



埋弧焊是电弧在焊剂层下燃烧进行焊接的方法。埋弧焊时,电弧热将焊丝端部及电弧附近的母材和熔剂熔化,熔化的金属形成熔池,凝固后成为焊缝,熔融的焊剂形成熔渣,凝固成为渣壳覆盖于焊缝表面,如图3-74所示。
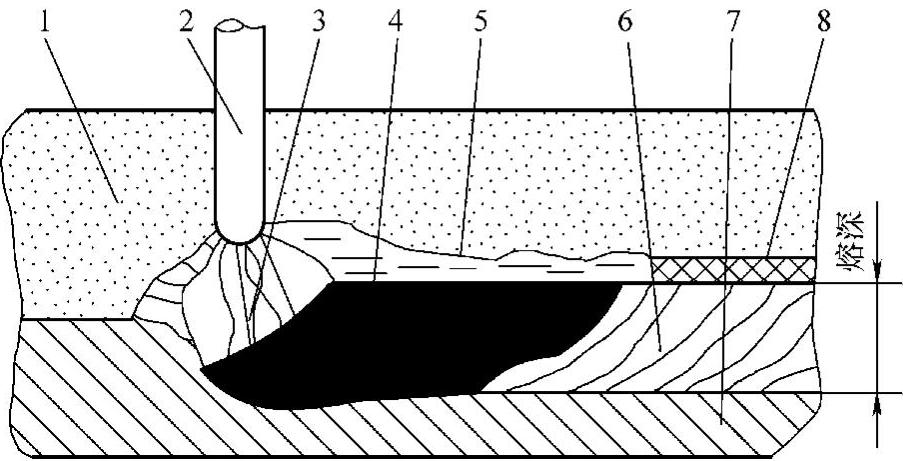
图3-74 埋弧焊过程示意图
1—焊剂 2—焊丝 3—电弧 4—熔池金属 5—熔渣 6—焊缝 7—焊件 8—渣壳
一、埋弧焊的特点
1.埋弧焊的优点
1)生产率高:埋弧焊时焊接电流大,则电流密度高,见表3-5。由于熔渣的隔热作用,热效率高,这样熔深大。单丝埋弧焊在焊件开I形坡口的情况下,熔深可达20mm。同时埋弧焊焊接速度快,厚8~10mm钢板对接,单丝埋弧焊焊接速度可达50~80cm/min,而焊条电弧焊仅为10~13cm/min。为提高生产率,还可应用多丝埋弧焊,如双丝焊、三丝焊等。
表3-5 焊接电流、电流密度对比

2)焊接接头质量好:由于焊剂的存在,保护了电弧及熔池,避免了环境的影响,而且熔池凝固缓慢,熔池中冶金反应充分,对防止气孔、夹渣、裂纹的产生很有利。同时通过焊剂可向熔池渗合金,提高焊缝金属的力学性能。可以说,在电弧焊的各种焊接方法中,埋弧焊的质量最好。
3)自动调节:埋弧焊时,焊接参数可自动调节、保持稳定,这样既保证了焊缝质量,又减轻了焊工的劳动强度。
4)劳动条件好:由于是埋弧,没有电弧光辐射,焊工的劳动条件较好。
2.埋弧焊的不足
由于埋弧,电弧与坡口的相对位置不易控制。必要时应采用焊缝自动跟踪装置,防止焊偏;由于使用颗粒状焊剂,非平焊位置不易采用埋弧焊,若采用埋弧焊,则应有特殊的工艺措施,如使用磁性焊剂等;不适于厚度小于1mm的薄板焊接。
3.应用范围
由于埋弧焊具有上述优点,它广泛地应用于工业生产的各个部门和领域,如金属结构、桥梁、造船、铁路车辆、工程机械、化工设备、锅炉与压力容器、冶金机械、武器装备等,是国内外焊接生产中最普遍的焊接方法。
埋弧焊还可以在基体金属表面上堆焊,提高金属的耐磨、耐腐蚀性能。
埋弧焊除广泛应用于碳素钢、低合金结构钢、不锈钢、耐热钢等的焊接外,还可以焊接镍基合金、铜合金,使用无氧焊剂还可以焊接钛合金。
二、埋弧焊的焊接参数
埋弧焊的焊接参数主要有:焊接电流、电弧电压、焊接速度、焊丝直径和焊丝伸出长度等。
1.焊接电流
当其他参数不变时,焊接电流对焊缝形状和尺寸的影响如图3-75所示。(https://www.xing528.com)

图3-75 焊接电流对焊缝成形的影响示意图
一般焊接条件下,焊缝熔深与焊接电流成正比
H=KaI
式中 H——焊接熔深;
I——焊接电流;
Ka——比例系数,由电流种类、极性、焊丝直径以及焊剂等来决定。
从图3-75中可以看出,随着焊接电流的增加,熔深和焊缝余高都有显著增加,而焊缝的宽度变化不大。这是由于焊接电流增加时,电弧产生的热量也增加,传给焊件的热量也增加,电弧对熔池的作用力也相应在增强,所有熔深相应随之增加。同时,随着焊接电流的增加,焊丝的熔化量也相应增加,这就使焊缝的余高增加。反之,则熔深和余高都减小。但是,当焊接电流太大时,由于熔深较深,而焊缝宽度变化不大,会使熔池中的气体和夹杂物上浮及逸出困难,焊缝易产生气孔、夹渣和裂纹等缺陷。因此为了提高焊接质量,在增加焊接电流的同时,必须相应地提高电弧电压,以保证相应的焊缝宽度。
2.电弧电压
当其他参数不变时,随着电弧电压的增加,焊接宽度明显增加,而熔深和焊缝余高则有所下降。这是由于电弧电压与电弧长度成正比,电弧电压的增加,也就是电弧长度的增加,这样焊件被电弧加热的面积也增加,结果使焊缝的宽度增加。同时电弧长度的增加,会使较多的热量用来熔化焊剂,而焊丝的熔化量没有增加,并且熔化的焊丝要分配在较大的面积上,所以焊缝的余高会降低。另外,由于弧长的增加,电弧摆动作用会加剧,电弧对熔池的作用力相对减弱,从而使焊缝熔深变小。但是电弧电压太大时,不仅使熔深变小,产生未焊透,而且会导致焊缝成形差、脱渣困难,甚至产生咬边等缺陷。所以在增加电弧电压的同时,还应适当增加焊接电流。
3.焊接速度
当其他焊接参数不变而焊接速度增加时,焊接热输入量相应减小,从而使焊缝的熔深也减小。同时,焊缝单位长度内所得到的焊丝熔化量减少,所以焊缝的宽度及余高也相应地减小,焊接速度太大会造成未焊透等缺陷。为保证焊接质量,必须保证一定的焊接热输入量,即为了提高生产率而提高焊接速度的同时,应相应提高焊接电流和电弧电压。
4.焊丝直径与伸出长度
1)焊丝直径:当其他焊接参数不变而焊丝长度增加时,弧柱直径随之增加,即电流密度减小,会造成焊缝宽度增加,熔深减小。反之,则熔深增加,焊缝宽度减小。
2)焊丝伸出长度:当其他焊接参数不变而焊丝长度增加时,电阻也随之增大,伸出部分焊丝所受到的预热作用增加,焊丝熔化速度加快,结果使熔深变浅,焊缝余高增加,因此需控制焊丝伸出长度,不宜过长。
5.焊丝倾角
焊丝的倾斜方向分为前倾和后倾。倾角的方向和大小不同,电弧对熔池的力和热作用也不同,从而影响焊缝成形。当焊丝后倾一定角度时,由于电弧指向焊接方向,使熔池前面的焊件受到了预热作用,电弧对熔池的液态金属排出作用减弱,而导致焊缝变宽而熔深变浅。反之,焊缝宽度较小而熔深较大,则易使焊缝边缘产生未熔合和咬边,并且使焊缝成形变差。
6.其他
1)坡口形状:当其他焊接参数不变时,增加坡口的深度和宽度时,焊缝熔深增加,焊缝余高和熔合比显著减小。
2)根部间隙:在对接焊缝中,焊件的根部间隙增加,熔深也随之增加。
3)焊件厚度和焊件散热条件:当焊件厚度较厚和散热条件较好时,焊缝宽度会减小,并且余高将增加。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。