



一、引弧
引弧即产生电弧。焊条电弧焊采用低电压、大电流放电产生电弧,引弧是依靠电焊条瞬时接触工件即焊条端部与焊件表面接触形成短路实现的。引弧的方法有两种:碰击法和擦划法,如图3-1所示。
1.碰击法
碰击法即将焊条与工件保持一定距离,然后垂直落下,使之轻轻敲击工件,发生短路,再迅速将焊条提起、产生电弧的引弧方法。碰击法引弧时,要将焊条末端对准待焊处,轻轻敲击后将焊条提起,使弧长为0.5~1倍的焊条直径,然后开始正常焊接。
碰击法的特点是:引弧点即焊缝的起点,从而避免母材表面被焊条划伤。碰击法主要用于薄板的定位及焊接、不锈钢板的焊接、铸铁的焊接和狭小工作表面的焊接。但碰击法对于初学者较难掌握,焊条提起动作太快并且过高,电弧易熄灭;动作太慢,会使焊条粘在工件上,当焊条一旦粘在工件上时,应迅速将焊条左右摆动,使之分离,若仍不能分离时,应立即松开焊钳并切断电源,以防短路时间过长而损坏电焊机。碰击法适用于全位置焊接。
2.擦划法
擦划法也称线接触法或称摩擦法。擦划法是将焊条末端在坡口上滑动,成一条线,当焊条端部接触时发生短路,因接触面很小,温度急剧上升,在熔化前,将焊条提起,产生电弧的引弧方法。擦划法引弧时,焊条末端应对准待焊处,然后用手腕扭转,使焊条在焊件上轻微划动,划动长度一般在20~25mm,当电弧引燃后的瞬间,使弧长为0.5~1倍的焊条直径,并迅速将焊条端部移至待焊处,稍作横向摆动即可。
擦划法的特点是:初学者容易掌握,但如果掌握不当,容易损坏焊件表面,造成焊件表面电弧划伤。擦划法不适于在狭小的工作面上引弧,主要用于碳钢焊接、厚板焊接,多层焊焊接的引弧。
引弧技术要求,在引弧处,由于钢板温度较低,焊条药皮还没有充分发挥作用,会使引弧点处焊缝较高,熔深较小,易产生气孔,所以在焊缝起始点后面10mm处引弧,如图3-2所示。引燃电弧后拉长电弧,并迅速将电弧移至焊缝起点进行预热。预热后将电弧压短,酸性焊条的弧长等于焊条直径,碱性焊条弧长应为焊条直径的0.5倍左右,进行正常焊接。采用这种方法引弧,即使在引弧处产生气孔,也能在电弧第二次经过时,将这部分金属重新熔化,使气孔消除,并不会留下引弧伤痕。为了保证焊缝起点处能够焊透,焊条可做适当摆动,并在坡口根部两侧稍加停顿,以形成一定大小的熔池。
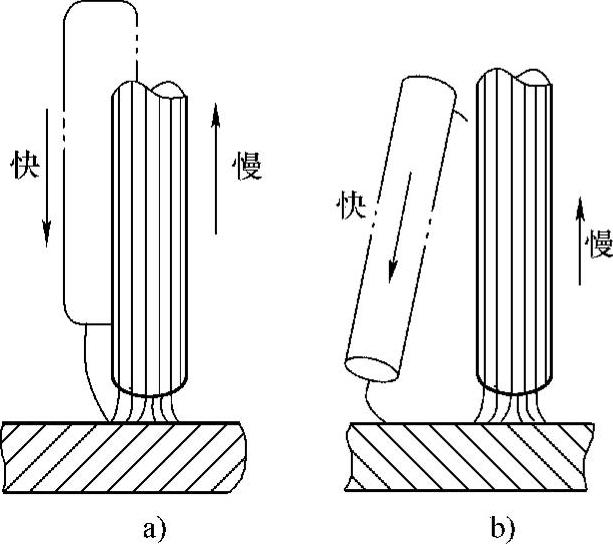
图3-1 引弧方法
a)碰击法;b)擦划法
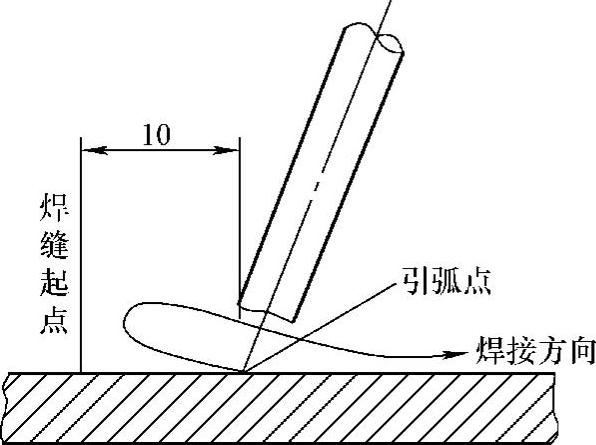
图3-2 引弧点的选择
引弧对焊接质量有一定的影响,往往由于引弧不当而造成始焊处的缺陷。在引弧时应满足以下技术要求。(https://www.xing528.com)
1)工件坡口处无油污、锈斑,以免影响导电能力和防止熔池产生氧化物。
2)引弧在焊条末端与焊件接触时,焊条提起时间要适当。太快,气体未电离,电弧可能熄灭;太慢,则使焊条和工件粘合在一起,无法引燃电弧。
3)焊条端部要有裸露部分,以便引弧。若焊条端部裸露不均,则应在使用前用锉刀加工,防止在引弧时,碰击过猛使药皮成块脱落,引起电弧偏吹和引弧瞬间保护不良。
4)引弧位置应选择适当,开始引弧或因焊接中断重新引弧,一般均应在离始焊点后面10~20mm处引弧,然后移至始焊点,待熔池熔透再继续移动焊条,以消除可能产生的引弧缺陷。
二、收弧
1.收弧技术要求
当一条焊缝在焊接结束时,采用正确的中断电弧的方法称为收弧。如果焊缝收尾时采用立即拉断电弧的方法,则会形成低于焊件表面的弧坑,容易产生应力集中和减弱接头强度,导致产生弧坑裂纹:疏松、气孔、夹渣等现象。因此焊缝完成时的收尾动作不仅是熄灭电弧,而且要填满弧坑。
2.收弧方法
焊条电弧焊常用的收弧方法有以下几种。
1)划圈收弧法。当焊条移至焊缝终点时,做圆圈运动,直到填满弧坑再拉断电弧。这种收弧方法主要适用于厚板焊件。
2)反复断弧收弧法。收弧时,焊条在弧坑处反复熄弧、引弧数次,直到填满弧坑为止。此法一般适用于薄板和大电流焊接,但碱性焊条不宜采用,因为这种收弧方法易产生气孔。
3)回焊收尾法。当焊条移至焊缝收尾处立即停止,并改变焊条角度回焊一小段。此法适用于碱性焊条。
当换焊条或临时停弧时,应将电弧逐渐引向坡口的斜前方,同时慢慢抬高焊条,使熔池逐渐缩小。当液体金属凝固后,一般不会出现缺陷。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。