



对焊接烟尘和有毒气体防护的主要措施是焊接通风除尘。在车间内、室内、罐体内、船舱内及各种结构封闭空间内进行的焊条电弧焊和气体保护焊,都应采用适宜的通风除尘方式。焊接通风除尘的排烟方式主要有:全面通风换气、局部排风、小型排烟机组等。
全面机械通风是通过管道及风机等机械通风系统进行全车间通风换气。设计时应按每个焊工通风量不小于57m3/min来考虑。当焊接作业室内净高度小于3.5~4m或每个焊工工作空间小于200m3时,以及工作间(室、舱、柜)内部结构影响空气流动,且焊接作业焊接烟尘的质量浓度超过6mg/m3,有毒气体的质量浓度超过表6-3的规定时,应采取全面通风换气。
表6-3 焊接有毒气体测量值及允许值
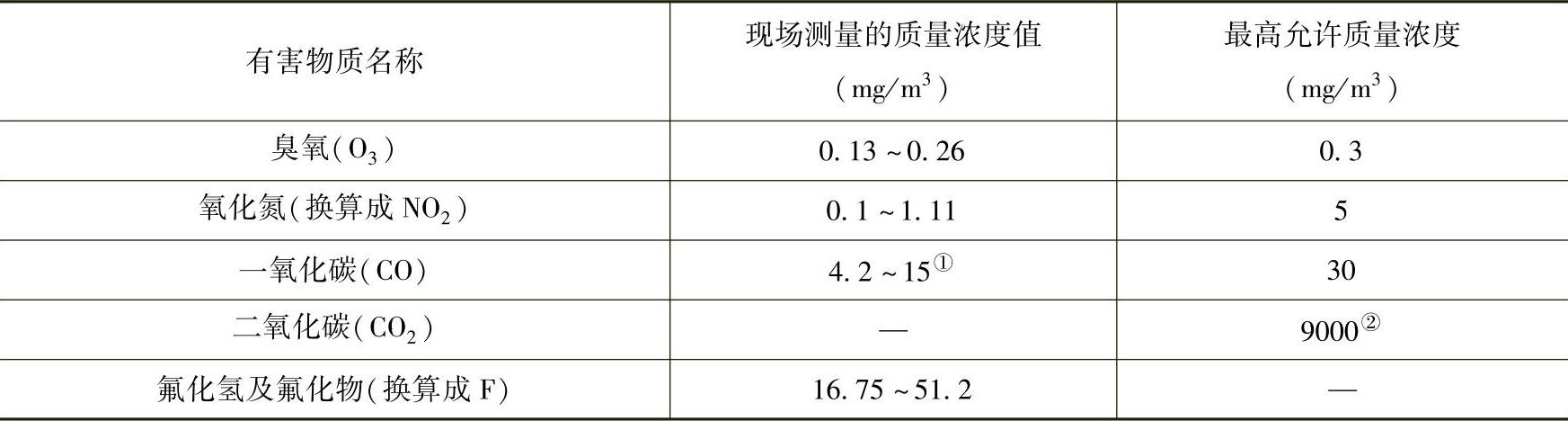
注:①为船舱、锅炉、罐内等通风不良处测定值。
②为美、日、德规定值。
若在车间侧墙上安装换气扇通风方式效果不佳,应采用引射排烟或吹吸式通风方式,如图6-6所示。(https://www.xing528.com)
局部通风措施有:排烟罩、轻便小型风机、压缩空气引射器、焊接排烟除尘机组等。
焊接排烟除尘机组是将吸烟罩、软管、风机、净化装置及控制元件组装成一个便于移动的整体排烟除尘装置,以适应焊工作业点分散、移动范围大的特点。近年来已研制了供狭小空间使用的手提式小型轻便机组、供多工位使用的排风量较大的移动式机组、供车间定点悬挂的机组、利用电磁铁在球罐和容器等密封空间内移动及悬挂的机组、供打磨焊道用的吸尘式打磨机组等。采用局部通风或小型通风机组等换气方式,其排烟罩口风量、风速应根据风口至焊接作业点的控制距离及控制风速计算。罩口的控制风速应大于0.5m/s,并使罩口尽可能接近作业点,使用固定罩口时的控制风速不小于1~2m/s。罩口的形式应结合焊接作业点的特点。采用下抽风式工作台,应使工作台上网格筛板上的抽风量均匀分布,并保持工作台面积抽风量每平方米大于3600m3/h。
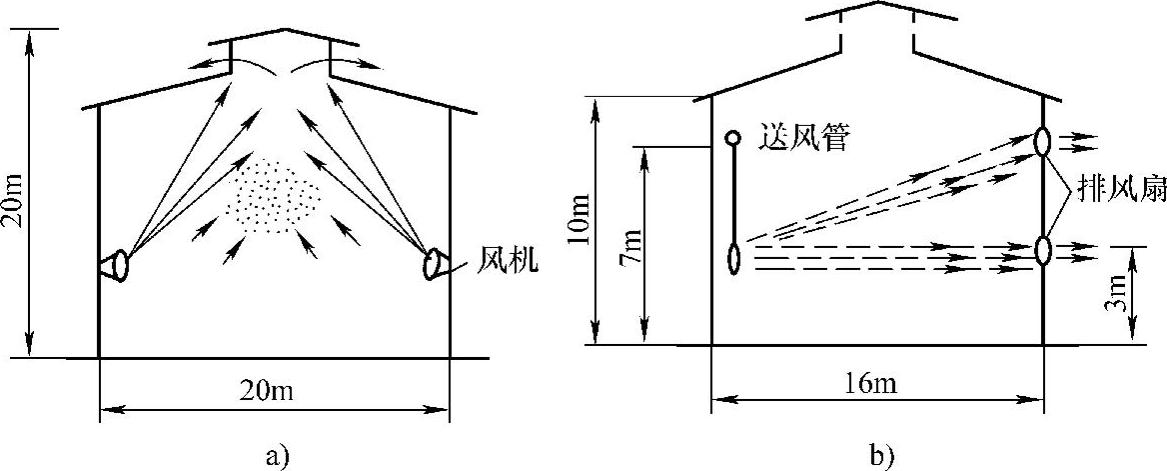
图6-6 车间内排烟通风示意图
a)引射排烟 b)吹吸式通风
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。