



一、奥氏体不锈钢焊条的焊接特点
对于奥氏体不锈钢焊条的立焊焊接,要熟悉各类不锈钢焊条的焊接的特点,特别是应掌握在特定的焊接条件下与碳钢焊条(包括酸性焊条和碱性低氢焊条)的相似处和不同处。只有掌握了这类焊条与其他焊条的不同特点,才能获得奥氏体、铁素体等不锈钢焊条熔池完好的结晶和良好的焊缝成形。
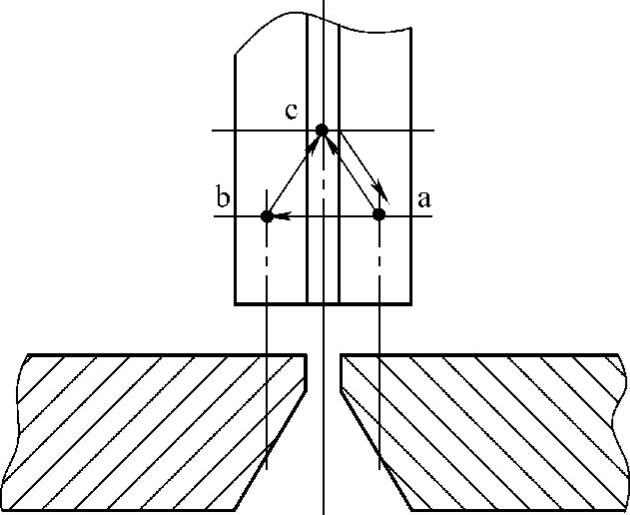
图3-63 E4303(J422)焊条的头层焊接
奥氏体不锈钢焊条,如E347—15(A132)等在焊接时,熔池的体积不能过大。较大的熔池会使熔池的温度上升,造成不锈钢焊缝金属及其热影响区的晶间腐蚀,严重时会产生裂纹。上述的要求又与焊接的操作发生矛盾,因为在施焊时,如果焊接电流强度较小,就会对走弧造成困难,就很难进行焊接并形成熔池。另一方面由于不锈钢的电导率较小,在焊接时电阻较大,如果焊接电流强度稍大,采用连续焊接时,焊条燃烧一半之后会迅速变红,使熔滴迅速地向母材过渡,失去控制,造成不规则的焊缝形状。
为了避免上述问题的产生,使熔池能够顺利地形成,在正常焊接时,如当坡口宽度为8mm、坡口深度为7mm左右,可采用适中的焊接电流、间断熄弧的方法进行焊接。
气孔是不锈钢焊接常见的缺陷,它的产生极大地影响焊接质量。引起气孔的原因有很多,如对焊条的烘干处理不当、焊件本身有油和锈等、熔池中进入空气或水蒸气、焊条角度不正确、使用长弧对熔池进行吹扫等。
对焊条的烘干处理要根据焊条的型号和焊条的产品说明书进行处理。如E347—15(A132)焊条的烘干温度在200℃并保温1~2h,在使用过程中要放在保温筒内进行保温。在施焊之前应对坡口两侧的油污进行清理,对锈蚀和飞边用砂轮进行手工打磨。
二、焊件实例:奥氏体不锈钢焊条单面焊双面成形的封底焊接
以E347—15(A132)焊条的封底焊接为例,在板厚8mm、坡口预留钝边1mm、坡口夹角为60°、对接间隙为3mm、焊条直径为ϕ3.2mm时,可在95~110A之间调出合适的焊接电流强度。一般焊接电流强度的大小为熔池能够得到控制和熔池顺利形成即可。
焊接工艺如下。(https://www.xing528.com)
当电弧引着之后,先在坡口的底部用断续熄弧并引弧的方法形成熔池。然后采取合理的运条方法控制熔池的表面积,并形成较平的熔池表面。
在不锈钢的立焊焊接操作中,可分为两种运条方法。一种是连弧,即进行连续的走弧焊接。这种运条方法也适于其他各种位置的焊接。如果操作者使用连弧的方法对熔池的控制难以掌握,形成的焊缝中凹外凸,而且焊缝的两侧含有较深的夹渣,在施焊时焊缝金属出现大面积的下塌和焊瘤,可采用第二种运条方法,即挑弧的方法。
挑弧方法可分为长弧和短弧两种。E4303(J422)焊条的焊接可使用长弧或短弧挑弧焊接,如在立焊焊接中出现熔池失去控制的情况,可使用长弧挑弧焊接。但碱性低氢焊条必须采用短弧焊接。在不锈钢焊条的焊接中,可根据熔池下坠的程度和不锈钢熔池形成的特点,以间断熄弧的形式进行焊接。即在坡口底部形成熔池之后迅速熄弧,然后根据熔池温度的变化,再在坡口的一侧起弧。
当焊缝金属的颜色由赤红变成暗红并逐渐加深时,焊条应直触坡口内部刚刚凝固的焊缝金属起弧,然后要压低电弧以短弧迅速进入熔池。如果电弧过长,由于电弧的停留时间较长,不仅在触弧时会使熔池的温度骤然增加,而且还会使熔池的体积扩大形成坠瘤。使用长弧还会卷入空气使焊缝形成气孔。
如图3-64所示,当电弧在c点引着之后,迅速带弧沿ca线到坡口一侧的a点,并迅速将电弧向坡口边部做微小的摆动,在a点外边沿形成较平的焊缝,这时再迅速沿ab连线带弧到ab之间的中间后迅速熄弧。在以上连续的焊接中,要求整个动作过程的时间要短,并在ca之间形成焊肉。在上述的焊接中,熔池是在较短的时间内完成的,也就是说,焊缝金属与母材是在熔池的温度速增和速降的情况下得到熔合的。
如图3-64所示,在ca之间形成焊肉并熄弧后,当c点的颜色逐渐加深时,迅速引弧并在c点处做微微摆动,然后沿cb一侧带弧至b点,形成熔池后再将电弧带向b、a两点之间,再按上述相同的方法进行焊接。
对不锈钢焊条的焊接熔池的观察和对其温度的判断要有别于FA303(J422)~E5016(J506)碱性低氢焊条。若仍然像观察碳钢焊条的熔池并判断其温度,当熔池的颜色相同时,不锈钢焊条熔池的温度要高得多,控制不好就会使液态的焊缝金属迅速下坠。在不锈钢焊条的焊接过程中,如果一旦发现熔池的颜色有显著的变化,就应立即采取熄弧的措施使熔池的温度降低。头层焊完成之后,应清除药皮熔渣。如有较深的夹渣点,应在砂轮打磨后再进行封面焊接。
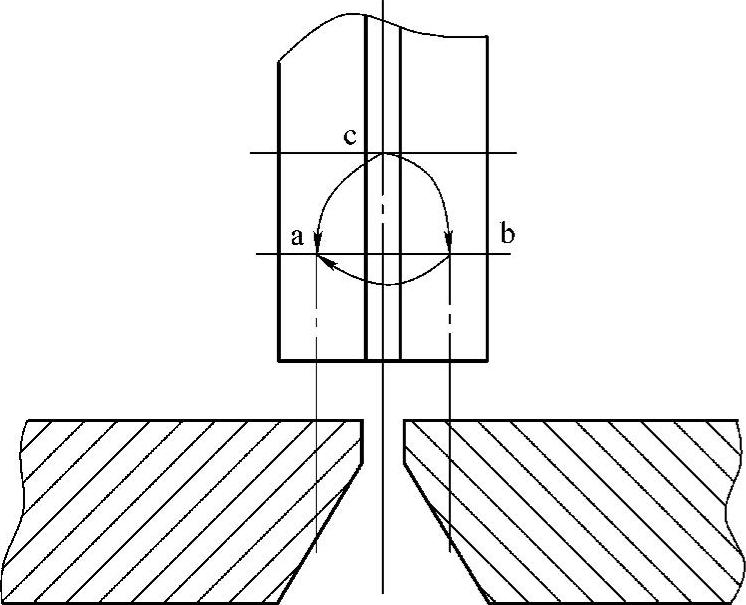
图3-64 不锈钢的立焊示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。