



一、焊接应力的概念
所谓焊接应力指焊接过程中焊件内产生的应力。焊接应力实质上体现为热应力、相变应力、装配应力、残余应力等方面。
1.热应力
热应力又称为温度应力,是在对焊件不均匀加热和冷却过程中所产生的应力。热应力与焊件的加热温度、加热不均匀程度、焊件的刚度以及焊件材料的热物理性能等因素有关。
2.相变应力
相变应力也称为组织应力,是在金属发生相变时,由于体积发生变化而引起的应力。例如熔化焊时,焊缝金属由奥氏体转变为珠光体或转变为马氏体时,都会发生体积膨胀,这种膨胀受到周围金属的约束,结果在焊件内部产生应力。
3.装配应力
装配应力是指焊接结构或构件在装配和安装过程中产生的应力。例如螺栓的紧固、夹具的夹持、模具和胎具等均可引起装配应力。
4.残余应力
焊后的焊件内部若发生不能恢复的塑性变形,因而产生相应的应力称为焊接残余应力。此外,在焊接结构中由于自身和外加拘束作用引起的应力,在焊接接头中扩散氢在显微缺陷处聚集而形成的应力也都统称为焊接应力。按照焊接应力在空间的方向可分为单向、双向和三向应力。
一般来说,焊接残余应力属于单向应力的情况是很少的。薄板对接时,可以认为是双向应力;大厚度焊件的焊缝,三个方向焊缝的交叉处以及存在裂纹、夹渣等缺陷处通常出现三向应力。三向应力使材料的塑性降低、容易导致脆性断裂,是一种最危险的应力状态。
二、焊接残余应力的分布
1.薄板残余应力的分布
薄板焊接件焊接残余应力的分布在厚度不大的焊接结构中残余应力基本上是双向的,厚度方向的残余应力很小。只有在大厚度的焊接结构中,厚度方向的应力才能达到较高的数值。
(1)纵向残余应力的分布
如图5-3所示为长板对接焊后横截面上的纵向应力σx即沿焊缝方向应力的分布图。低碳钢、普通低合金钢和奥氏体钢焊接结构中,焊缝及其附近的压缩塑性变形区的σx为拉应力,其数值除焊件尺寸过小外,一般达到材料的屈服点σx。在自由状态下焊接钛合金和铝合金构件,σx与焊接规范有关,一般为0.5~0.8。
圆筒环形焊缝所引起的纵向(沿圆筒切向)应力的分布规律与平板对接焊缝有所不同,如图5-4所示。其数值取决于圆筒直径、厚度以及焊接压缩塑性变形区的宽度,一般环缝上的纵向应力σx随圆筒直径的增大而增大,同时随塑性变形区的扩大而降低。圆筒直径越大,σx的分布也越与平板对焊焊缝相似。
(2)横向残余应力的分布
横向残余应力即垂直于焊缝方向的应力σy,为焊缝及其附近塑性变形区的纵向收缩引起的σ′y和因焊接方向和焊接顺序不同所引起的σ″y两方面的合成。如图5-5所示,平板对接时,焊缝截面中心σ′y上的在焊缝两端的应力为压应力,在焊缝中间的为拉应力,并且与对接焊缝的长度有关。
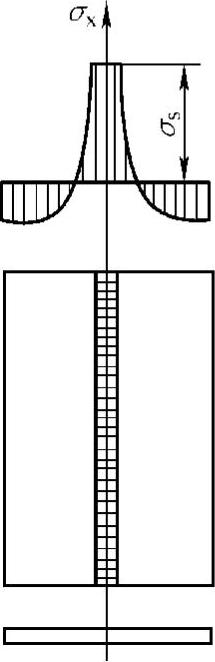
图5-3 长板对接焊后截面上的纵向应力σx的分布(https://www.xing528.com)
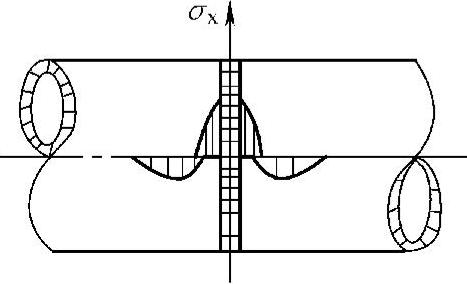
图5-4 圆筒环形焊缝的纵向应力σx的分布
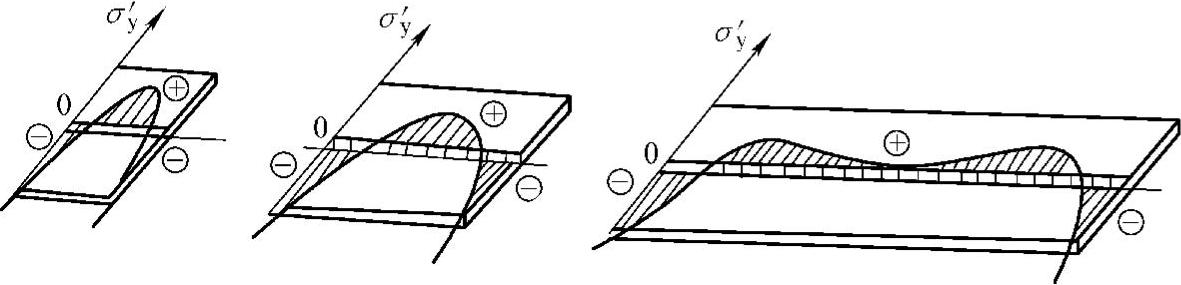
图5-5 不同长度平板对接焊时的σ′y分布
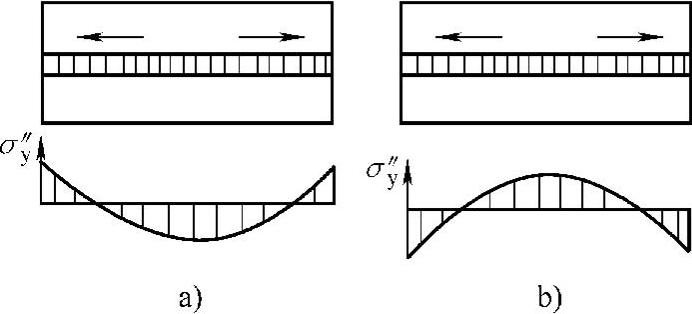
图5-6 不同焊接方向时的σ″y分布
a)由中心向两端 b)由两端向中心
如图5-6所示,按图5-6a中箭头方向焊接时,在焊缝两端为拉应力,σ″y在焊缝中间为压应力;若按图5-6b箭头方向焊接时,σ″y的分布正好与图5-6a情况相反。σy为σ′y和σ″y两者的叠加。一般分段焊法的σy有多次正负变化,拉应力峰值高于直通焊。
2.厚板焊接件焊接残余应力的分布
厚板焊接接头中除纵向和横向残余应力外,还存在厚度方向的残余应力σz,σz在厚度方向上的分布状况与焊接工艺方法密切相关。
在多层焊时,焊缝表面的σx和σy比中心部位大,σz数值与σx和σy相比较小,可能为压应力,也可能为拉应力。如图5-7所示为25mm厚低碳钢厚板、V形坡口、多层焊残余应力的分布。σy在焊缝根部大大超过屈服点σs。这是由于每焊一层,产生一次角变形,根部多次拉伸塑性变形的积累造成应变硬化,使应力不断上升所致。严重时,甚至因塑性耗竭导致焊缝根部开裂。如果焊接时,限制焊缝的角度变形,则焊缝根部出现压应力。σy的平均值和测量点与其在焊缝长度方向上的位置有关。但其表面大于中心的趋势是相似的。
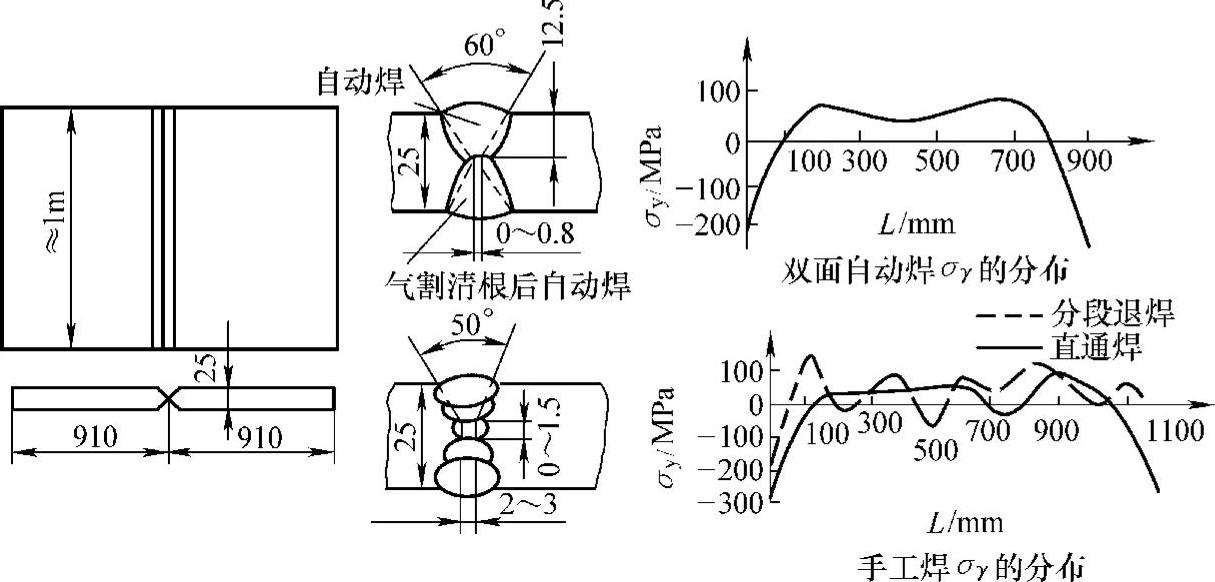
图5-7 厚板多层焊中沿厚度方向上的内应力分布
3.在拘束状态下焊接残余应力的分布
与自由状态不同,如图5-8中,板的对接焊缝中段的横向收缩因受到框架的阻碍,将出现附加的横向应力σf。这部分应力在整个框架上平衡,故称为反作用内应力。反作用内应力σf与σy(自由状态时的横向应力)叠加形成以拉应力为主的应力分布。
4.相变残余应力分布
焊接高强度钢时,热影响区和与母材金属化学成分相近的焊缝金属发生奥氏体转变为马氏体的相变,比容增大。由于相变温度较低,此时材料已处于弹性状态,焊件中将出现相变应力σmx,与σx相叠加后,相变区的残余应力可能为压应力。
图5-9所示为焊接相变对焊接残余应力分布的影响。相变时的体积膨胀不仅会在长度方向上引起纵向压缩相变应力σmx,还会在厚度方向上引起压缩相变应力σmz。两个方向的相变膨胀,可以在某些部位引起相当大的横向拉伸相变应力σmy。这是产生冷裂纹的原因之一。
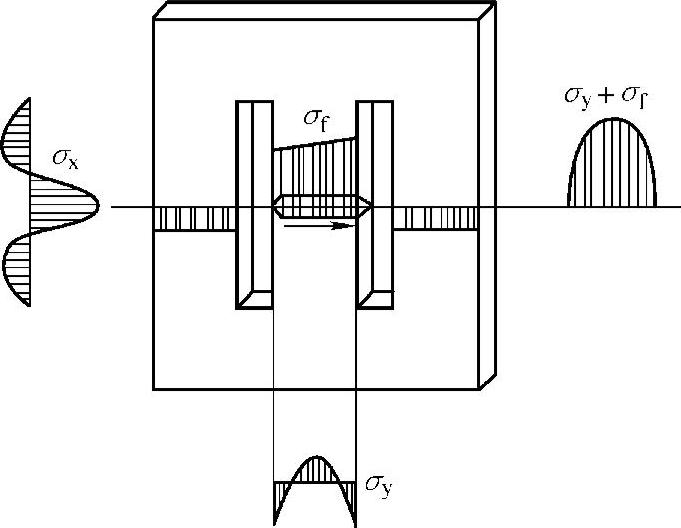
图5-8 拘束状态下焊接应力的分布
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。