



在焊接过程中,为求获得良好的焊缝成形,焊条需要不断地运动。焊条的运动称为运条。运条是电焊工操作技术水平的具体表现。焊缝质量优劣、焊缝成形的良好与否,与运条有直接关系。
一、运条的基本动作
运条由3个基本运动合成,分别是焊条的送进运动、焊条的横向摆动运动和焊条沿焊缝移动运动,如图3-3所示。
1.焊条的送进运动
焊条的送进运动主要用来维持所要求的电弧长度。由于电弧的热量熔化了焊条端部,电弧会逐渐变长,有熄弧的倾向。要保持电弧继续燃烧,必须将焊条向熔池送进,直至整根焊条焊完为止。为保证一定的电弧长度,焊条的送进速度与焊条的熔化速度相等,否则会引起电弧长度的变化,影响焊缝的熔宽和熔深。
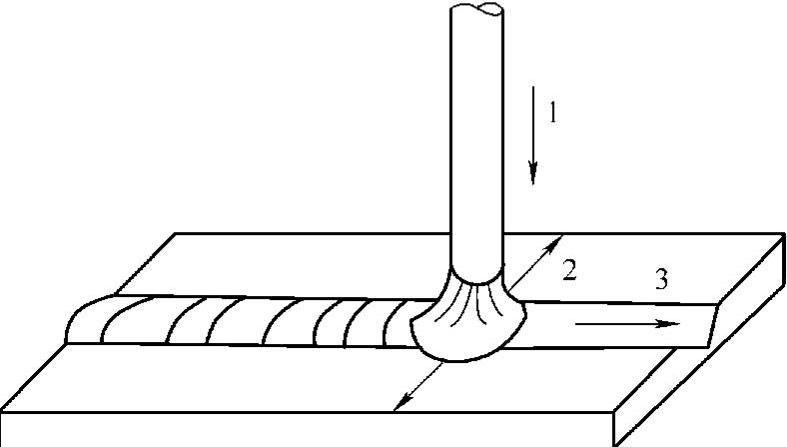
图3-3 运条的3个基本运动
1—焊条的送进 2—焊条的摆动 3—沿焊缝移动
2.焊条的摆动和沿焊缝移动
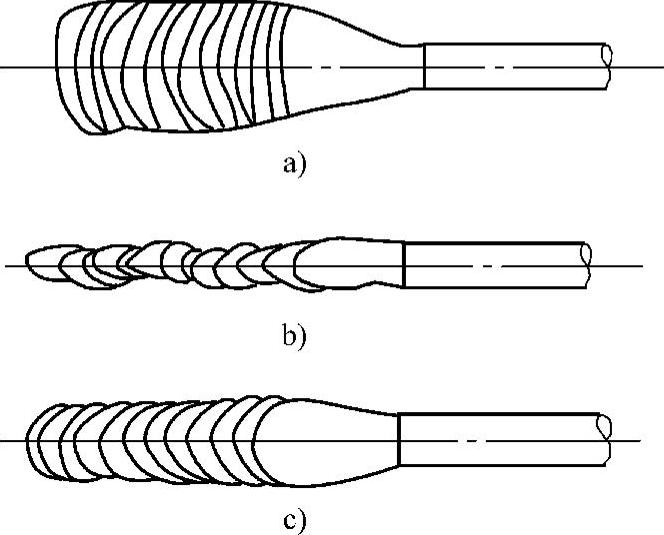
焊条的摆动和沿焊缝移动这两个动作是紧密相连的,而且变化较多、较难掌握。通过摆动和移动的复合动作获得一定宽度、高度和熔透度的焊缝,使得焊缝成形良好。所谓焊接速度即单位时间内完成的焊缝长度。如图3-4所示为焊接速度对焊缝成形的影响。若焊接太慢,会焊成宽而局部隆起的焊缝;太快,会焊成断续细长的焊缝;当焊接速度适中时,才能焊成表面平整,焊波细致而均匀的焊缝。
二、运条手法
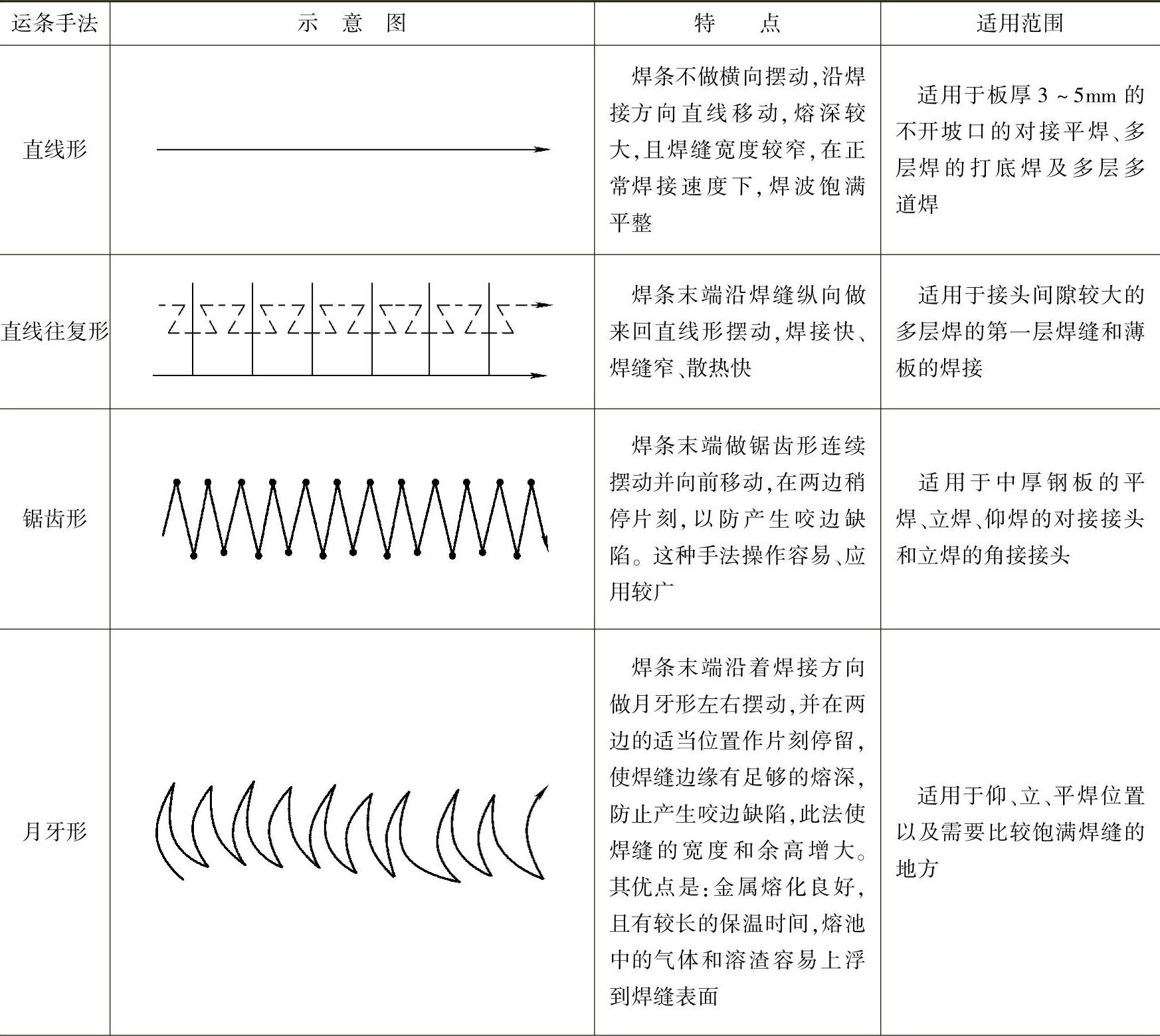
采用哪一种运条手法应根据接头的形式和间隙、焊缝的空间位置、焊条直径与性能、焊接电流及焊工的技术水平等方面来确定。焊条电弧焊常见的运条手法如表3-3所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图3-4 焊缝速度对焊缝成形的影响
a)太慢 b)太快 c)适中
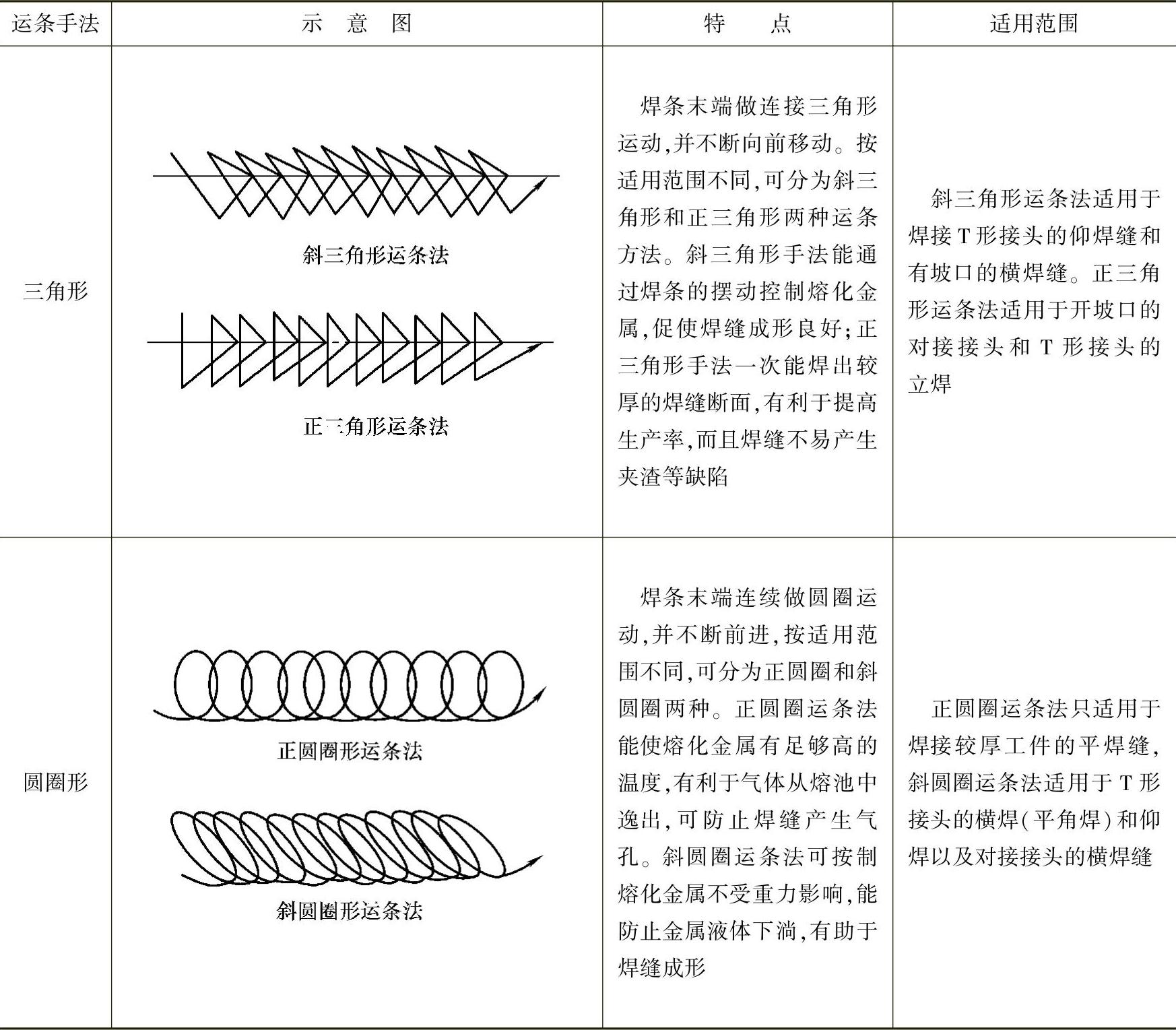
表3-3 焊条电弧焊常见的运条手法
(续)
三、各种长度焊缝的焊接方法
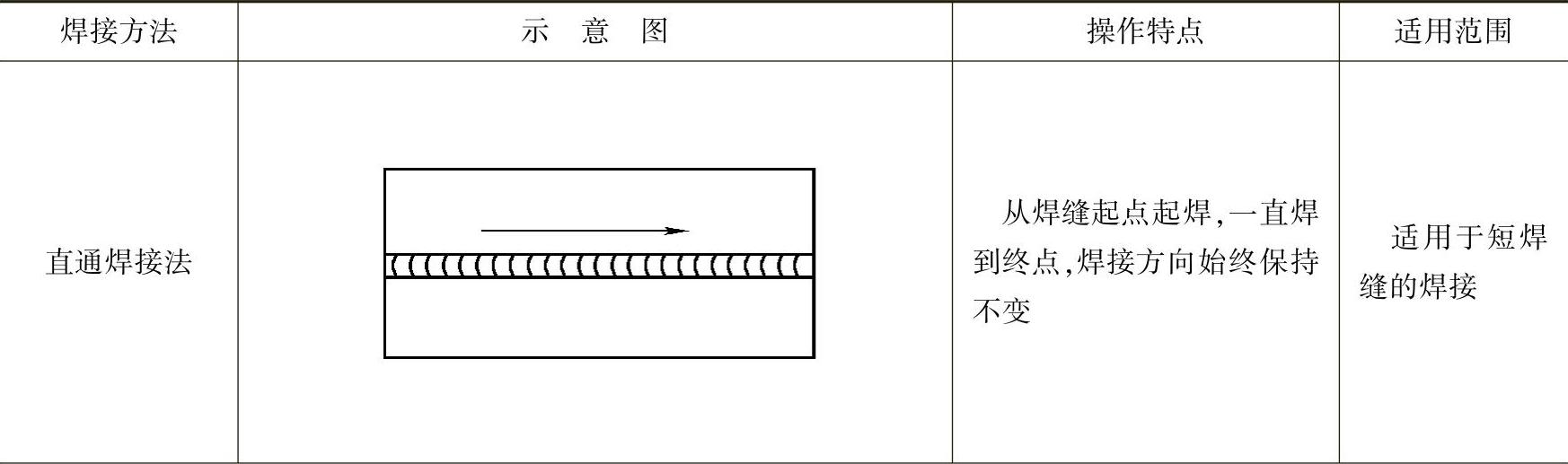
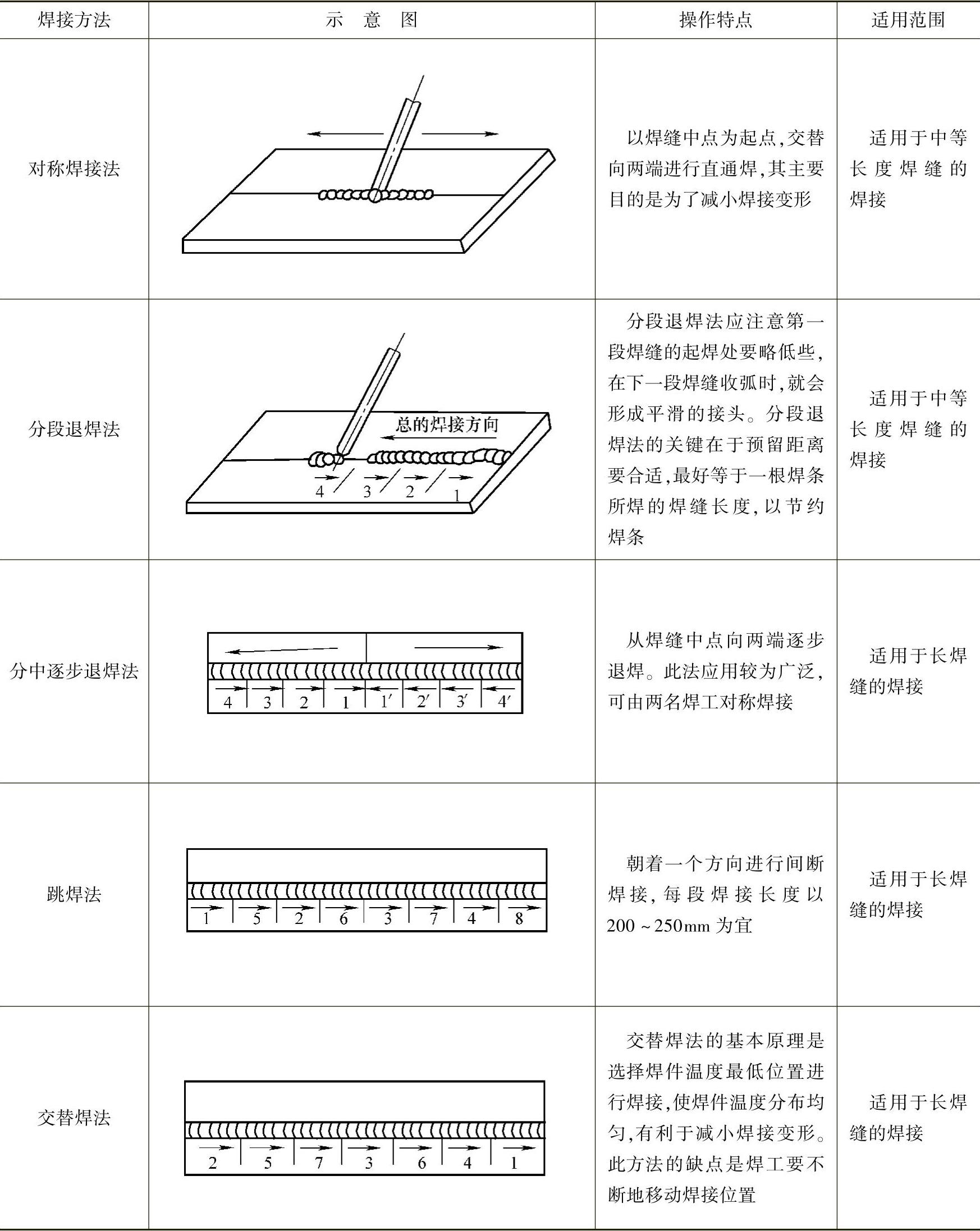
由于受焊条长度的限制,焊条电弧焊是断续进行的,在焊接金属结构时,为了保证焊缝的连续性,减小焊接变形,根据焊缝长度不同,所要采用的焊接顺序也就有所不同。一般500mm以下的焊缝为短焊缝;500~100mm以内的焊缝为中等长度焊缝;1000mm以上的焊缝为长焊缝。常用的长度焊缝的焊接方法见表3-4。
表3-4 各种长度焊缝的焊接方法
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。