



一、数控铣床(加工中心)的主要功能
各种数控铣床(加工中心)所配置的数控系统虽然各有不同,但各种数控系统的功能,除一些特殊功能不尽相同外,其主要功能基本相同。
1.点位控制与连续轮廓控制功能
点位控制功能可以实现对相互位置精度要求很高的孔系加工;连续轮廓控制功能可以实现直线、圆弧的插补功能及非圆曲线的加工。
2.刀具半径补偿与长度补偿功能
半径补偿功能可以根据零件图样的标注尺寸来编程,而不必考虑所用刀具的实际半径尺寸,从而减少编程时的复杂数值计算;长度补偿功能可以自动补偿刀具的长短,以适应加工中对刀具长度尺寸调整的要求。
3.比例及镜像加工功能
比例功能可将编好的加工程序按指定比例改变坐标值来执行。镜像加工又称轴对称加工,如果一个零件的形状关于坐标轴对称,那么只要编出一个或两个象限的程序,而其余象限的轮廓就可以通过镜像加工功能来实现。
4.旋转功能
旋转功能可将编好的加工程序在加工平面内旋转任意角度来执行。
5.子程序调用功能
有些零件需要在不同的位置上重复加工同样的轮廓形状,将这一轮廓形状的加工程序作为子程序,在需要的位置上重复调用,就可以完成对该零件的加工。
6.宏程序功能
宏程序功能可用一个总指令代表实现某一功能的一系列指令,并能对变量进行运算,使程序更具灵活性和方便性。
二、数控铣床(加工中心)的加工范围
数控铣床(加工中心)具有多坐标轴联动功能,主要包括平面铣削、轮廓铣削和曲面铣削,也可以对零件进行钻削、扩削、铰削、镗削、锪孔等加工。数控铣床(加工中心)主要适合于加工下述零件。
1.平面类零件
平面类零件是指加工面平行或垂直于水平面,或加工面与水平面的夹角为固定值的零件,这类加工面可展开为平面,这些平面类零件只需用三轴联动数控铣床或两轴半联动就可将它们直接加工出来。平面类零件是数控铣削加工中最简单的常见零件。
(1)内腔曲线轮廓面 如图1-11所示,该曲线轮廓A面展开后为平面,由于它与水平面垂直,因此加工时只需水平放置在工作台上装夹、铣刀垂直安装即可加工。
(2)斜肋轮廓面 如图1-12所示,该斜肋轮廓B面,一般可以用专用角度铣刀来加工,省时、易加工且成本低。如采用五轴联动控制摆角数控铣床加工反而不经济。(https://www.xing528.com)
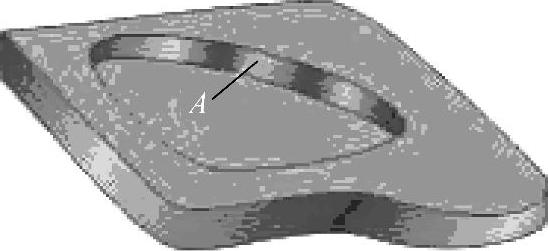
图1-11 内腔曲线轮廓面
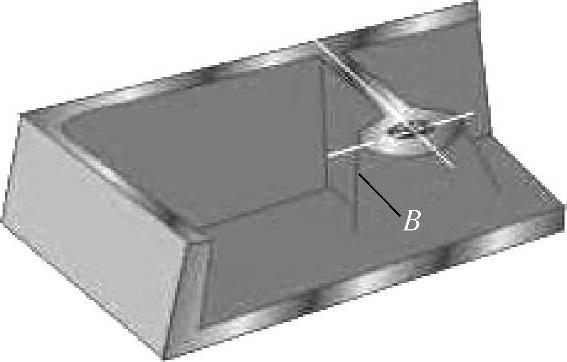
图1-12 斜肋表面
(3)平斜面 如图1-13所示,当该斜面C不大时,可根据零件斜度的大小用垫铁将其垫平后进行加工,若机床主轴可摆动,则将其摆成适当角度进行加工;当零件尺寸很大而其斜度又较小时,常用行切法加工,但会在加工面上留下叠刀峰残痕,需要钳修法加以清除。加工平斜面的最佳方法是在五轴联动摆动铣头式数控机床上利用铣头摆动功能加工。
2.变斜角类零件
变斜角类零件如图1-14所示。该变斜角面D与水平面的夹角呈连续变化,此类零件多为飞机零件,如梁、框、肋条、缘条等,另外检验夹具与装配型架也属于变斜角类零件。由于变斜角加工面不能展开为平面。但在加工时,加工面与铣刀圆周接触的瞬间为一条线。因此最好采用四坐标或五坐标数控铣床摆角加工,当工件精度要求不高时,也可以采用三轴数控铣床或两轴半数控铣床近似加工。

图1-13 平斜面

图1-14 变斜角平面
3.曲面类零件
加工面为空间曲面的零件称为曲面类零件,如图1-15所示。汽轮机芯叶片、螺旋桨等都属于曲面类零件。其加工特点是:加工面不能展成平面,且加工过程中的加工面和铣刀始终保持点接触。常采用球头铣刀利用三轴数控铣床进行加工,当加工曲面较复杂时,要采用四轴或五轴数控铣床加工,以免在加工曲面时产生干涉现象而铣伤邻近表面,还可用于加工螺旋桨、叶片等空间曲面零件。
4.箱体类零件
箱体类零件一般是指具有一个以上孔系,内部有一定型腔或空腔,在长、宽、高方向有一定比例的零件,如图1-16所示。箱体类零件的加工可以采用数控铣床加工,但因为用到的刀具较多,所以一般采用加工中心来加工。当加工工位较多、需工作台多次旋转角度才能完成的零件时,一般选卧式镗铣类加工中心。当加工的工位较少,且跨距不大时,也可选立式加工中心,从一端进行加工。

图1-15 曲面类零件

图1-16 箱体类零件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。