



一、纵向残余变形的估算
细长构件如梁、柱等纵向焊缝所引起的纵向收缩量ΔL取决于焊缝的长度l、截面积F、焊接工艺参数和焊接工艺。在同样的焊接工艺参数下,预热会增加收缩量ΔL,只有在很高温度的整体预热,才能使ΔL减少。单道焊缝的纵向收缩量ΔL可由下式粗略估算。
ΔL=0.86×10-6qvl(mm)
式中 qv——焊接线能量(J/cm);
l——焊缝长度(mm)。
式中 U——焊接电压(V);
J——焊接电流(A);
η——电弧热效率(焊条电弧焊为0.7~0.8,埋弧焊为0.8~0.9,CO2焊为0.7);
v——焊接速度(cm/s)。
对于单道焊缝、多道焊缝也可以采用经验公式估算其纵向收缩量ΔL。

式中 l——焊缝长度(mm);
δ——板厚(mm)。
对于角焊缝纵向收缩量的经验计算公式为:
式中 Aw——角焊缝截面积(mm2);
A——焊件截面积(mm2);
l——角焊缝长度(mm)。
二、横向收缩量的估算
对接接头的横向收缩量ΔB与坡口形式、板厚、焊接线能量、金属料的物理性能等因素有关。一般V形坡口的zSd3比同厚度的X形坡口和双U形坡口对接接头的要大。坡口角度和间隙越大时,ΔB也越大。焊条电弧焊的zk/3值比埋弧焊的大。高能量密度束流焊如电子束焊的ΔB远小于常用的熔化焊。板对接焊缝横向收缩量的经验计算公式为:

式中 δ——板厚(mm);
Aw——焊缝截面积(mm2);(https://www.xing528.com)
b——坡口根部间隙(mm)。
角焊缝的横向收缩量ΔB小于对接接头的横向收缩量。角焊缝横向收缩量计算公式为:
式中 C——系数,单面焊时C=0.075,双面焊时C=0.083;
K——焊脚尺寸(mm2);
δ——翼板厚度(mm)。
三、焊缝纵向收缩引起的弯曲变形
偏离构件截面中性轴的纵向焊缝不仅会引起构件的纵向收缩,还会引起构件的弯曲,如图5-19所示。焊缝纵向收缩造成的挠度f可以按下式估算:

式中 e——焊缝塑性变形中心(一般取焊缝中心)与截面中性轴的距离,mm;
qv——焊接线能量(J/cm);
l——构件纵向焊缝长度(mm);
I——构件截面惯性矩(mm4)。
弯曲变形如图5-19所示,可以由焊缝的纵向收缩引起,也可以由焊缝的横向收缩引起。
四、角变形的估算
对接接头的角变形随坡口角度增大而增大。一般多层焊的角变形比单层焊要大,多层多道焊的角变形比多层焊要大。焊接X形坡口,先焊的一面的角变形一般大于后焊一面的角变形。对接接头的角变形相对于单层埋弧自动焊、电渣焊及电子束焊的焊缝都比较小。
T形接头的角变形取决于角焊缝的焊脚尺寸K和板厚δ。如图5-20所示为低碳钢和铝镁合金T型接头的角变形β、δ以及K的关系图,可按该图估算T形接头的角变形。
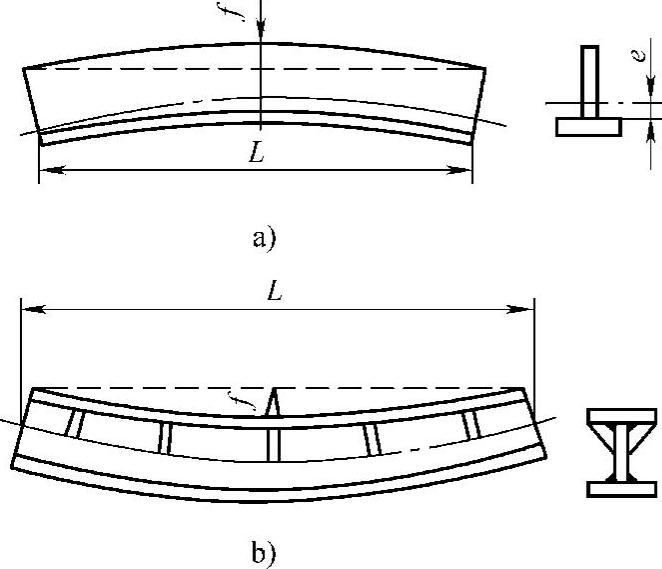
图5-19 弯曲变形
a)由纵向收缩引起 b)由横向收缩引起
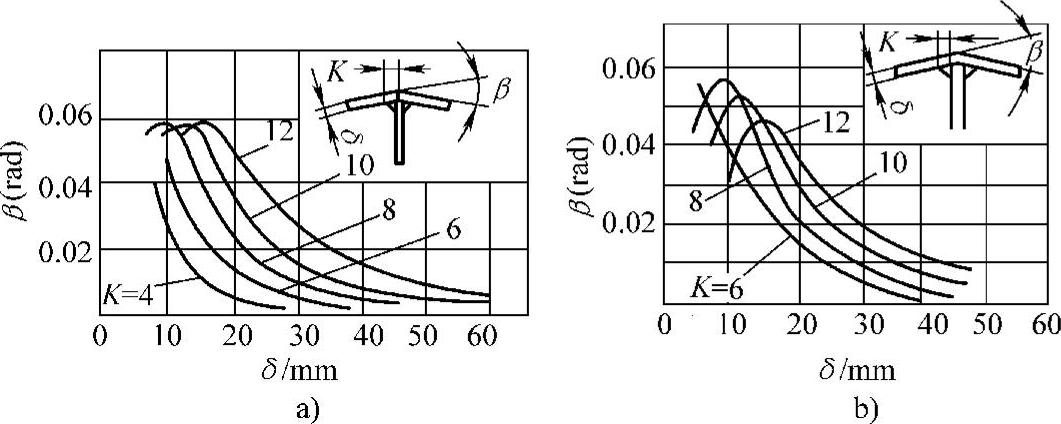
图5-20 T形接头的角变形
a)低碳钢 b)铝镁合金
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。