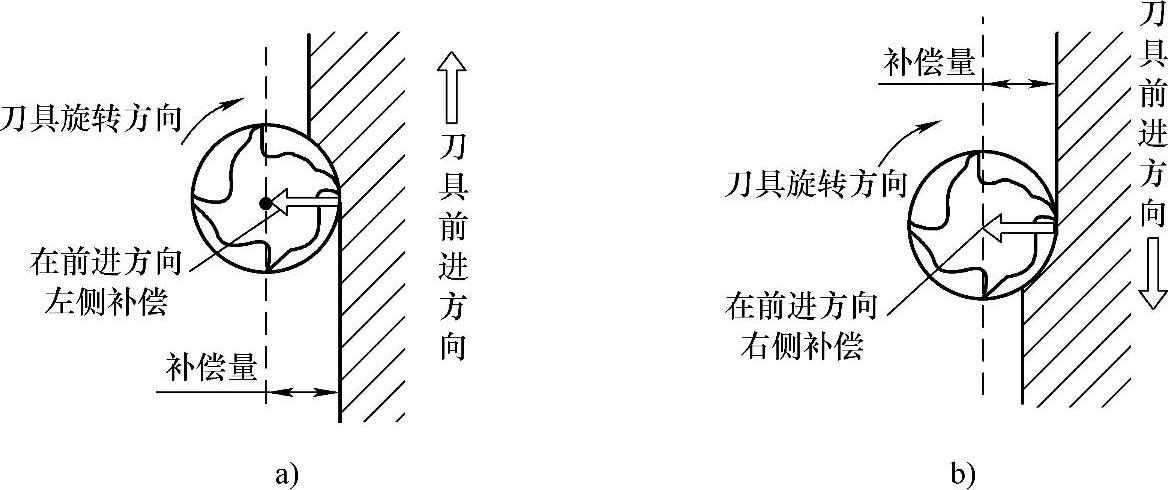
图1-101 G41、G42与顺铣和逆铣的关系
a)G41相当于顺铣 b)G42相当于逆铣
9.刀具长度补偿指令G43、G44及取消长度补偿指令G49
(1)刀具长度补偿指令G43、G44
【格式一】 G43(G44)G01 Z__H__F__
【格式二】 G43(G44)G00 Z__H__
(2)取消长度补偿指令G49(https://www.xing528.com)
【格式一】 G49 G01 Z__F__
【格式二】 G49 G00 Z__
【说明】 G43为刀具长度正补偿;G44为刀具长度负补偿;Z为目标点坐标值;H为刀具长度补偿值的存储器地址,一般用两位数字表示地址号,如H01、H02,在地址符H所对应的存储器中存入刀具长度补偿值;G49为取消刀具长度补偿,也可以采用H00。
刀具长度补偿指令一般用于刀具轴向(Z方向)的补偿,它使刀具在Z方向上的实际位移量比程序给定值增加或减少一个偏移量。
指令执行过程:执行刀具长度补偿指令时,系统首先根据G43和G44指令,将指令要求的Z向移动量与存储器中的刀具长度补偿作相应的“+”(G43)或“-”(G44)运算,计算出刀具的实际移动值,然后命令刀具作相应的动作。
例:刀具长度偏置存储器H01中存放补偿值是10,执行程序段“G90 G43 G01Z-15H01 F80”时,刀具实际移动到何位置?若将程序段中的G43换为G44,刀具的实际位置又会如何?
当执行“G90 G43 G01 Z-15 H01 F80”时,刀具实际移动量Z=(-15+10)mm=-5mm,刀具向下移5mm,如图1-102a所示。
当执行“G90 G44 G01 Z-15 H01 F80”时,刀具实际移动量Z=(-15-10)mm=-25mm,刀具向下移25mm,如图1-102b所示。
由此可以看出,在程序命令方式下,可以通过修改刀具长度偏置寄存器中的值达到控制背吃刀量的目的,而不须修改零件加工程序。

图1-102 刀具长度补偿
a)执行G43指令 b)执行G44指令
(3)刀具长度补偿的应用 在用多把刀具加工同一个零件的过程中,为了实现采用不同长度的刀具在同一工件坐标系中加工的目的,通常在编程中采用刀具长度补偿指令。
在实际应用中,一般把预定工件坐标系的工件Z向零点偏置值设为零。在加工中根据使用刀具的不同来调用刀具的长度补偿值。如第一把刀使用H01,第二把刀则为H02,以此类推。若把预定工件坐标系的工件Z向零点偏置值设为零时,一般只使用G43,而不使用G44。因为工件Z向零点偏置值为零的位置,就相当于机床位于机床坐标系Z向零点时,刀具的长度正好与工件Z向对刀位置平齐。
刀具长度补偿的建立必须是在刀具直线运行过程中建立的,这与刀具半径补偿相同。
如设置H01的偏置值为10,设置H02的偏置值为25,则
G90 G43 G00 Z100 H01(Z将达到110)
G90 G43 G00 Z100 H02(Z将达到125)
10.有关坐标系及坐标的指令G92、G54~G59、G90、G91
(1)绝对值编程G90与相对值编程G91
【格式】 G90/G91
【说明】 绝对值编程指令G90指每个编程坐标轴上的编程值是相对于程序原点的,相对值编程指令G91指每个编程坐标轴上的编程值是相对于前一位置而言的。
(2)工件坐标系设定G92
【格式】 G92 X__Y__Z__
【说明】 X、Y、Z是设定的工件坐标系原点到刀具起点的有向距离。该指令通过设定刀具起点与坐标系原点的相对位置建立工件坐标系。工件坐标系一旦建立,绝对值编程时指令值就是在此坐标系中的坐标值。执行此程序只建立工件坐标系,刀具并不产生运动。G92指令为非模态指令,一般放在一个程序的第一段。
(3)工件坐标系选择G54~G59
【格式】 G54/G55/G56/G57/G58/G59
【说明】 G54~G59是系统预定的6个工件坐标系,可以根据需要任意选用。这6个预定工件坐标系的原点在机床坐标系中的值(工件零点偏置值)可用MDI方式输入,系统自动记忆。工件坐标系一旦选定,后续程序段中绝对值编程时的指令值均为相对此工件坐标系原点的值。G54~G59为模态功能,可相互注销,G54为默认值。
注:实际生产中一般使用G54~G59来确定工件坐标系,而较少使用G92。
准备功能G代码表见附表Ⅰ。
11.辅助功能M指令
辅助功能由地址字M和其后的一位或两位数字组成,主要用于控制零件程序的走向以及机床各种辅助功能的开关动作。
(1)程序暂停
【格式】 M00
【说明】 当程序执行到M00指令时,机床主轴、进给及切削液停止,欲继续加工执行后续程序,重新按“循环启动”键。
(2)主轴正、反转及停转指令
【格式】 M03 S__
M04 S__
M05
【说明】 M03为主轴正转指令,用于主轴顺时针方向转动;M04为主轴反转指令,用于主轴逆时针方向转动,S后为主轴转速(单位为r/min),M05是主轴停止转动指令。
(3)程序结束指令
【格式】 M02/M30
【说明】 M02编在主程序的最后,使用M02的程序结束后,若要重新执行该程序,即重新调用该程序。而M30和M02功能基本相同,只是M30指令还兼有控制返回到零件程序起点的作用,若要重新执行该程序,只需再次按操作面板的“循环启动”键。
(4)切削液开/关指令
【格式】 M07/M08/M09
【说明】 M07为1号切削液开启指令,M08为2号切削液开启指令。M09为切削液关指令,数控机床执行该指令后关闭所有管路切削液。
(5)程序选停指令M01
【格式】 M01
【说明】 M01指令的作用与M00指令相似,M01指令必须在操作面板上的“选停”按钮按下时才有效,否则无效。
(6)调用子程序指令M98/M99
【格式】 M98 P××××L××(华中系统)
……
M99
【说明】 M98规定为调用子程序指令,调用子程序结束后返回其主程序时用M99指令。
辅助功能M代码表见附表Ⅲ。
12.自动换刀程序T指令
自动换刀包括刀具的选择和刀具的交换两个基本动作。
(1)刀具的选择T××如T02、T14等,其作用是将刀库上某个刀位上的刀具转到换刀的位置,为下次换刀做准备,换刀点通常位于靠近Z向机床参考点的位置。
(2)刀具的交换M06该指令中不仅包括了刀具交换的过程,也包括了刀具换刀前的所有准备动作,即返回换刀点、切削液关、主轴准停等。
【格式一】 G49 G28 Z0 T××
M06
【说明】 该种交换是在使用当前刀具进行生产加工的同时,先将后序需要使用的刀具先选出来;若当前使用的刀具加工结束并回到换刀点后,立刻交换下一道工序所使用的刀具。特点是使选刀时间同生产时间重合,缩短了换刀所需的辅助时间。
【格式二】 G49 G28 Z0 M06 T××
【说明】 在执行该指令时,前一把刀具已经回到换刀点后再进行选刀,选好刀具后再进行换刀,选刀的同时,机床不进行任何动作,增加了换刀所需的辅助时间。
13.进给功能F指令与主轴转速功能S指令
1.进给功能F指令分类
(1)每分钟进给 用F指令表示刀具每分钟的进给量,常用G94表示,如F200表示刀具相对于工件每分钟移动距离为200mm。
(2)每转进给 用F指令表示刀具每转进给的进给量,常用G95表示,如F0.2表示主轴每转一周刀具沿切线方向移动0.2mm。
2.主轴转速功能S
主轴转速功能用来指定主轴的转速,单位为r/mm,地址符使用S表示,如S1200表示主轴转速为1200r/mm。通常机床面板上设有转速倍率开关,用于不停机手动调节主轴转速。
其他固定循环功能G功能指令将在下一单元中介绍。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。