



数控机床多采用刀库式自动换刀装置。带刀库的自动换刀系统由刀库和刀具交换机构组成,它是多工序数控加工中心上应用最广的换刀方法。其换刀过程较为复杂,首先将加工过程中需要使用的全部刀具分别安装在标准的刀柄上,在机外进行尺寸预调整后,按一定的方式放入刀库,换刀时先在刀库中进行选刀,并由刀具交换装置从刀库和主轴上取出刀具。在进行刀具交换之后,将新刀具装入主轴,把旧刀具放回原刀库。存放刀具的刀库具有较大的容量,它既可安装在主轴箱的侧面或上方,也可作为单独部件安装到机床以外。
一、常见刀库的种类
刀库用于存放刀具,它是自动换刀装置中的主要部件之一。根据刀库存放刀具的数目和取刀方式,刀库可设计成不同类型,常见的刀库有圆盘刀库和链式刀库两种形式。
1.圆盘刀库
圆盘刀库的存刀量可达6~60把,占有较大空间,可分两种形式:一种是径向分布盘式刀库,如图1-39所示,一般置于机床立柱上端,刀库轴线水平放置;另一种是轴向分布盘式刀库,如图1-40所示,常置于主轴侧面,刀库轴线垂直放置。
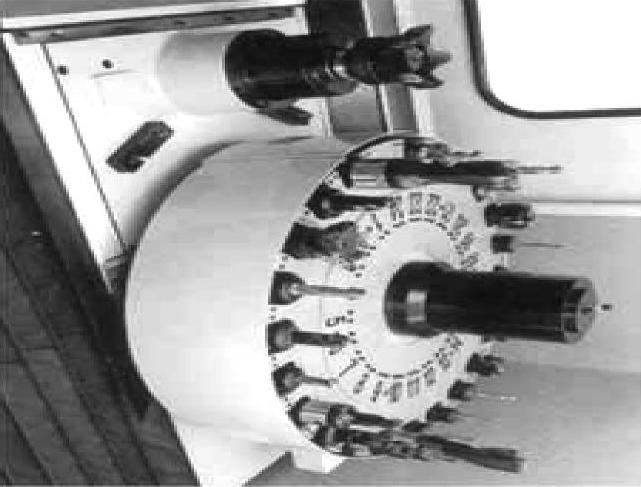
图1-39 径向分布盘式刀库
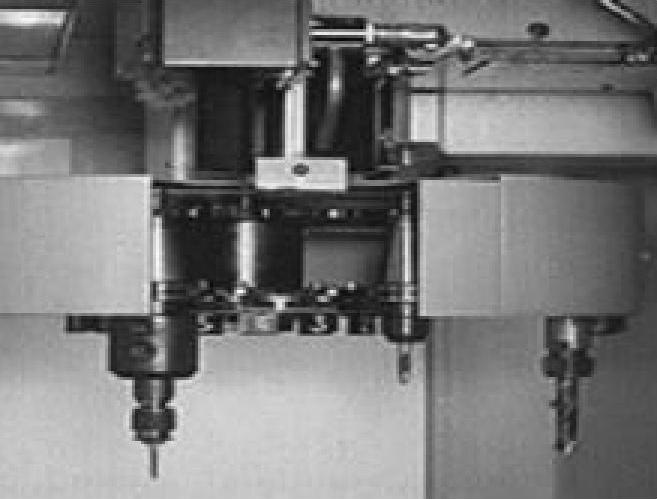
图1-40 轴向分布盘式刀库
2.链式刀库
链式刀库是较常使用的形式,如图1-41所示,常用的有单排链式刀库和加长链条的链式刀库。链式刀库的容量比盘式刀库大,结构也比较灵活。它可以采用加长链条的方式增加刀库的容量,也可以采用链条折叠回绕的方式提高空间的利用率,在要求刀具容量很大时还可以采用多链条结构。
二、加工中心换刀方式
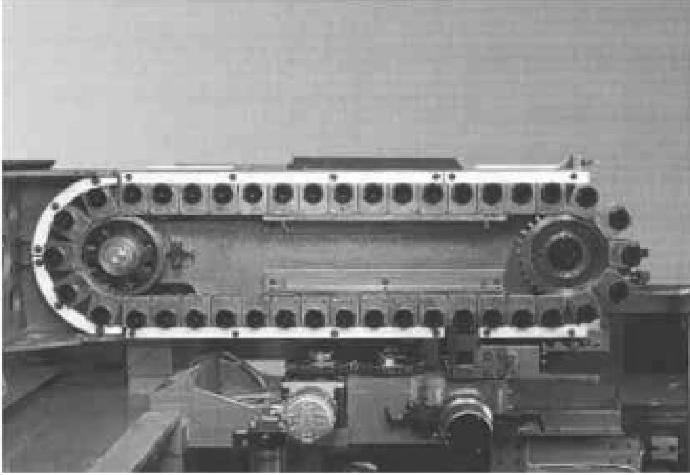
图1-41 链式刀库
在数控机床的自动换刀装置中,实现刀库与机床主轴之间传递和装卸刀具的装置称为刀具交换装置。
1.无机械手换刀(https://www.xing528.com)
采用无机械手换刀时,刀库中存放刀具的轴向方向与主轴平行,刀具放在主轴可到达的位置换刀时,主轴箱移动到刀库换刀位置的上方,利用刀盘运动将加工用完的刀具先插入刀库指定的空位处,然后刀盘作回退运动,将待换刀具转到待命位置,刀盘再移动到主轴换刀位置将待用刀具从刀盘中取出插入主轴。这两个动作不可能同时进行,因此换刀时间较长。无机械手换刀如图1-42所示。
2.机械手换刀
采用机械手换刀时,机械手臂中间轴转动180°,一端将加工用完的刀具从主轴中夹住,与此同时机械手臂另一端将刀库中待命的刀具同时夹住,然后手臂下降一段距离分别将两把刀具带出,再转动180°,交换位置,手臂归位完成换刀动作,这两个动作同时进行,因此换刀时间短。机械手换刀如图1-43所示。

图1-42 无机械手换刀

图1-43 机械手换刀
思考练习
1.数控机床对结构的要求主要有哪几个方面?
2.简要说明数控铣床的主运动系统的特点。
3.数控铣床(加工中心)对进给运动系统有哪些要求?
4.滚珠丝杠如何预紧?
5.数控机床的导轨副有哪几种形式?
6.数控加工中心常用的换刀方式有哪些?
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。