



数控铣床(加工中心)零件常见装夹方法包括使用机用平口钳、压板、弯板、V形块、T形螺栓、托盘、组合夹具、专用夹具装夹工件。
一、平口钳
平口钳包括手动平口钳、机用平口钳及正弦平口钳三种形式。
(1)手动平口钳 如图1-64所示,使用时找正钳口用固定扳手将工件夹紧。
(2)机用平口钳 如图1-65所示,使用时找正钳口再将工件装夹在钳口上,这种方式装夹方便,应用广泛,常用于装夹形状规格小的工件。
(3)正弦平口钳 如图1-66所示,使用时通过钳身上的孔及滑槽来改变角度,可用于斜面零件的装夹。
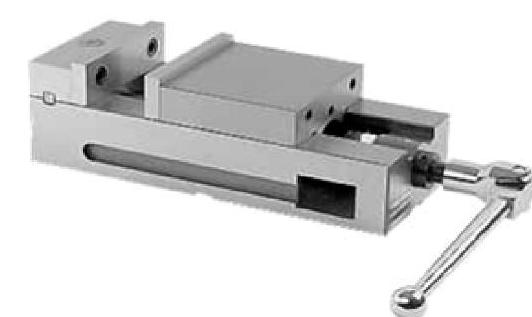
图1-64 手动平口钳
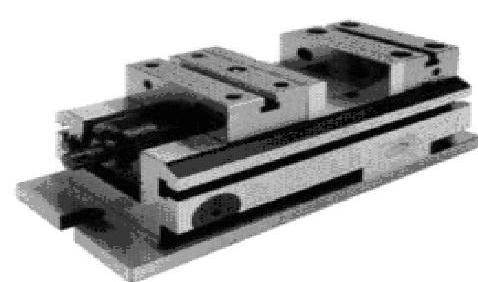
图1-65 机用平口钳

图1-66 正弦平口钳
二、平口钳的找正
平口钳应安装在机床工作台中间的T形槽内,钳口位置居中,如图1-67所示。装夹工件前,必须要找正钳口。首先松开平口钳体与底座转盘的紧固螺母,水平回转90°稍略紧固后,用百分表找正钳口,与工作台横向(或纵向)进给方向平行,如图1-68所示。
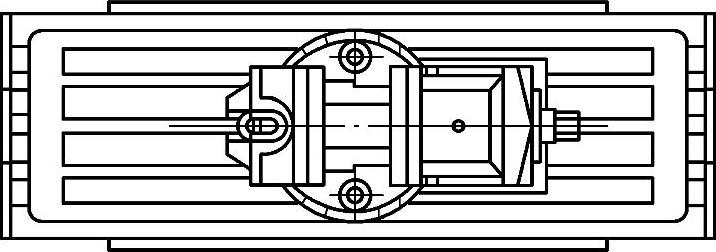
图1-67 平口钳安放位置
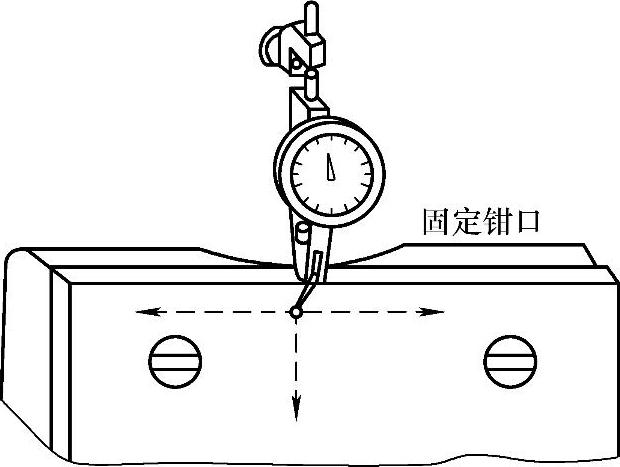
图1-68 百分表找正平口钳
找正时,将百分表磁座吸在主轴底端,注意防止百分表座与连接杆的松动。进行找正操作时,先将百分表触头与固定钳口长度方向的中部接触,然后移动横向工作台,根据显示值微调回转角度,直至钳口与横向(或纵向)平行。同时,Z向移动,可以找正固定钳口与工作台面的垂直度误差。装夹工件时,应装夹毛坯的两侧面,在工件下表面与平口钳之间放入精度较高的平行垫铁,垫铁的厚度与宽度要适当,应保证工件在本次定位装夹中所有需要完成的待加工面充分暴露在外,以方便加工,最后用塑胶榔头敲击工件,使垫铁不能移动后夹紧工件。
三、压板
如果工件比较大,常采用压板装夹工件,如图1-69a所示。数控铣床(加工中心)工作台面上有数条T形槽,即利用T形槽螺栓和压板将工件固定在机床工作台上即可。装夹工件时,需根据工件装夹精度要求,用百分表等找正工件。
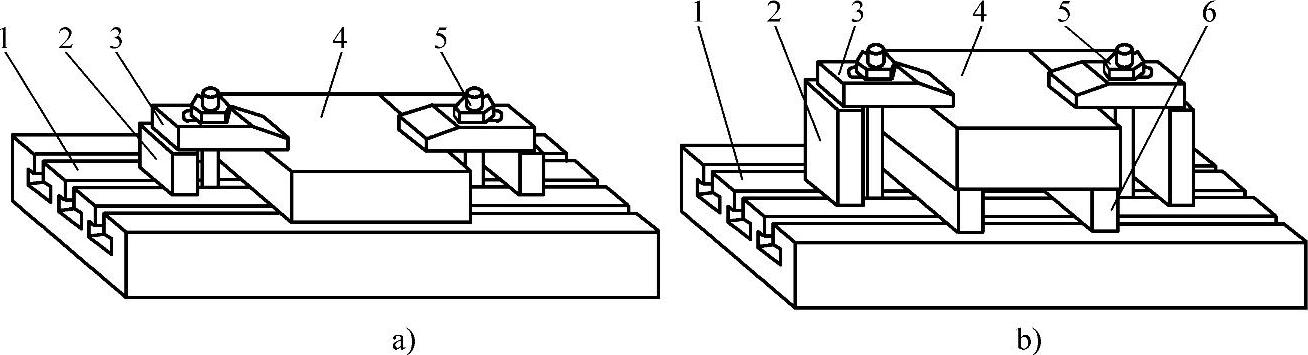
图1-69 压板装夹工件
1—工作台 2—支承块 3—压板 4—工件 5—双头螺柱 6—等高垫块
对于体积较大的工件大都用组合压板来装夹,根据图样的加工要求,可将工件直接压在工作台面上。也可在工件下面垫上厚度适当且要求较高的等高垫块后再将其压紧(图1-69b),这种装夹方法可进行贯通的挖槽或钻孔加工。
四、采用平口钳垫V形块定位装夹
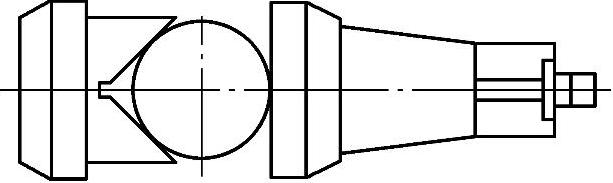
在铣削加工时,常使用平口钳配合V形块夹来紧工件,它具有结构简单,夹紧牢靠等特点。当采用V形块定位装夹时可分双V形块定位装夹(图1-70)和单V形块装夹(图1-71)。
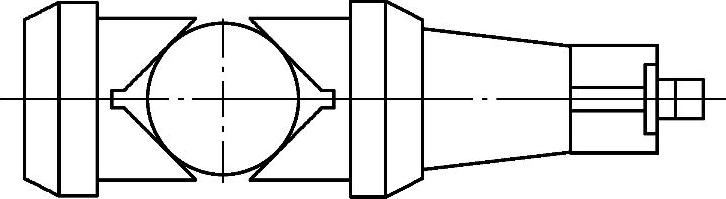
图1-70 双V形块定位装夹
 (https://www.xing528.com)
(https://www.xing528.com)
图1-71 单V形块定位装夹
安装V形块时必须先将平口钳两夹紧面擦干净,利用百分表找正钳口夹紧面与工作台垂直,同时找正钳口夹紧面与横向或纵向工作台方向平行,以保证铣削的加工精度。
五、铣床用卡盘
对圆盘料在数控铣床上的装夹一般多用自定心卡盘或单动卡盘,如图1-72所示。
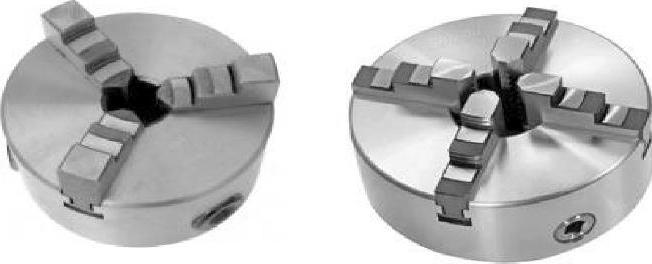
图1-72 自定心卡盘与单动卡盘
六、组合夹具
组合夹具是一种标准化、系列化、通用化程度很高的工艺装备,其应用广泛。组合夹具是按照一定的工艺要求,由一套预先制造好的通用标准元件和部件组合而成的夹具。其特点是可拆卸、可组装,是一种较为经济的夹具。
1.组合夹具的分类
组合夹具分槽系组合夹具和孔系组合夹具两类。
(1)槽系组合夹具 槽系组合夹具靠基础板上标准间距、相互平行及相互垂直的T形槽或键槽,通过键在槽中的定位,就能准确定位各元件在夹具中的位置,再通过螺栓的连接而组合在一起,分大、中、小三种规格,如图1-73所示。
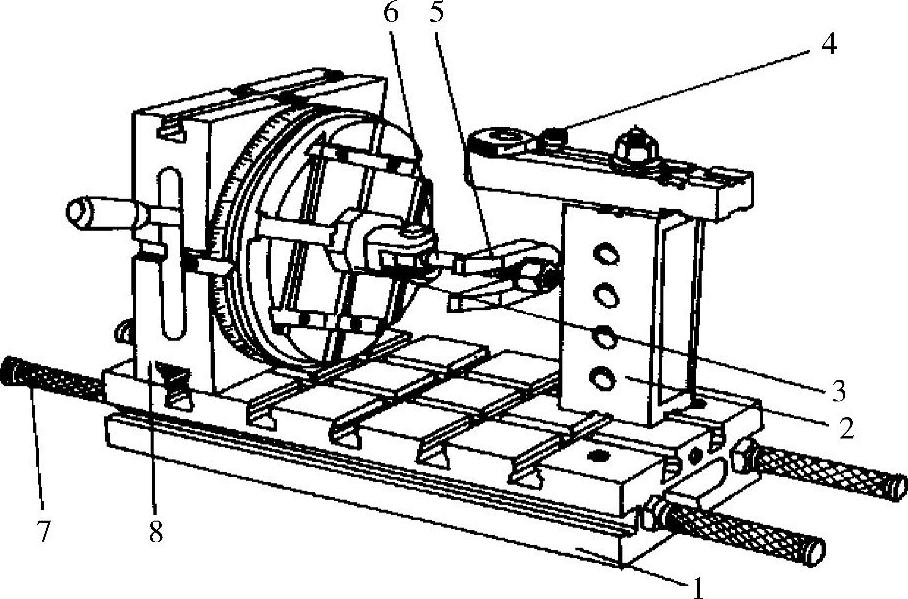
图1-73 槽系组合夹具
1—长方形基础板 2—正方形支承件 3—菱形定位盘 4—钻套 5—叉形压板 6—螺栓 7—手柄杆 8—分度合件
(2)孔系组合夹具 孔系组合夹具是指夹具元件之间的相互位置由孔和定位销来确定,元件之间由螺栓连接,在使用时能够快速地组装成机床夹具,如图1-74所示。其特点是结构简单、刚性好、组装方便、定位精度高。图1-75所示为法兰盘在孔系组合夹具上的装夹。
2.组合夹具的组成结构
以铣连杆槽组合夹具的组成结构为例,如图1-76所示。工件在夹具中的位置是靠夹具体1的上平面、圆柱销11和菱形销10来保证的。夹紧时,转动螺母7压下压板2,压板2的一端压着夹具体,另一端压紧工件,保证工件的正确位置不变。由此可以看出,数控机床夹具主要由以下几部分组成。
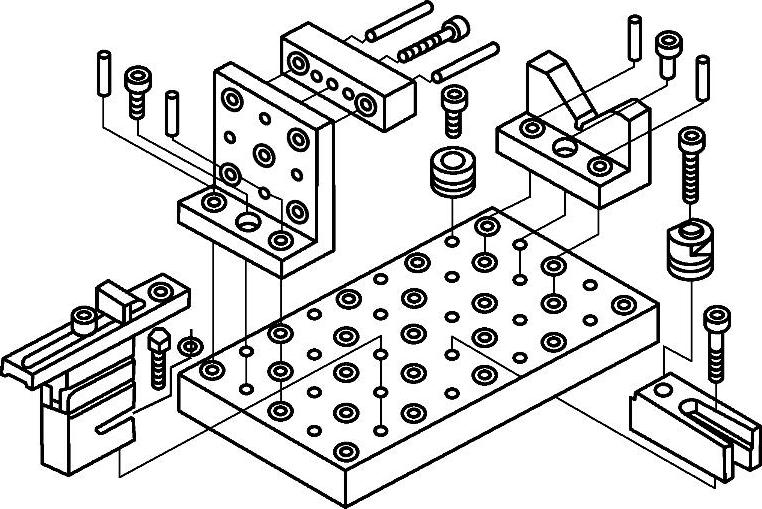
图1-74 孔系组合夹具
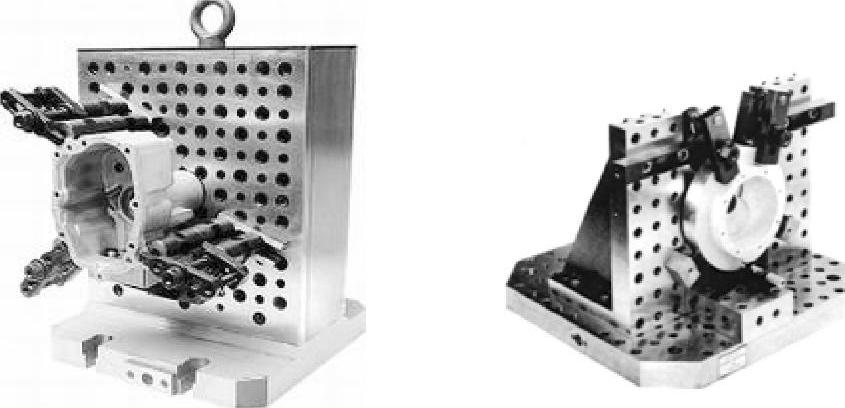
图1-75 法兰盘在孔系组合夹具上的装夹
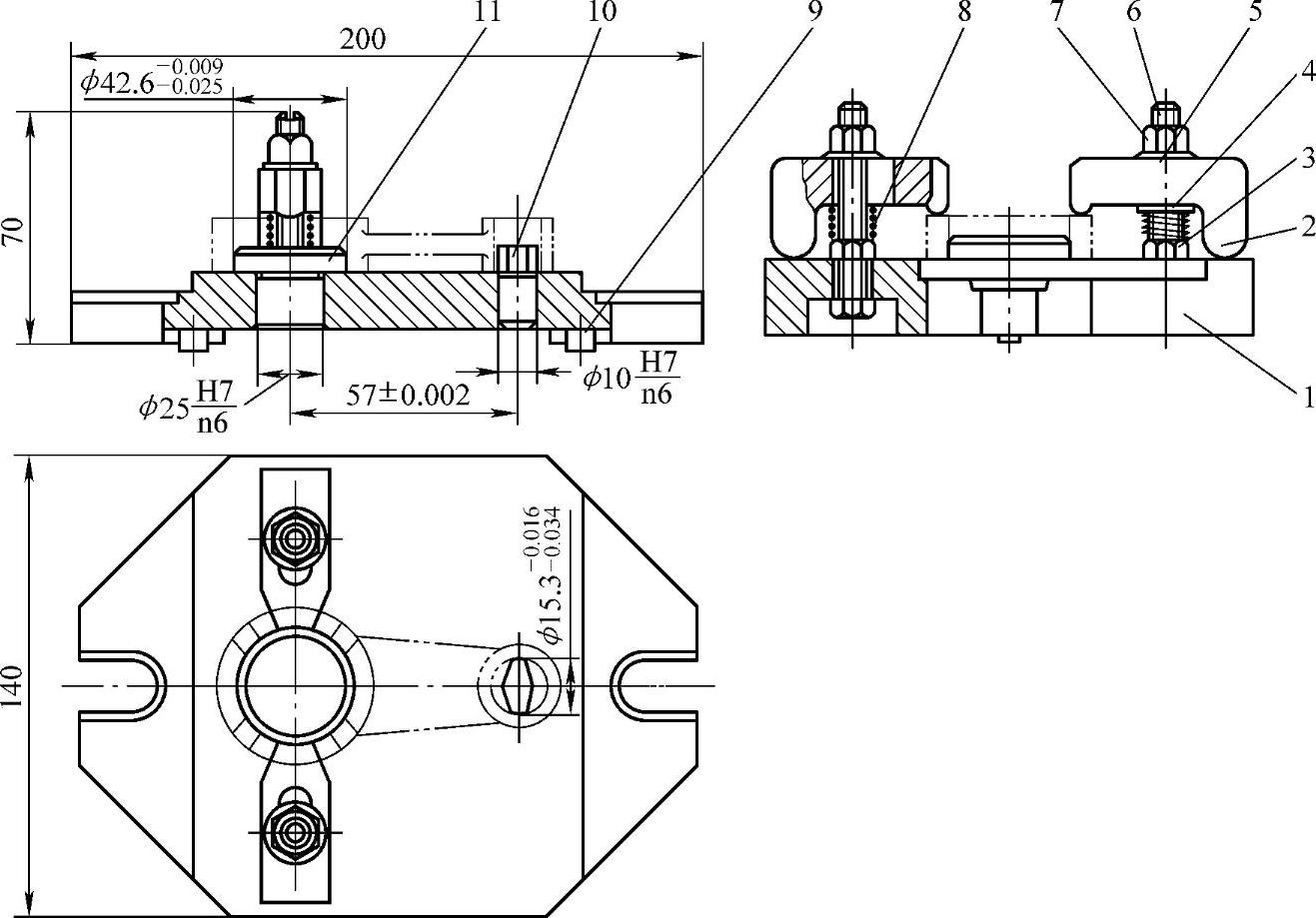
图1-76 铣连杆槽组合夹具的组成结构
1—夹具体 2—压板 3、7—螺母 4、 5—垫片 6—螺栓 8—弹簧 9—定位键 10—菱形销 11—圆柱销
(1)定位装置 由定位元件及其组合而构成。它用于确定工件在夹具中的正确位置。如图1-76中的圆柱销11、菱形销10等都是定位元件。
(2)夹紧装置 用于保证工件在夹具中的夹紧,使其在外力作用下不会产生移动。它包括夹紧元件、传动元件以及动力元件等。如图1-76中的压板2、螺母3和7、垫片4和5、螺栓6及弹簧8等元件组成的装置都是夹紧装置。
(3)夹具体 用于连接夹具上每个元件及装置,使其成为一个整体的基础件,以保证夹具的精度和刚度。如图1-76中的夹具体1。夹具体常为铸件、锻件及焊接件结构。
(4)其他元件及装置 是指夹具中因特殊需要而设置的装置或元件。为方便、准确地定位,常设置预定位装置、分度装置等;对于大型夹具,常设置吊装元件、平衡块、起动或液压操纵机构等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。