



氩弧焊的焊接过程如图3-76所示。
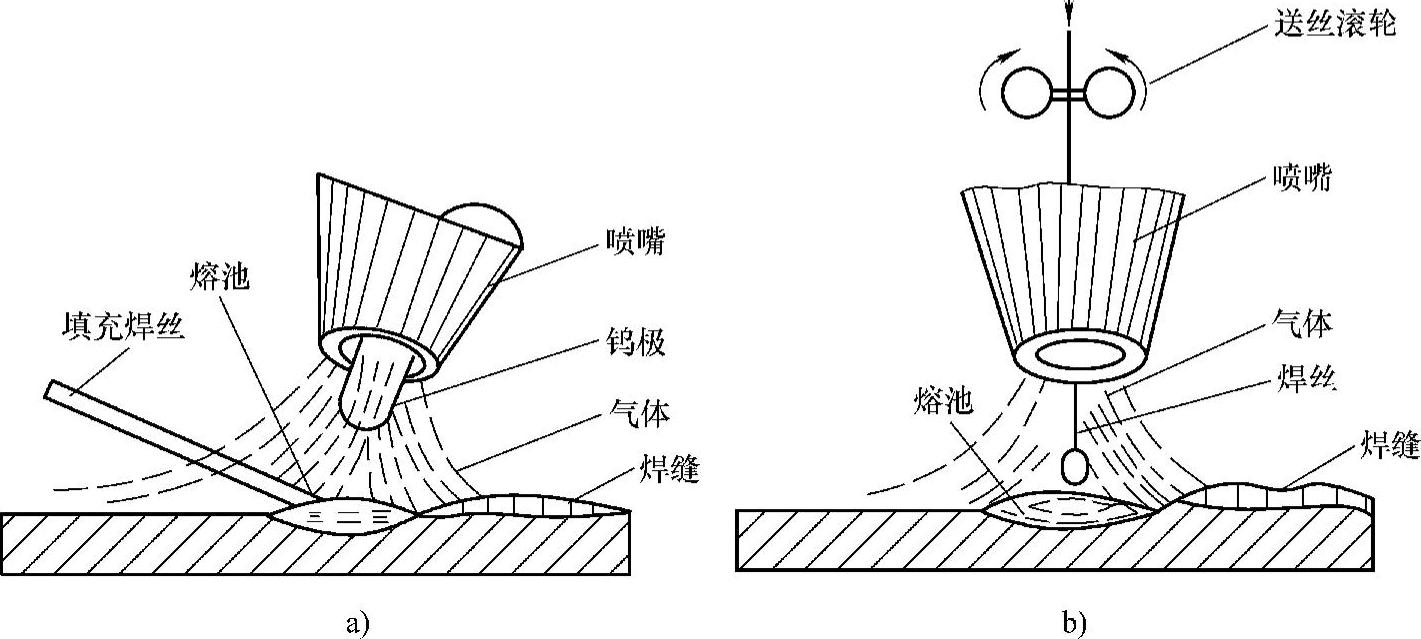
图3-76 氩弧焊示意图
a)钨极氩弧焊;b)熔化极氩弧焊
从焊枪喷嘴中喷出的氩气流,在电弧区形成严密的保护气层,将电极和金属熔池与空气隔绝。同时利用电极(钨极或焊丝)与焊件之间产生的电弧热量,来熔化附加的填充焊丝或自动给送焊丝基本金属,待液态熔池金属凝固后即形成焊缝。
由于氩气是一种惰性气体,它不与金属起化学反应,被焊金属中的合金元素不会氧化烧损,而且在高温时不熔解于液态金属中,使焊缝金属不易产生气孔。同时,氩气对电弧和熔池的保护是有效和可靠的,可以得到较高的焊接质量。
一、氩弧焊的特点
氩弧焊与其他电弧焊方法比较,其特点如下。
1)焊缝性能优良:由于氩保护性能优良,不必配制相应的焊剂或熔剂,基本上是金属熔化和结晶的简单过程,因此能获得较为纯净及高质量的焊缝。
2)焊接变形与应力小:因为电弧受氩气流的冷却和压缩作用,电弧的热量集中,且氩弧的温度又很高,故热影响区很窄。焊接变形与应力倾向小,特别适宜于焊接很薄的材料。
3)可焊的材料范围很广:几乎所有的金属材料都可进行氩弧焊,特别适宜焊接化学性质活泼的金属和合金。通常多用于焊接铝、镁、钛、铜及其合金,不锈钢以及耐热钢等。
4)易于实现机械化:由于是明弧焊,便于观察与操作,尤其适用全位置焊接,并容易实现焊接的机械化和自动化。
5)成本高。
6)电势高,引弧困难。
7)产生的紫外线是焊条电弧焊的5~10倍。
二、应用范围
目前,钨极氩弧焊已广泛应用于飞机制造、原子能、化工、纺织等工业中。由于氩气的保护,隔离了空气对熔化金属的有害作用,可焊接易氧化的有色金属及其合金、不锈钢、高温合金和钛及钛合金等。由于钨极的载流能力有限,电弧功率受到限制,致使焊缝熔深浅,焊接速度低,所以钨极氩弧焊一般只适于焊接厚度小于6mm的焊件或管道的打底焊接。
三、钨极氩弧焊的焊接参数
钨极氩弧焊的焊接参数有:电流种类和极性、钨极直径、焊接电流、电弧电压、氩气流量、焊接速度、喷嘴直径等。
1.电流种类和极性
钨极氩弧焊的电流种类和极性应根据被焊工件材料进行选择,见表3-6。
表3-6 电流种类和极性的选用表(https://www.xing528.com)

2.钨极直径
主要按焊件厚度来选取钨极直径。另外,在被焊材料厚度相等时,因使用的电流种类和极性不同,钨极的允许电流也不一样,所以采用的钨极直径也不相同。如果钨极直径选择不当,将造成电弧不稳,严重烧损和焊缝夹钨等缺陷。
3.焊接电流
当钨极直径选定后,再选择适用的焊接电流。过大或过小的焊接电流都会使焊缝成形不良或产生焊接缺陷。各种直径的钍(铈)钨极允许使用的电流范围见表3-7。
表3-7 各种直径的钍(铈)钨极允许使用的电流范围

4.电弧电压
电弧电压主要是由弧长来决定的,弧长增加,焊缝宽度增加,熔深稍减小。电弧太长时,容易引起未焊透及咬边等缺陷,保护效果也不好;电弧太短时很难看清熔池,送丝时容易碰到钨极引起短路,使钨极受污染,加大钨极烧损,还容易夹钨。故通常使弧长近似等于钨极直径。
5.氩气流量
可根据钨极直径及喷嘴直径来选择氩气流量。对于一定孔径的喷嘴,选用氩气流量要适当。如果流量过大,则气体流速增大,难以保持稳定的层流,对焊接区的保护作用不利,同时带走电弧区的热量也多,影响电弧稳定燃烧。流量过小时容易受到外界气流的干扰,以致降低气体保护效果。通常氩气流量在3~20L/min。
随着焊接速度和弧长的增加,气体流量也相应增加;钨极伸出长度增加时,气体流量也应增加。一般情况下,可按下式计算氩气流量
Q=(0.8~1.2)D
式中 Q——氩气流量(L/min);
D——喷嘴直径(mm)。
6.焊接速度
在一定的钨极直径、焊接电流和氩气流量的条件下,焊速过快,会使保护气流偏离钨极与熔池,从而影响气体保护效果,并且焊速显著影响焊缝形状,因此应选择合适的焊接速度。
7.喷嘴直径
喷嘴直径对焊接过程及气体保护效果有不同程度的影响,所以应按具体的焊接要求选定。一般喷嘴直径在5~20mm范围选用。
8.喷嘴至工件间距离
喷嘴至焊件间的距离以不超过15mm为宜,钨极伸出喷嘴的长度为3~4mm,填充焊丝直径应根据焊件厚度而选择。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。