



进给传动系统负责接收数控系统发出的脉冲指令,并经放大转换后驱动机床运动执行部件以实现预期的运动。
进给传动系统包括减速齿轮、联轴器、滚珠丝杠螺母副、丝杠支承、导轨副、传动数控回转工作台的蜗杆蜗轮等机械环节。图1-19所示为数控铣床进给传动系统示意图。
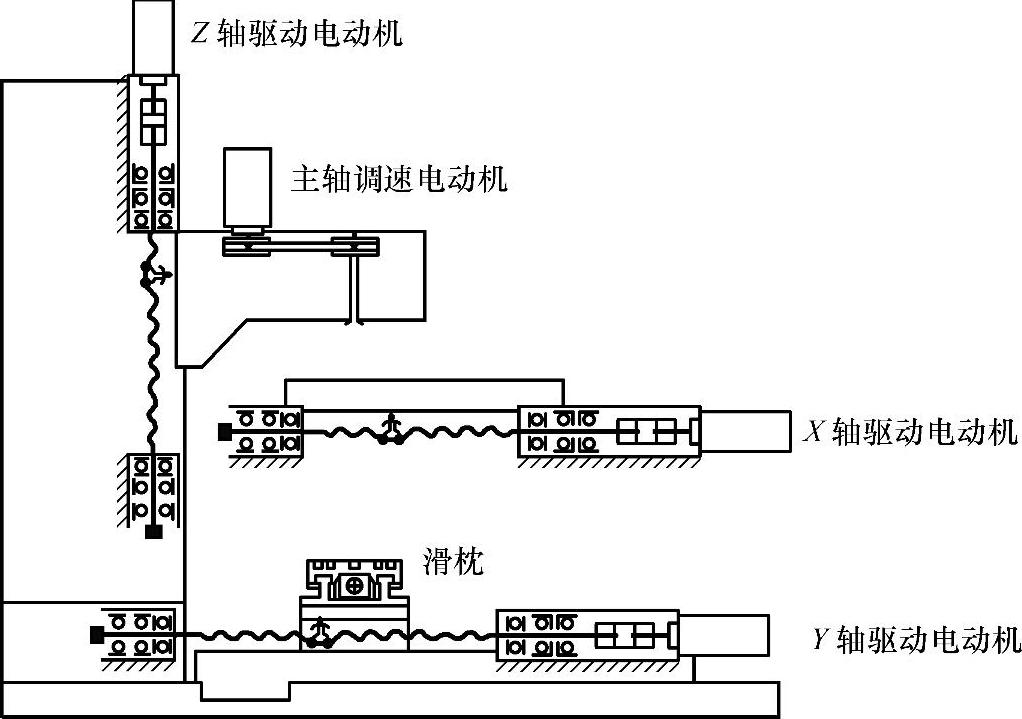
图1-19 数控铣床进给传动系统示意图
进给传动系统工作台的纵向(X轴)进给、滑枕的横向(Y轴)及升降台的垂直(Z轴)进给传动系统,均由交流伺服电动机(步进电动机)通过联轴器,将运动传动至水平X、Y方向滚珠丝杠及垂直Z方向滚珠丝杠,从而带动工作台的纵向、横向及升降台运动,另外为防止升降台因自重而下滑,Z轴还须经单向超越离合器与自锁器相连。
一、数控铣床(加工中心)对进给系统的要求
1.具有较高的系统传动精度和刚性
传动精度包括动态误差、稳态误差和静态误差,即伺服系统的输入量与驱动装置实际位移量的精确程度。而导轨结构、丝杠螺母、蜗轮蜗杆的支承结构则是决定系统传动精度和刚性的主要部件,因此首先要保证此类结构件的加工精度和表面质量,以提高系统的刚度。此外传动链中的齿轮减速可以减少脉冲当量,减少传动误差,提高传动精度。
2.具有较高的系统稳定性
系统的稳定性是指系统在启动状态或外界干扰作用下,经过几次衰减振荡后,能迅速地稳定在新的或原来的平衡状态的能力。系统阻尼既可以降低伺服系统的快速响应特性,又能够提高系统稳定性,因此在系统中要有适当的阻尼。
3.具有较高的动态响应特性
系统的响应体现了驱动装置的加速能力。实现这一措施通常包括:采用低摩擦的传动副,耐磨滑动导轨、滚动导轨及静压导轨、滚珠丝杠等;保证机械部件的精度,采用合理的预紧、合理的支承形式以提高传动系统的刚度;选用最佳降速比以提高数控机床的分辨率,并使系统折算到驱动轴上的惯量减少;尽量消除传动间隙,减小反向死区误差,提高位移精度。
二、进给系统传动齿轮副
进给系统采用齿轮传动装置,是为了使丝杠、工作台的惯性在系统中占有较小的比例,同时可使高转速低转矩的伺服驱动装置的输出变为低转速大转矩,从而适应驱动执行元件的需要,另外,在开环系统中还可以计算所需的脉冲当量。
由于开环系统或半闭环系统对整个机械传动部分无任何误差检测及补偿,或根据测试数据只有静态的补偿,因此机械传动齿轮副存在的间隙将直接影响加工精度,为提高数控机床伺服系统的性能,可采取下列方法减少或消除齿轮传动间隙。
1.刚性调整法
刚性调整法是一种调整好后的齿侧间隙不能自动补偿的调整方法,因此齿轮的周节公差及齿厚要严格控制,否则传动的灵活性就会受到影响。这种调整方法结构简单,且有较好的传动刚度。
(1)偏心套调整法该方法 实际上就是缩短齿轮副的中心距,如图1-20所示。电动机通过偏心套安装在壳体上,小齿轮装在偏心套上,通过调整偏心套来调整主动轮和从动轮之间的中心距,达到消除齿轮传动副侧隙的目的。
(2)锥齿轮调整法 该方法是通过一对相互啮合的锥齿轮来消除间隙的方法,如图1-21所示,若将它们的节圆直径沿轴向制成一个较小的锥度,调整轴向垫片3的厚度,就可以改变锥齿轮2与锥齿轮1的相对位置,当分度圆直径变化而齿数不变时,锥齿轮厚度是会发生变化的,不同齿厚的锥齿轮啮合时,侧隙是会变化的,通过调整可以消除间隙。
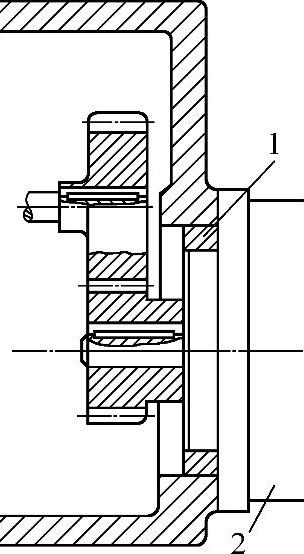
图1-20 偏心套调整法
1—偏心套 2—电动机
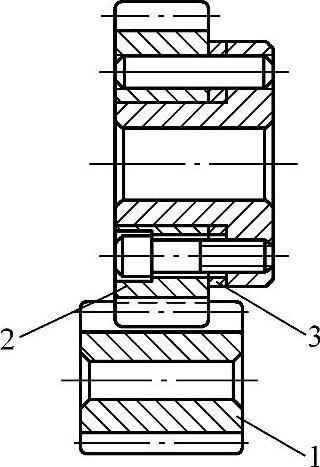
图1-21 锥齿轮调整法
1、 2—锥齿轮 3—垫片
2.柔性调整法
柔性调整法主要是通过调整弹簧张力的大小来调整平移量的大小,调整方便。
(1)轴向压簧调整法 轴向压簧调整法利用错齿消隙的原理,薄片斜齿圆柱齿轮的轴向平移是通过弹簧的弹力来实现的,如图1-22所示,两个薄片斜齿轮1和2用滑键4套在轴6上,用螺母5来调节压簧3的轴向压力,使齿轮1与2的左、右齿面分别与宽斜齿轮7齿槽的左右侧面贴紧。
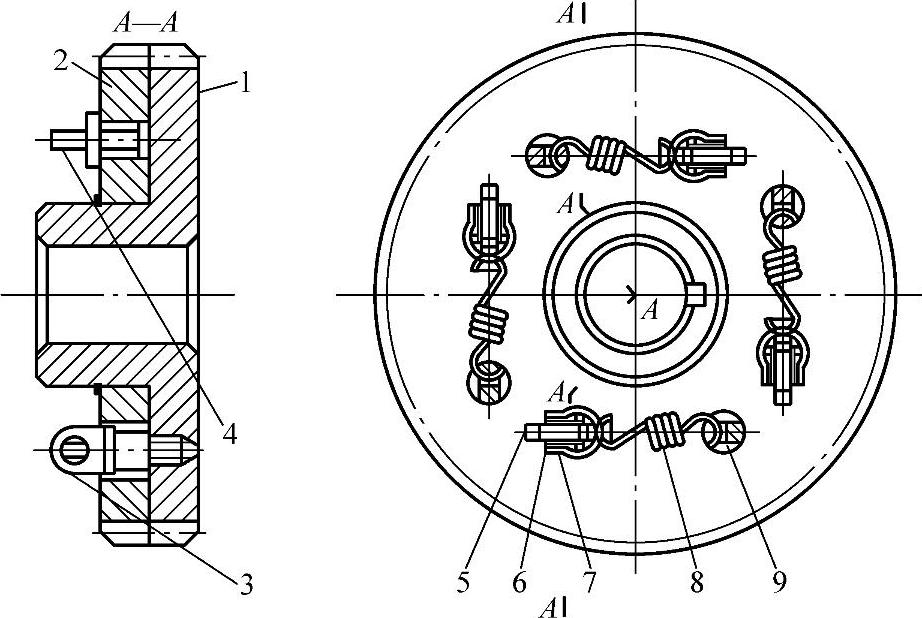
(2)周向压簧调整法 周向压簧调整法是利用双齿轮错齿时通过弹簧的张力实现的。随着加工的进行,轮齿间侧隙的改变,可以通过改变弹簧的弹力来调节。如图1-23所示,两个齿数相同的薄片齿轮1与2与另一个宽齿轮相啮合,齿轮1空套在齿轮2上,可以相对回转。每个齿轮端面分别装有凸耳,齿轮1的端面还有四个通孔,凸耳可以从中穿过,弹簧8分别钩在调节螺钉5和凸耳上,旋转螺母6、7可以调整弹簧8的拉力,弹簧的拉力可以使薄片齿轮错位,即两片薄齿轮的左、右齿面分别与宽齿轮齿槽的左、右侧贴紧,从而消除侧隙。
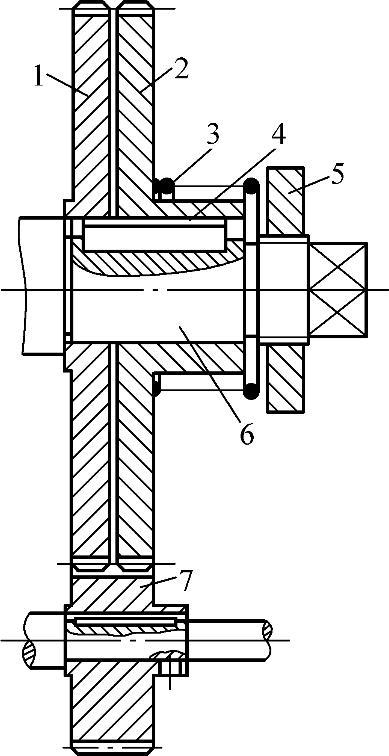
图1-22 轴向压簧调整法
1、 2—齿轮 3—压簧 4—滑键 5—螺母 6—轴 7—宽斜齿轮
 (https://www.xing528.com)
(https://www.xing528.com)
图1-23 周向压簧调整法
1、 2—齿轮 3、 4、9—凸耳 5—调整螺钉 6、 7—旋转螺母 8—弹簧
3.滚珠丝杠螺母副
滚珠丝杆螺母副是把由进给电动机带动的旋转运动转化为刀架或工作台的直线运动,它的结构特点是具有螺旋槽的丝杠、螺母间装有滚珠作为中间传动元件,以减少摩擦。图1-24所示为滚珠丝杠螺母副的结构图。
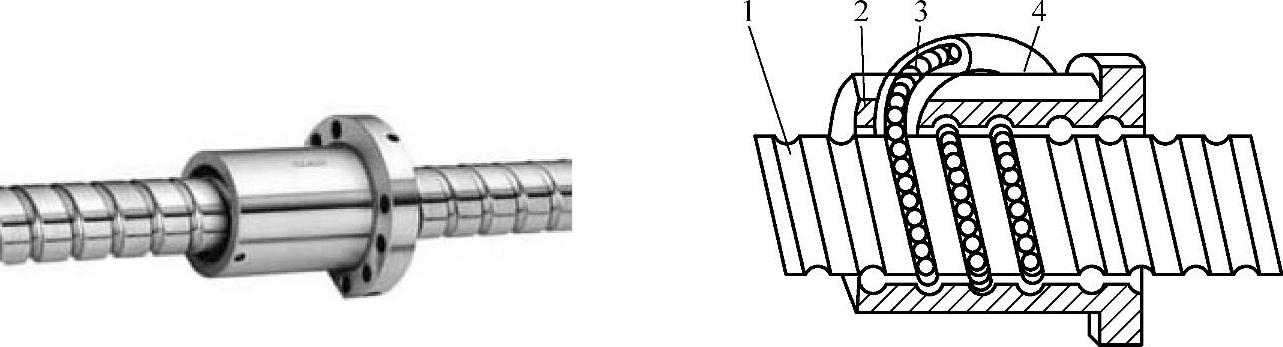
图1-24 滚珠丝杠螺母副结构图
1—滚珠丝杠 2—螺母 3—滚珠 4—回珠器
(1)工作原理 在丝杠和螺母上加工有弧形螺旋槽,将它们安装在一起时可形成螺旋滚道,且滚道内填满滚珠,当丝杠相对于螺母作旋转运动时,两者间发生轴向位移,而滚珠则可沿着滚道滚动,减少摩擦阻力,滚珠在丝杠上滚过数圈后,通过回珠器逐一滚回到丝杠和螺母之间,构成一个闭合的回路管道。
(2)滚珠循环方式
1)外循环式滚珠丝杠。其结构如图1-25所示,在螺母体上轴向相隔数个半导程处有两个孔与螺旋槽相切,作为滚珠的进口与出口与外回珠槽相连,而构成一个封闭的循环滚道,称为外循环式。外循环式滚珠丝杠的特点是结构简单、容易制造,但由于返回滚道突出于螺母体外,所以径向尺寸较大,且弯管两端耐磨性和抗冲击性差,滚道连接处很难做得平滑,影响滚珠运动的平稳性,甚至出现卡珠现象,噪声较大。
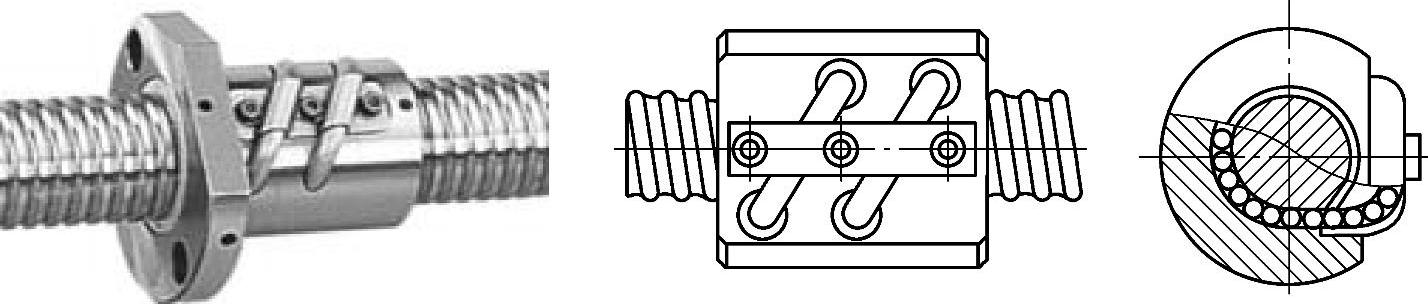
图1-25 外循环式滚珠丝杠结构图
2)内循环式滚珠丝杠。其结构如图1-26所示。内循环式滚珠丝杠带有反向器(反向回珠器),返回的滚珠从螺纹滚道进入反向器,借助于反向回珠器迫使滚珠越过丝杠牙顶进入相邻滚道,从而实现循环。滚珠在反向器和丝杠外圆之间滚动不会沿滚道滑出。一般一个螺母上装有2~4个反向器,沿螺母圆周等分均布。内循环式滚珠丝杠的优点是径向尺寸紧凑、刚性好。因其返回滚道行程较短,摩擦损失小,故效率高。
4.滚珠丝杠螺母副的轴向间隙调整
滚珠丝杠机构的轴向间隙,是指丝杠固定不动,在限制螺母回转状态下,螺母受到轴向力时,螺母相对螺杆的轴向位移量。消除滚珠丝杠螺母的间隙和对其施加预紧力,一般采用双螺母结构进行调整。
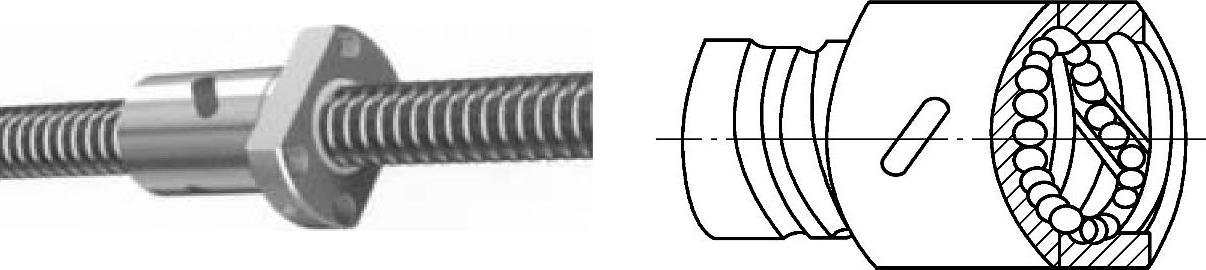
图1-26 内循环式滚珠丝杠结构图
(1)垫片调整法 如图1-27所示,用螺钉把两个带凸缘的螺母1、2固定在壳体的两侧,并在其中一个螺母的凸缘中间加垫片4,调整垫片的厚度使螺母产生轴向位移,以消除间隙和产生预紧力。
特点:结构简单可靠,刚性好,拆卸方便。因调整时需对垫片进行修磨,工作中不能随时调整,适用于一般精度的机构。
(2)螺纹调整法 如图1-28所示,一个外端有凸缘螺母1,另一个螺母的外端无凸缘,而只有伸出套筒外的螺纹,并用两个预紧螺母4、5锁紧,调整预紧螺母即可消除间隙。
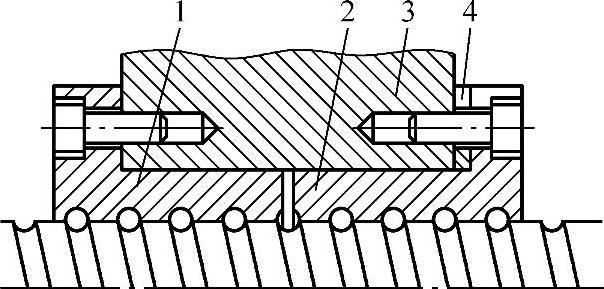
图1-27 垫片调整法
1、2—螺母 3—螺母座 4—垫片
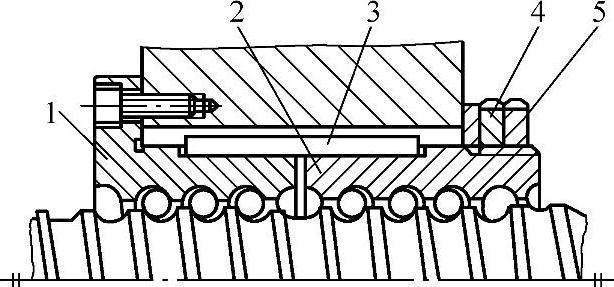
图1-28 螺纹调整法
1—凸缘螺母 2—螺母 3—平键 4—调整螺母 5—预紧螺母
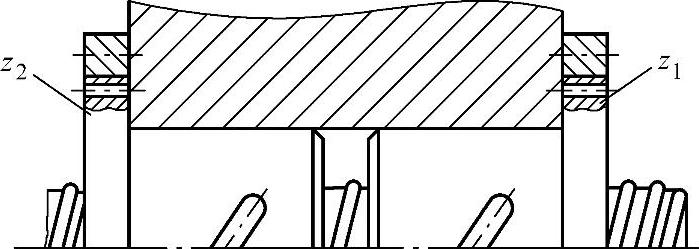
图1-29 齿差调整法
特点:结构紧凑,调整方便,应用较广泛,但调整的轴向位移量不精确。
(3)齿差调整法 如图1-29所示,在两个螺母的凸缘上各制有圆柱外齿轮,分别与固紧在套筒两端的内齿圈相啮合,其齿数分别为z1、z2并相差一个齿。调整时,先取下内齿圈,使两个螺母相对于套筒同方向均转动一个齿,然后插入内齿圈,则两个螺母便产生相对角位移,即轴向位移量。
特点:能精确调整预紧量,调整方便、可靠,但结构尺寸较大,多用于高精度的传动。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。