



一、等离子弧焊机的组成
等离子弧焊机和氩弧焊机一样,可按操作方式分成手工焊、自动焊两大类。手工焊接设备由焊接电源、控制电路、气路和冷却水等部分组成;自动焊接设备则由焊接电源、焊枪、焊接小车(或转动夹具)控制电路、气路和水冷系统等部分组成。按照等离子弧的电流大小,等离子弧焊机又可分为大电流等离子弧焊机和微束等离子弧焊机两类。两种等离子弧焊机所采用的主电路结构,如图2-16和图2-17所示。等离子弧焊接一般都采用直流电源。具有下降或垂直陡降的整流弧焊电源,都可以作为等离子弧的焊接电源使用。
用纯氩作等离子气时,电源的空载电压只需在65~80V;如果采用含H2量大于7%的氩氢混合气作等离子气时,空载电压要在110~120V。大电流等离子弧焊接,大都是转移型电弧。先将钨极与喷嘴间引燃非转移弧,然后再用小电弧移近焊件,在工件与钨极间建立转移弧。转移弧产生后,即切断非转移弧。如图2-16所示,用串联电阻R的方法,获得非转移弧所需的低电流,故两个电弧可合用一个电源。
焊接电流在30A以下的微束等离子弧焊接,都是采用联合型电弧。焊接过程中,同时要保持转移和非转移两个电弧。因此,这种等离子弧焊机,需要有两个独立的焊接电源,如图2-17所示。
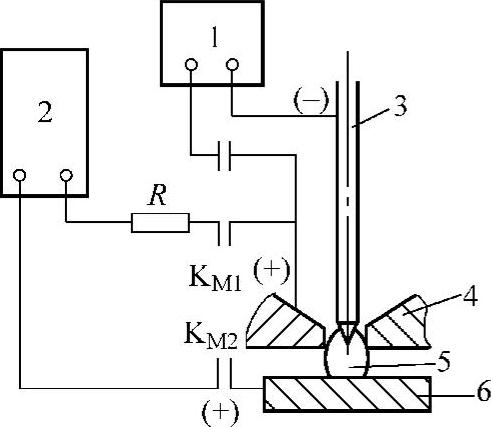
图2-16 大电流等离子弧焊机主电路结构示意图
1—高频发生器 2—弧焊电源 3—电极 4—焊枪喷嘴 5—等离子弧 6—工件KM2、KM1—接触器
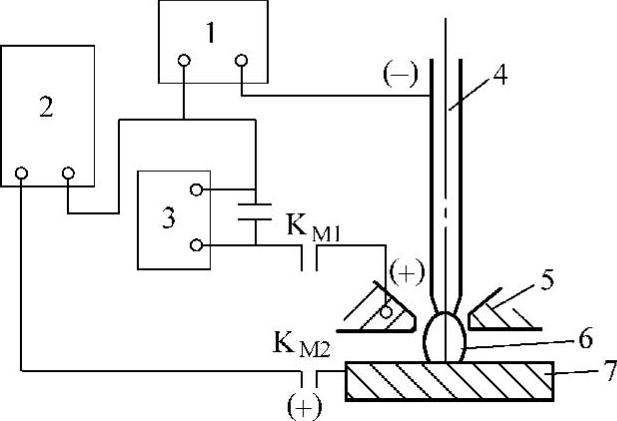
图2-17 微束等离子弧焊机主电路结构示意图
1—高频发生器 2—弧焊电源 3—维弧电源 4—电极 5—喷嘴 6—等离子弧 7—工件KM2、KM1—接触器
二、焊枪
焊枪是等离子弧焊机的重要组成部分,它担负着等离子弧产生的重任。焊枪结构对等离子弧的稳定和焊接质量有直接影响。
1)焊枪结构:焊枪主要由上枪体、下枪体和喷嘴3部分组成。上枪体用来固定电极,主要包括上枪水套、钨极夹持机构、升降杆、调节螺帽等;下枪体用来固定喷嘴,它除了下水套外,主要由进气管和冷却水管(兼导电)组成。喷嘴是一个独立部分等离子弧焊枪的结构示意及喷嘴几何尺寸术语如图2-18所示。
2)压缩喷嘴:压缩喷嘴是等离子弧焊枪的关键部分,它的结构和尺寸对等离子弧性能起着决定性作用。压缩喷有两个主要尺寸:喷嘴孔径dn和孔道长度l0。如图2-19所示是几种常用喷嘴的结构形式。
一般“熔透焊”多采用图2-19a型喷嘴;图2-19b型喷嘴带两个辅助小孔,孔径一般为0.8mm,两小孔距约为6mm。设置小孔起进一步压缩电弧作用,能比单通道喷嘴提高焊速30%~50%,常用于“穿透法”焊接;图2-19c型喷嘴为收敛扩散型,多用于大厚度焊件,具有电弧稳定、不易产生双弧等优点。
喷嘴通道入口锥面的角度,称为压缩角a。它对等离子弧影响不大,但考虑与电极锥角配合,一般应取60°~75°为宜。喷嘴孔径d的大小,决定等离子弧的能量密度,应根据电流和离子气流量来决定。表2-12是等离子弧电流与喷嘴孔径之间的关系。(https://www.xing528.com)
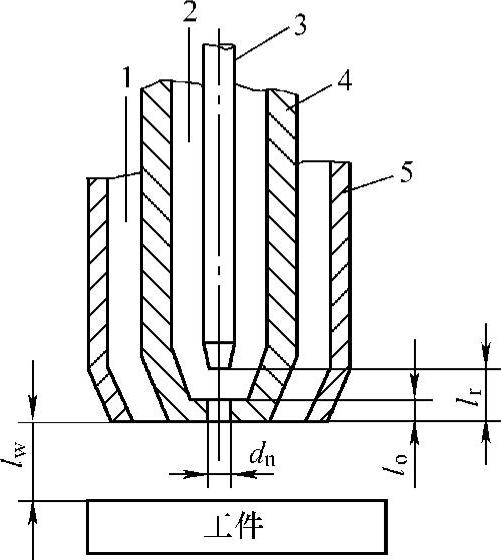
图2-18 等离子弧焊枪及几何尺寸术语
1—保护气通道 2—离子气通道 3—电极 4—喷嘴 5—保护套
dn—喷嘴孔径 lo—喷嘴孔道长度 lr—钨极内缩量 lw—喷嘴与工作距离
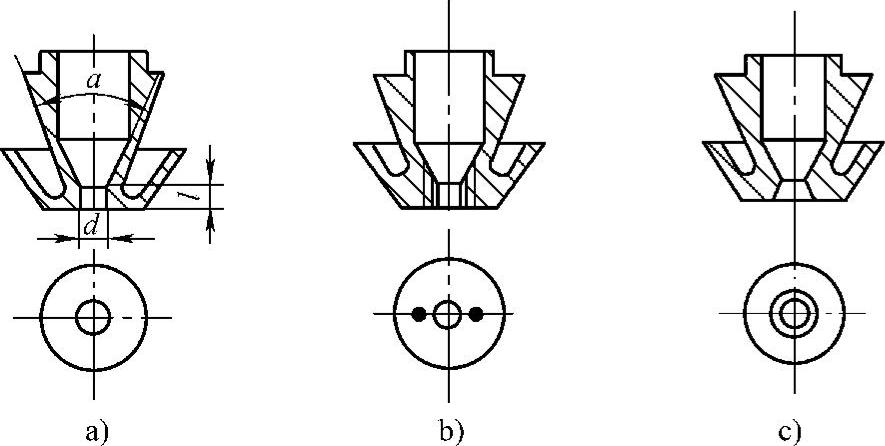
图2-19 几种常用喷嘴结构形式
a)通用型 b)带压缩孔型 c)收剑扩散型
a—压缩角 d—喷嘴孔径 l—喷嘴孔道长度
表2-12 等离子弧电流与喷嘴孔径的关系

孔径确定后,孔道长度I增加,电弧压缩就会增大。常用l/d表示压缩特征,称之为孔道比。孔道比超过一定值时,则易产生双弧。为此,一般小孔径喷嘴的孔道比取1.15~1.3;大孔径喷嘴以取1~1.15为宜。
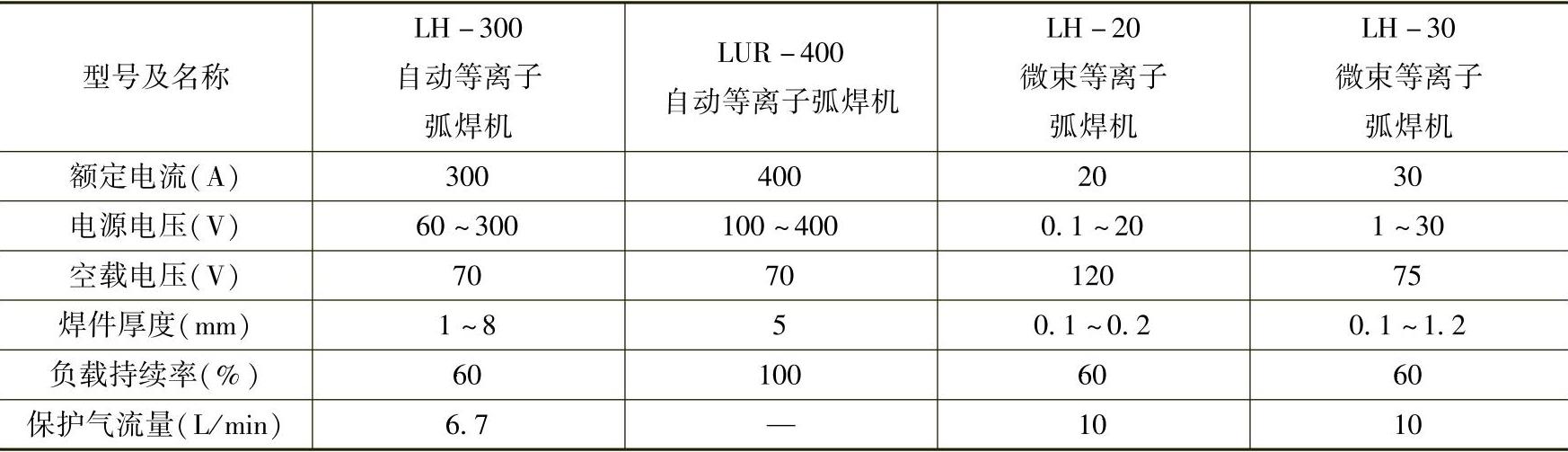
三、典型国产等离子弧焊机主要技术数据
几种典型国产等离子弧焊机的主要技术数据列于表2-13。
表2-13 几种典型国产等离子弧焊机主要技术数据
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。