



数控铣削刀具必须适应数控机床高速、高效和自动化程度高的特点,这就要求其刀具本身应具有高效率、高精度、高可靠性和专业化的特点,广泛应用于高速切削、精密和超精密加工、干切削、硬切削和难加工材料的加工等先进制造技术领域。
数控铣削刀具由刀柄和刃具两个部分组成。刀柄要求规定铣床配备相应的刀柄及拉钉的标准、尺寸和规格,否则无法安装;刀具包括钻头、铣刀、铰刀、丝锥、镗刀等。
一、刀柄
数控铣床所使用的刃具是通过刀柄与主轴相连的,刀柄通过拉钉(图1-44)固定在主轴上,拉钉通过螺纹与刀柄相连。机床通过拉紧拉钉将刀柄与刃具固定在主轴上。根据各个机床生产厂的出厂标准不同,机床刀柄拉紧机构也不统一。
在装配数控铣刀时,通过卡簧(图1-45)来实现刀柄与刃具之间的连接,不同直径的刃具配有相同直径的卡簧,从而可以实现一种规格的刀柄装配出多种尺寸的刃具。

图1-44 拉钉

图1-45 卡簧
常用刀柄与主轴的配合锥面一般采用7∶24的锥柄,因为这种锥柄具有不自锁,可以实现快速装卸刀具,刀柄的锥体在拉杆轴向拉力的作用下紧密与主轴的内锥面接触,由刀柄夹持传递转速、转矩等优点,因此刀柄的强度、刚性、耐磨性、制造精度以及夹紧力等对加工有直接影响。常用刀柄的分类如下:
1.按刀具的夹紧方式分
按刀具夹紧方式可分为弹簧夹头铣刀柄(图1-46),和强力铣刀刀柄(图1-47)。
2.按所夹持的刀具分
1)圆柱铣刀刀柄如图1-48所示,用于夹持圆柱铣刀。
2)面铣刀刀柄如图1-49所示,用于与面铣刀盘配套使用。
3)丝锥刀柄如图1-50所示,用于工件上的攻螺纹,它由夹头柄部和丝锥夹套两部分组成,攻螺纹时能自动补偿螺距,攻螺纹夹套有转矩过载保护装置,以防止攻螺纹时丝锥折断。
4)直柄钻头刀柄如图1-51所示,用于装夹直径在13mm以下的中心钻、直柄麻花钻等。
5)锥柄钻头刀柄如图1-52所示,用于夹持莫氏锥度刀杆的钻头、铰刀等,带有扁尾槽及装卸槽。
6)镗刀刀柄如图1-53所示,用于各种尺寸孔的镗削加工,有单刃、双刃以及重切削等类型。在孔加工刀具中占有较大比例,是孔精加工的主要手段,其性能要求也很高。
TSG工具系统常用刀柄的形式和尺寸代号见表1-3。

图1-46 弹簧夹头刀柄及卡簧

图1-47 强力铣刀刀柄及卡簧

图1-48 圆柱铣刀刀柄

图1-49 面铣刀刀柄

图1-50 丝锥刀柄

图1-51 钻夹头刀柄

图1-52 锥柄钻头刀柄

图1-53 镗刀刀柄
表1-3 TSG工具系统常用刀柄的形式和尺寸代号

二、刀具
在数控铣床(加工中心)上使用的刀具主要是铣刀。铣刀是刀齿分布在旋转表面或端面上的多刃刀具,其几何形状较复杂,种类较多。与普通铣床的刀具相比较,数控铣削(加工中心)刀具具有制造精度更高,要求高速、高效率加工,刀具使用寿命更长。刀具的材质选用高强高速钢、硬质合金、立方氮化硼、人造金刚石等,高速钢、硬质合金采用TiC和TiN涂层及TiC-TiN复合涂层来提高刀具使用寿命。在结构型式上,采用整体硬质合金铣刀、整体成形铣刀及可转位机夹铣刀。
1.整体硬质合金铣刀
整体硬质合金铣刀是数控铣床上应用较多的一种铣刀,主要分平底立铣刀、键槽立铣刀和球头立铣刀。(https://www.xing528.com)
(1)平底立铣刀 平底立铣刀是数控铣削加工中应用最广的铣刀,主要用在立式铣床上加工凹槽、台阶面及成形面等。其特征为主切削刃分布在铣刀的圆柱面上,副切削刃分布在铣刀的顶端面上,且顶端面中心有顶尖孔,因此铣削时一般不能沿铣刀轴向作进给运动,只能沿铣刀径向作进给运动。常见的平底立铣刀如图1-54所示。
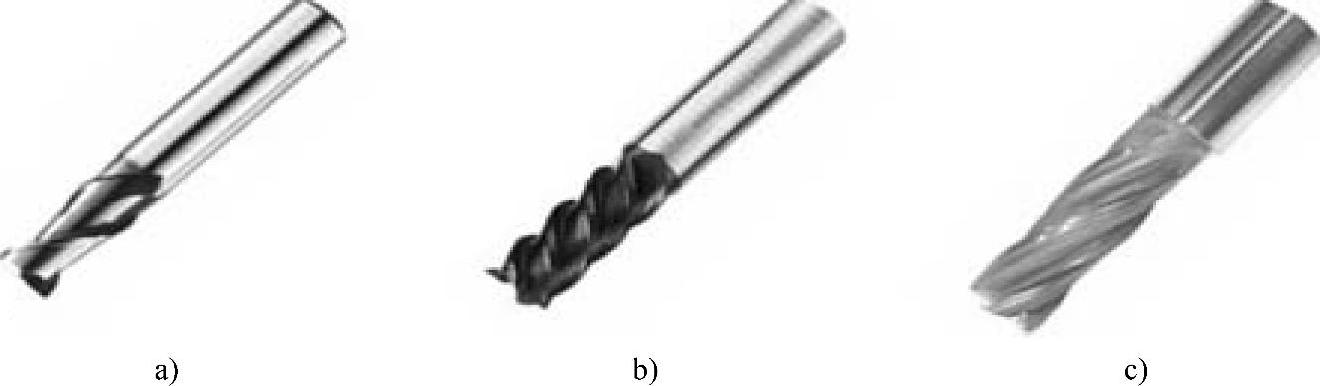
图1-54 常见的平底立铣刀
a)平底双刃立铣刀 b)平底三刃立铣刀 c)镶合金螺旋立铣刀
(2)键槽立铣刀 平底立铣刀与键槽立铣刀的区别主要在于平底立铣刀是用来加工平面的,且对侧刃要求切削平稳,一般做成三个以上的刀齿,由于刀齿呈螺旋形,在铣削时有两个以上的刀齿同时参与切削,工作平稳,排屑良好,加工效率较高,容易得到良好的加工表面;而键槽铣刀主要是用来加工键槽的,要求一次铣削出的键槽宽度尺寸符合技术要求,为消除径向切削力的影响,故将刀具设计为两个互相对称的刀齿,在铣削时,分布在两个刀齿上的切削力矩形成力偶,径向力互相抵消,因此一次可以加工出与刀具回转直径相同宽度的键槽。键槽立铣刀如图1-55所示。
平底立铣刀与键槽立铣刀外形相似,有直柄、锥柄之分,但用法不同,平底立铣刀有三个或三个以上的刀齿,圆周切削刃是主切削刃,用于加工内、外轮廓面,且只能沿刀具径向作进给运动;而键槽铣刀仅有两个刀齿,端面铣削刃为主切削刃,强度较高,圆周切削刃是副切削刃,专门用于加工圆头封闭槽,可沿刀具轴向或径向作进给运动。
(3)球头立铣刀 球头立铣刀的端面不是平面,而是带切削刃的球面,刀体形状有圆柱形和圆锥形两种,又分为整体式和机夹式。球头立铣刀主要用于模具的曲面铣削加工,加工时一般采用三坐标联动,铣削时不仅能沿铣刀轴向进给,也能沿铣刀径向进给,刀具与工件的接触往往为一点,可加工出各种形状复杂的成形表面。球头立铣刀如图1-56所示。

图1-55 键槽立铣刀
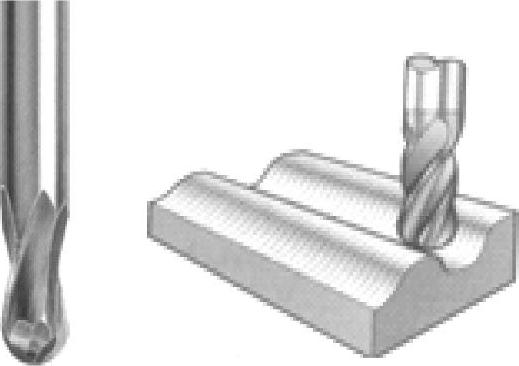
图1-56 球头立铣刀
2.整体成形铣刀
整体成形铣刀一般都是为特定的工件或加工内容专门设计制造的专用刀具,适用于加工平面类零件的特定形状的孔、角度面、凹槽面等,也适于特形孔或台阶,常用于模型面的加工。几种常见整体成形铣刀的外形如图1-57所示。

图1-57 几种常见整体成形铣刀的外形
3.可转位机夹铣刀
可转位机夹铣刀也是数控铣床(加工中心)上应用较多的一类铣刀,主要分为机夹可转位立铣刀、机夹可转位面铣刀及机夹可转位三面刃直槽铣刀等。
(1)机夹可转位圆柱立铣刀 机夹可转位圆柱立铣刀的刀片呈螺旋线排列,加工中同时参与切削的刃口增加,切削力平稳,排屑流畅,一刀多用。它广泛应用于各种粗加工和半精加工,如模具型腔粗加工,铣削较宽、较深的槽时有显著优势。机夹可转位圆柱立铣刀及切削加工示意图如图1-58所示。
(2)机夹可转位面铣刀 机夹可转位面铣刀的圆周表面和端面上都有切削刃,端部切削刃为副切削刃,多制成套式镶齿结构和刀片机夹可转位结构,如图1-59所示。
由于机夹可转位面铣刀刀体自重轻,容屑空间大,排屑流畅,切削轻快,通用性好,因此它既可以用于粗加工也可以用于精加工。
(3)机夹可转位三面刃 直槽铣刀机夹可转位三面刃直槽铣刀主要用来加工直沟槽或台阶面,其圆周上是主切削刃,两侧面是副切削刃,如图1-60所示。
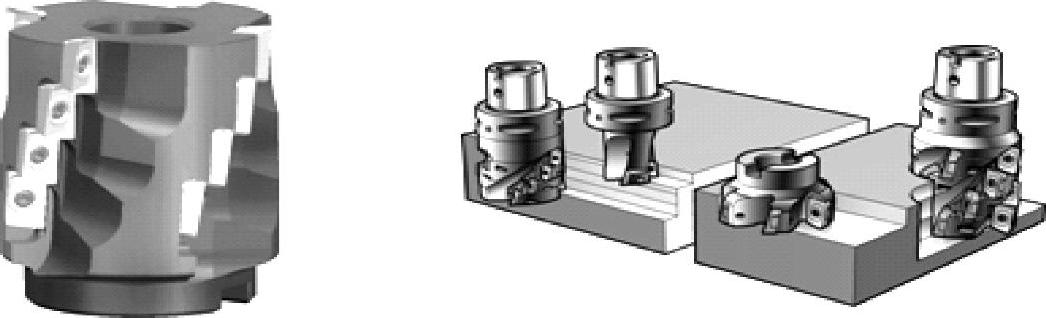
图1-58 机夹可转位圆柱立铣刀及切削加工示意图

图1-59 机夹可转位面铣刀

图1-60 机夹可转位三面刃直槽铣刀
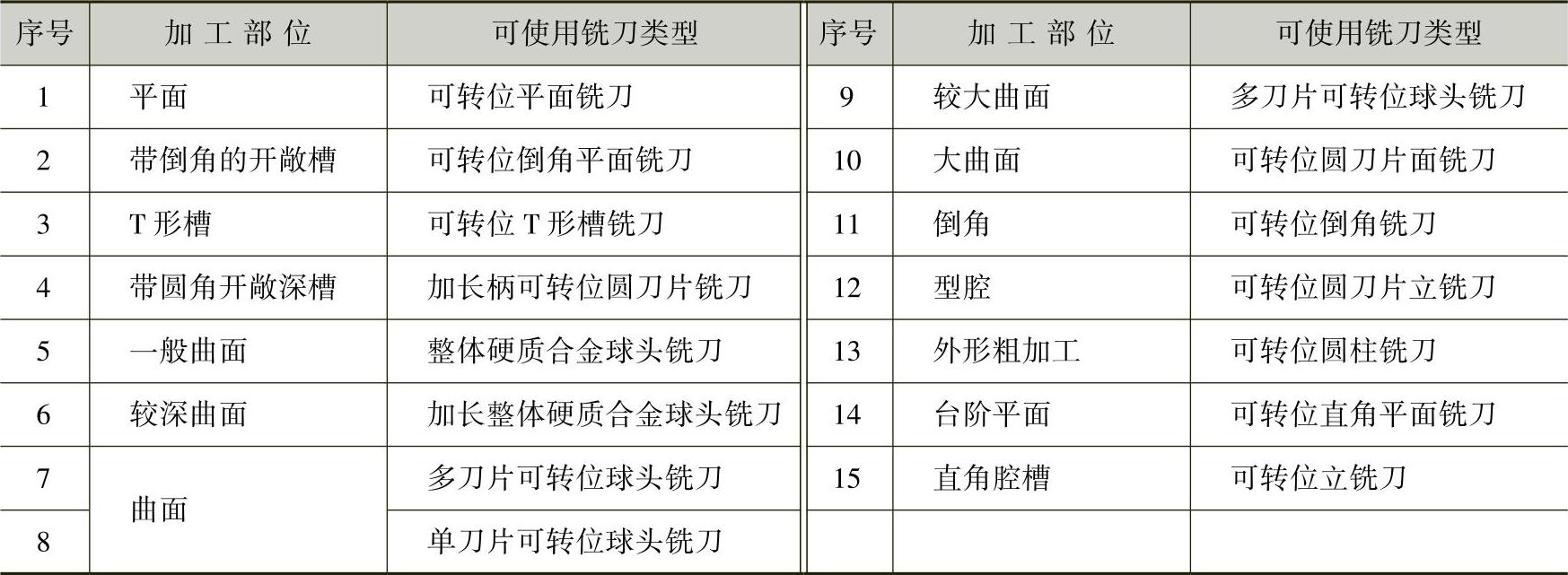
数控铣刀种类和尺寸一般根据加工表面的形状特点和尺寸选择。铣削加工部位及所使用铣刀的类型见表1-4。
表1-4 铣削加工部位及所使用铣刀的类型
三、铣刀的安装
1.刀具在刀柄中的安装
铣刀安装在刀柄上以后才能装夹在机床主轴上。铣刀刀柄多为直柄,其结构分解图如图1-61所示,采用弹簧夹头装置将铣刀夹紧,具体应根据刀具直径尺寸选择相应的弹簧夹头,将铣刀杆装入弹簧夹头孔内,可根据加工深度控制刀具伸出量,再将弹簧夹头按入锁紧螺母内,然后放入锁刀座,用钩扳手顺时针锁紧螺母,如图1-62所示。
2.刀具在数控机床主轴中的安装
打开供气气泵,向数控铣床(加工中心)的气动装置供气;手握刀柄底部,将刀柄柄部伸入主轴锥孔中;按下气动按钮,同时向上推刀柄;松开气动按钮,然后松开握刀柄的手,完成刀柄在铣床上的安装,如图1-63所示。

图1-61 铣刀刀柄结构分解图

图1-62 锁刀座及钩扳手
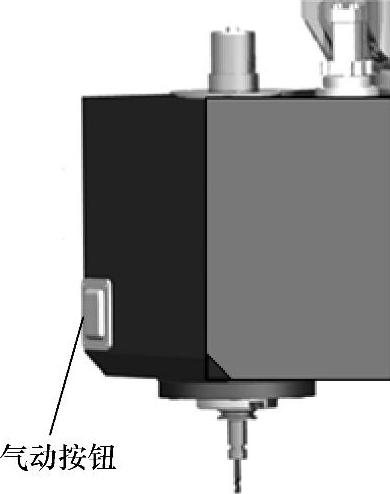
图1-63 刀柄在铣床主轴上的安装
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。