



尽管焊接结构在焊接的过程中采取了一些防止变形的措施,但在焊后仍会出现焊接变形。如果焊件产生了超出技术要求所允许的变形时,就必须给予矫正。常用的矫正方法有两种,即机械矫正法和火焰矫正法。各种矫正方法就其本质来说,都是设法造成新的变形去抵消已经产生的焊接变形。
一、机械矫正法
机械矫正法是利用机械力的作用来矫正变形。可采用辊床、液压压力机、矫直机和锤击方法等。
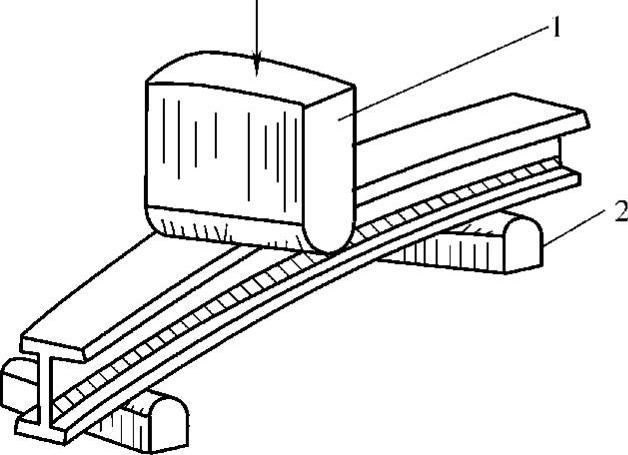
图5-26 机械矫正法
1—压头 2—支承
机械矫正的基本原理是将焊件变形后尺寸缩短的部分加以延伸,并使之与尺寸较长的部分相适应,恢复到所要求的形状,因此只有对塑性材料才能适用。图5-26为利用机械矫正法矫正弯曲变形的实例。对于薄板波浪形变形,主要是由于焊缝区的纵向收缩所致,因而沿焊缝进行锻打,使焊缝得到延伸即可达到消除薄板焊后波浪变形的目的。
二、火焰矫正法
火焰矫正法是利用气焊火焰在焊件适当的部位加热,利用金属局部的收缩所引起的新变形去矫正各种已产生的焊接变形,从而达到使焊件恢复正确形状、尺寸的目的。
火焰矫正法主要用于低碳钢和低合金钢,一般加热温度在600~800℃,不应超过850℃,但温度太低时矫正的效果不显著。气焊火焰一般采用中性焰。一般来说火焰矫正的效果与工件加热后的冷却速度关系不大,但增大冷却速度,会使金属变脆,并可能引起裂缝。火焰矫正常用于薄板结构的变形矫正,关键在于选择加热位置和加热范围。常用的加热方式有点状、线状和三角形加热三种。
1.点状加热
为了消除板结构的波浪变形,可在凹陷或凸出部位的四周加热几个点,如图5-27所示。加热处的金属受热膨胀,但周围冷金属阻止其膨胀,加热点的金属便产生塑性变形;然后在冷却过程中,在加热处的金属体积收缩,将相邻的冷金属拉紧,这样凹凸部位周围各加热点的收缩就能将波浪形拉平。加热点的大小和数量取决于板厚和变形的大小。板厚时,加热点的直径要大些;板薄时,要小些,但不应小于15mm。变形量大时,点距要小些,一般在50~100mm范围内。
2.线状加热
加热火焰做直线运动,或者同时做横向摆动,从而形成一个加热带。线状加热主要用于矫正角变形和弯曲变形。首先找出凸起的最高处,用火焰进行线状加热,加热深度不超过板厚的2/3,使钢板在横向产生不均匀的收缩,从而消除角变形和弯曲变形。
图5-28所示为均匀弯曲厚钢板线状加热矫正实例。在最高处进行线状加热时,加热温度为500~600℃。第一次加热未能完全矫平时,可再加热,直到矫平为止。对于直径和圆度都有严格要求的厚壁圆筒,矫正方法是在平台上用木块将圆筒垫平竖放。先矫正圆筒的周长,当周长过大时,用两个气焊火焰同时在筒体内、外沿纵缝进行线状加热,每加热一次,周长可缩短1~2mm。矫正椭圆度时,先用样板检查,如圆筒外凸,则沿该处外壁进行线状加热,若一次不行,可再次加热,直至矫圆为止。如圆筒弧度不够,则沿该处内壁加热。如图5-29为厚壁圆筒火焰矫正时的加热位置。
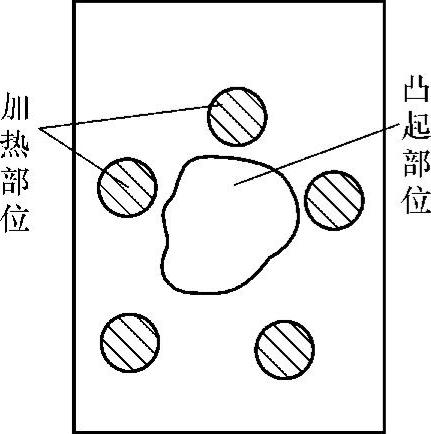
图5-27 点状加热(https://www.xing528.com)
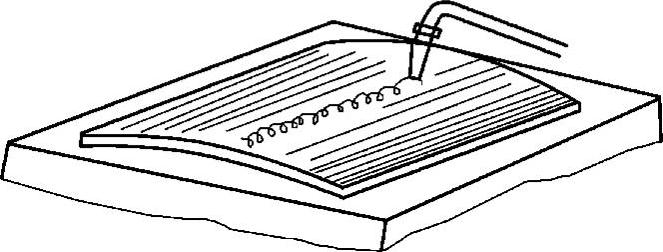
图5-28 均匀弯曲厚钢板线状加热矫正法
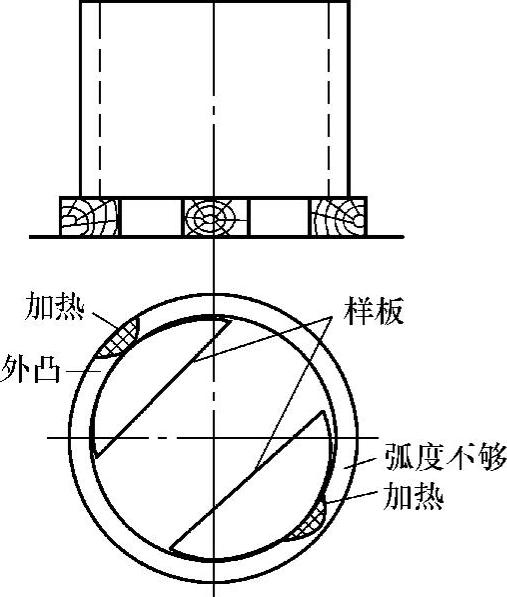
图5-29 厚壁圆筒矫圆
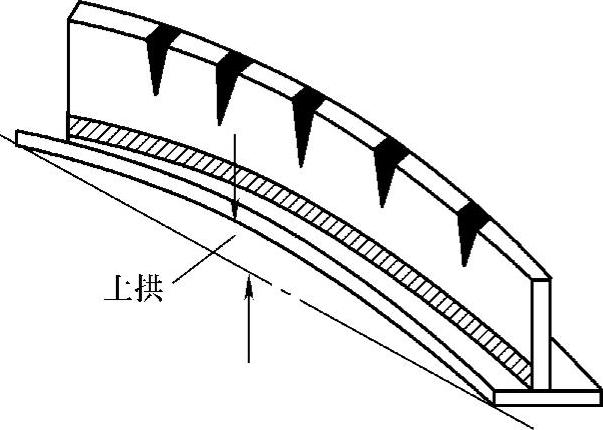
图5-30 三角形加热法矫正T形梁的弯曲
3.三角形加热
是指加热区呈三角形,利用其横向宽度不同产生收缩不同的特点矫正变形。三角形加热常用于矫正厚度较大、刚性较大的构件的弯曲变形,可用多个气焊火焰同时进行加热。如T形梁由于焊缝不对称产生弯曲时,可在腹板外缘处进行三角形加热,如图5-30所示。若第一次加热还有上拱,则进行第二次加热,第二次加热应选在第一次加热区之间。
火焰矫正是一项技术性很强的操作,要根据结构特点和矫正变形的情况,确定加热方式和加热位置,并要目测控制加热区的温度,才能获得较好的矫正效果。
三、强电磁脉冲矫正法
强电磁脉冲矫正法又称为电磁锤法。其过程如下:把一个绝缘的圆盘形线圈(电磁锤)放置于待矫正处,如图5-31所示,从已充电的高压电容向线圈放电,于是在线圈与工件的间隙中出现一个很强的脉冲电磁场。由此产生一个比较均匀的压力脉冲,使该处产生反向变形。
强电磁脉冲矫正法适用于导电系数高的材料(如铝、铜等)板壳结构的矫形。对导电系数低的材料则需在工件与电磁锤之间放置铝或铜质薄板。强电磁脉冲矫正法的优点是:工件表面没有锤击的锤痕;矫正所需的能量可精确控制,从而达到精确控制矫正形状的目的;无须挥动锤头,可以在比较窄小的空间内工作。
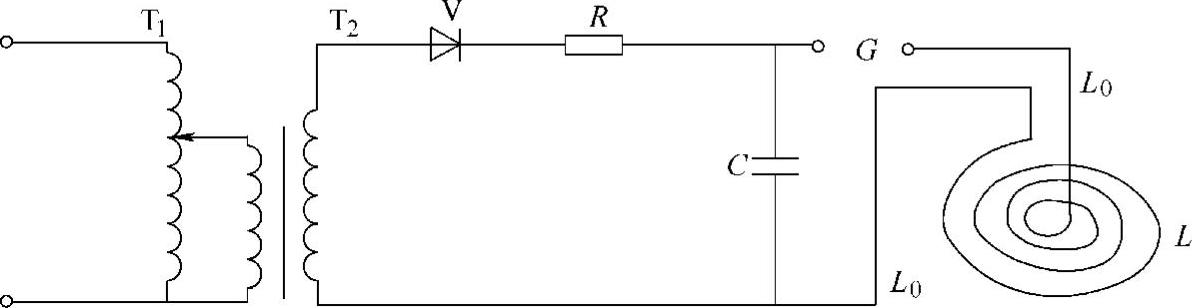
图5-31 电磁锤工作原理示意图
T1—调压器 T2—高压变压器 V—整流元件 R—限流元件 C—贮能电容器 G—隔离间隙 L—矫形线圈 L0—传输电缆
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。