



数控机床种类繁多,功能、结构及系统不同。其维护保养的内容和规则也不同,具体应根据其种类、型号及实际使用情况,并参照机床使用说明书要求,制订和建立必要的定期、定级保养制度。
一、数控系统的维护保养
1.严格遵守操作规程和日常维护制度
数控设备操作人员要严格遵守操作规程和日常维护制度,操作人员的技术业务素质的优劣是影响故障发生频率的重要因素。当机床发生故障时,操作者要注意保留现场,并向维修人员如实说明出现故障前后的情况,以利于分析、诊断出故障的原因,及时排除。
2.防止灰尘、污物进入数控装置内部
在机械加工车间的空气中一般都会有油雾、灰尘甚至金属粉末,一旦它们落在数控系统内的电路板或电子器件上,容易引起元器件间绝缘电阻下降,甚至导致元器件及电路板损坏。有的用户在夏天为了使数控系统能超负荷长期工作,采取打开数控柜门的方式来散热,这是一种极不可取的方法,其最终将导致数控系统的加速损坏,应该避免打开数控柜和强电柜门散热。
3.防止系统过热
检查数控柜上的各个冷却风扇工作是否正常。每半年或每季度检查一次风道过滤器是否有堵塞现象,若过滤网上灰尘积聚过多,不及时清理,会引起数控柜内温度过高。
4.直流电动机电刷的定期检查和更换
直流电动机电刷的过度磨损会影响电动机的性能,甚至造成电动机损坏。为此,应对电动机电刷进行定期检查和更换。数控车床、数控铣床、加工中心等,应每年检查一次。
5.定期检查和更换存储用电池
一般情况下电池应每年更换一次,以确保系统正常工作,电池的更换应在数控系统供电状态下进行,以防更换时RAM内信息丢失。
二、机械部分的维护保养
1)主轴以带传动系统的应定期检查调整主轴驱动带的松紧程度,防止因带松弛产生丢转现象。主轴刀具夹紧装置长时间使用后,会产生间隙,影响刀具的夹紧,需及时调整液压缸活塞的位移量。另外,注意观察主轴箱温度,检查主轴润滑系统,每年定期补充润滑油量,并防止各种杂质进入主轴箱,使用手动变速的主传动系统,必须在主轴停机后才可变速。
2)定期检查、调整丝杠螺母副、换刀系统、工作台交换系统的轴向间隙等,保证反向传动精度和轴向刚度,以减少各运动部件之间的形状和位置偏差。
3)定期调整导轨副压板间隙、镶条间隙,对导轨进行预紧和润滑,检查导轨的防护罩。
4)严禁把超重、超长的刀具装入刀库,以避免机械手换刀时掉刀或刀具与工件、夹具发生碰撞;经常检查刀库的回零位置是否正确、主轴回换刀点位置是否到位;机床上电时,应使刀库和机械手空运行,检查各部分工作是否正常,特别是各行程开关和电磁阀能否正常动作;检查刀具在机械手上锁紧是否可靠。(https://www.xing528.com)
5)定期对各润滑、液压、气压系统的过滤器或分滤网进行清洗或更换;定期对液压系统进行油质化验检查、添加和更换液压油;经常检查压缩空气气压,调整到标准要求值,定期对气压系统分水滤气器放水。
6)经常检查轴端、切削液箱体及各处的密封状态,防止润滑油、切削液的泄漏。
三、机床精度的维护保养
定期进行机床水平和机械精度检查并校正。机械精度的校正方法有软、硬两种。其软方法主要是通过系统参数补偿,如丝杠反向间隙补偿、各坐标定位精度定点补偿、机床回参考点位置校正等。
四、电气部分的维护保养
1)应尽量减少打开数控柜和强电柜门的次数,以防止油雾、浮尘甚至金属粉末落入数控装置内的印制电路板或电子元器件上,容易引起电子元器件间绝缘电阻下降,并导致电子元器件及印制电路板的损坏。
2)经常检查数控装置上各个冷却风扇工作是否正常,风道过滤网是否堵塞。如过滤网上灰尘积聚过多,需及时清理,否则将会引起数控装置内温度过高(一般不允许超过55℃),以影响数控系统的正常工作,甚至出现过热报警现象。
3)长时间闲置数控机床,应每月定期对数控装置通电2~3h,以避免系统受潮。
4)系统参数及用户加工程序由存储器储存,并由电池保持供电,当系统发出电池电压报警时,应立即更换电池。
5)经常监视数控装置用的电网电压,数控装置允许电网电压通常在额定值的+10%~+15%的范围内波动。若超出此范围就会造成系统不能正常工作,甚至会损坏数控系统内的电子元器件。
6)直流伺服电动机电刷的检查及更换。直流伺服电动机带有数对电刷,电动机旋转时电刷与换向器摩擦而逐渐磨损,因此电刷可以根据用户的实际使用情况每年检查一次,对于频繁工作的伺服电动机需每三个月检查一次,同时使用工业酒精(乙醇)对电刷表面进行清洗,当电刷剩余长度在10mm以下时,须及时更换相同型号的电刷。
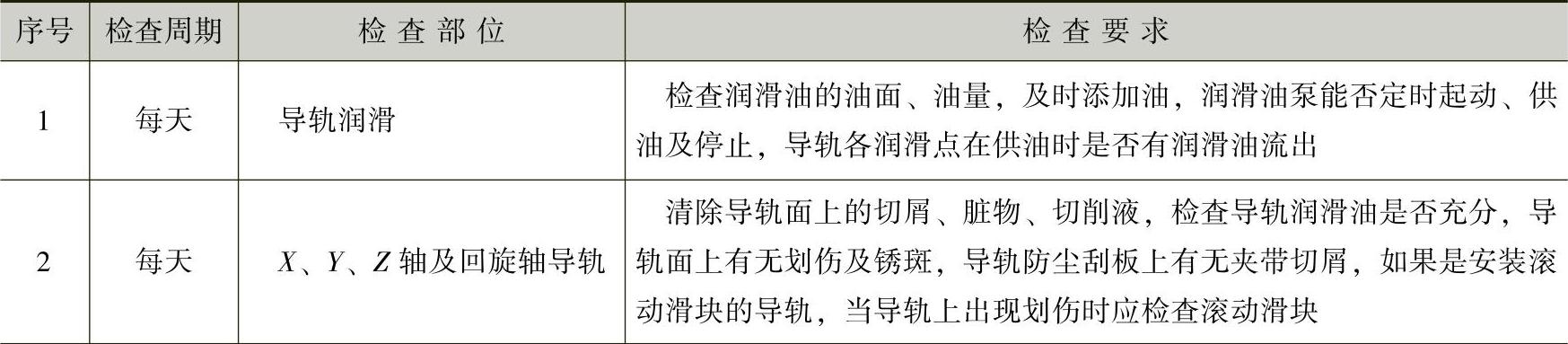
数控铣床(加工中心)日常维护、保养的部位及要求见表1-1。
表1-1 数控铣床(加工中心)日常维护、保养的部位及要求
(续)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。