



一、钳工的基本技能
1.平面划线
(1)划线用的工具、量具及其使用
1)角尺:常用直角尺有宽座和刀口两种,一般作为划垂直线和平行线的导向工具,如图1-25所示。使用时,首先应清除工件棱边上的飞边,并将工件及角尺擦净,然后将角尺的一个工作面紧靠基准面或对齐基准线划线。
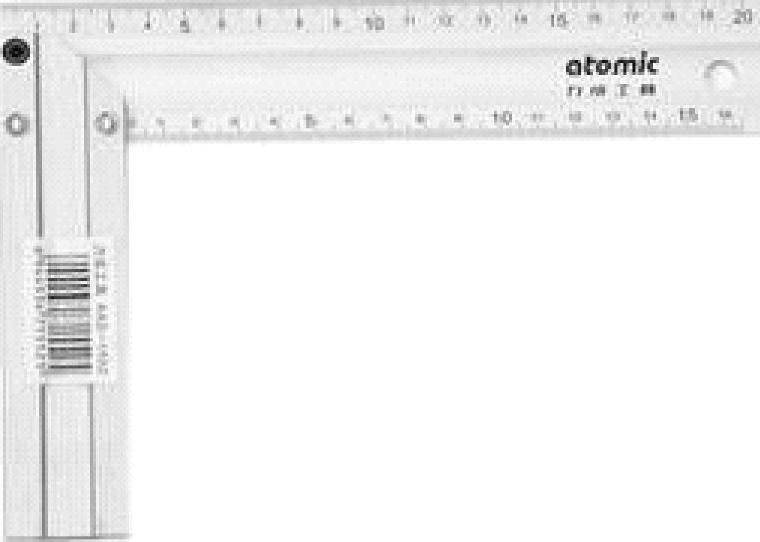
图1-25 角尺实物图
2)划针:直接在工作面上刻线条的工具,如图1-26所示。划针一般用直径2~4mm的弹簧钢制作。使用时,针尖要紧靠导向工具(如角尺、钢尺)的边缘划线,划出的线条应清晰准确,要做到一次划成。

图1-26 划针实物图
3)圆规:如图1-27所示,圆规常用来划圆、圆弧、等分划段、角度以及量取尺寸等,是平面划线的主要工具。圆规的脚要保持尖锐,两脚合拢时,脚尖应能靠紧。
使用时,作旋转中心的一脚应加以较大的压力,另一脚则以较轻的压力在工作表面上划出圆或弧。
4)样冲:如图1-28所示,用样冲在已划好的线上冲眼,以固定所划线条,使其保持明显的标记。在划圆时,也可用样冲定中心。样冲顶角角度a在用于加强划线标志时为40°,用于定中心时为60°。使用样冲时,先将样冲倾斜,使尖端对准十字线的正中,然后再将样冲立直冲眼。
5)钢尺:俗称钢板尺,在尺面上有尺寸刻度,最小刻度0.5mm。常用钢尺的规格有150mm、300mm、500mm和1000mm共4种。
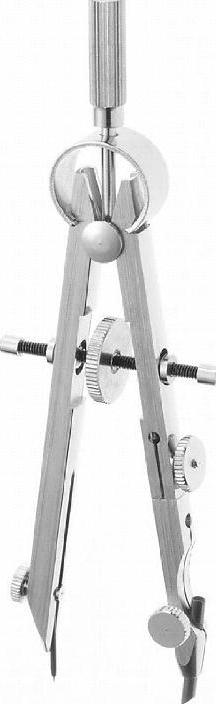
图1-27 圆规实物图
钢尺主要用来量取尺寸、测量工件,也可作划线时的导向工具。
6)游标卡尺:如图1-29所示,适合测量中等精度的量具,可以直接测量出工件的外尺寸、内尺寸和深度尺寸。

图1-28 样冲实物图
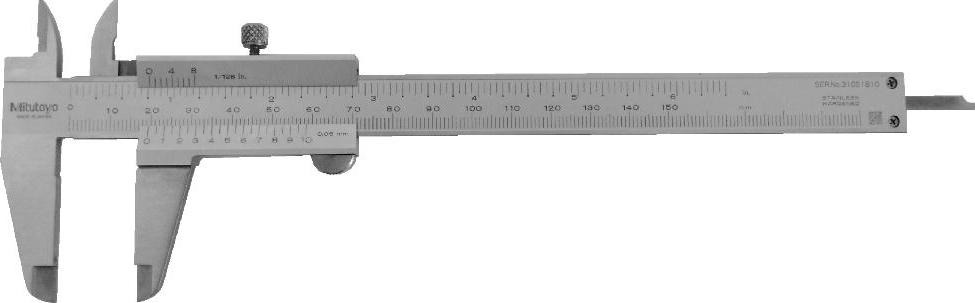
图1-29 游标卡尺实物图
测量时,应将两量爪张开到大于被测尺寸,将固定量爪的测量面紧靠工件,然后移动副尺,使活动量爪的测量面也靠紧工件,把制动螺钉拧紧,然后读数。读数时应水平拿着卡尺,把卡尺对着光线明亮的地方,使视线垂直于刻度表面,避免斜视角造成的读数误差。
(2)平面划线的基本操作方法
1)平行线划法。
①用钢尺和圆规量好尺寸后,在线的两端划痕或圆弧,然后用钢尺连接两端划痕或两圆弧的切线,如图1-30a所示。
②用钢尺和角尺配合划平行线,如图1-30b所示。
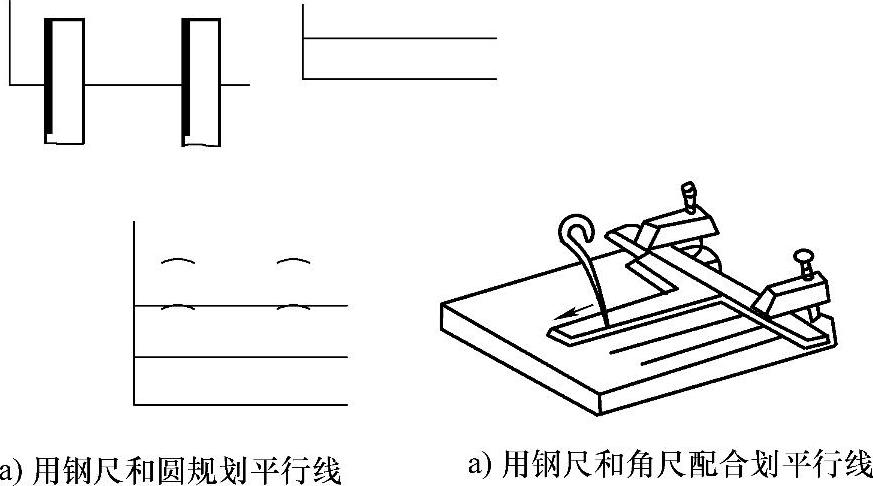
图1-30 平行线划法
2)垂直线的划法。
将90°角尺的一边对准已划好的线,沿90°角尺的另一边即可划出垂直线。
3)圆弧的划法。
首先划出中心线,确定中心点,在中心点上打样冲眼,再用圆规按所要求的半径划出圆弧。
4)平行线与圆弧相切的划法。
首先划出中心线,确定圆弧的中心点,以所要求的半径划圆弧,用钢尺作两圆弧的切线,如图1-31所示。
2.錾削
錾削是用锤子敲击錾子对工件进行切削加工的一种操作方法。可用于加工平面、沟槽,切断金属及清理铸、锻件上的飞边等。
(1)常用錾削工具
1)錾子:常用的錾子有扁錾和窄錾两种,如图1-32所示。扁錾用于錾削平面,錾断金属和去飞边。窄錾用于开槽,錾削低碳钢,錾刃楔角为30°~50°。
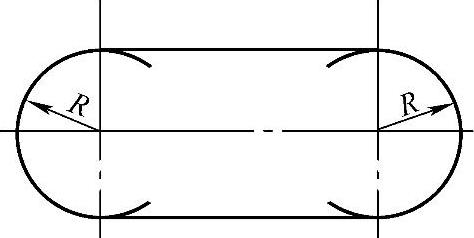
图1-31 平行线与圆弧相切划法
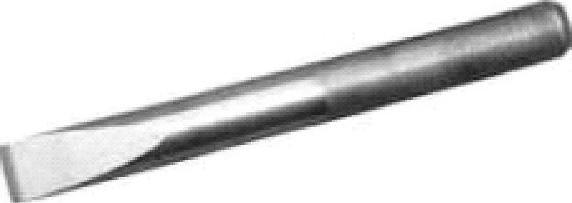
图1-32 錾子
2)锤子:锤子由锤头和木柄组成,其规格用锤头质量表示,常用的有0.5kg和1kg两种。
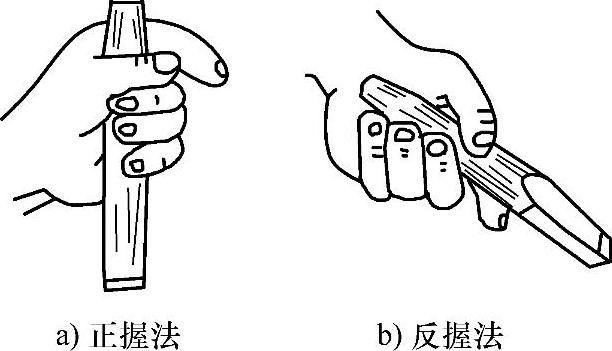
图1-33 錾子的握法
(2)錾子的操作方法
1)錾削姿势。
锤子的握法有紧握法和松握法两种。挥锤的方法有腕挥、肘挥和臂挥三种。錾子的握法有正握法和反握法,如图1-33所示。操作时站立位置如图1-34所示。
2)錾削平面。
起錾方法如图1-35所示,起錾时,从工件边缘或其尖角处着手,錾子头部从水平位置,用锤轻打錾子,待錾削一个小斜面后,錾子恢复到正常錾削位置(与水平面成35°左右)。
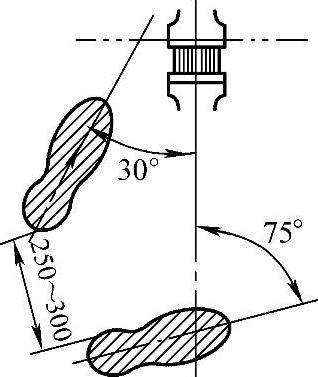
图1-34 站立的位置
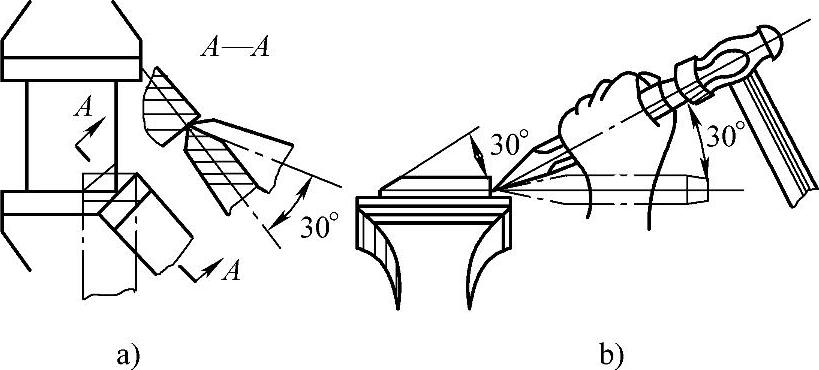
图1-35 起錾方法
3.锯削
用手锯把工件材料切断或锯出沟槽的操作称为锯削。
(1)手锯
1)手锯的构造。
手锯是由锯弓和锯条两部分组成,分为固定式和可调式两种。
2)锯条的安装。
如图1-36所示,锯条的安装不应过松或过紧,否则易锯偏或折断。
(2)锯削的操作方法
1)锯条的操作姿势。
手锯的握法:右手满握锯柄,左手轻扶在锯弓前端。
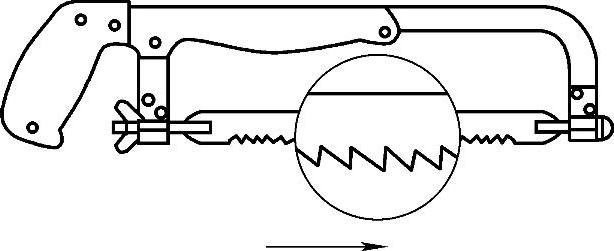
图1-36 锯条安装运动方向
姿势动作:姿势要自然,推锯时身体上部略向前倾斜,给手锯以适当的均匀压力,回锯时不加压力,自然拉回。
2)起锯方法。
起锯时,有远起锯和近起锯两种。近起锯时,用左手拇指甲靠近锯割线,然后锯条侧面靠近指甲作依靠,起锯角α约在15°左右,行程要短,压力要小,速度要慢,锯成锯口后逐渐将锯弓改成水平方向。
4.锉削
用锉刀对工作表面进行加工的操作称为锉削。
(1)锉削工具
通常所使用的锉刀是由锉刀和锉刀柄两部分组成。锉刀根据截面形状不同分为平锉、半圆锉、方锉、三角锉和圆锉,其中平锉应用最多。
(2)锉刀的操作方法
1)锉刀的操作姿势。
•锉刀的握法:根据锉刀的大小和形状不同,采用的握法也不同。300mm平板锉,使用时,锉刀把抵住右手掌心,拇指在上,平行于锉刀,其余四指顺势收拢。左手掌靠住锉刀前端,四指顺势收拢锉下。(https://www.xing528.com)
•锉削的姿势:锉削时,站立位置和姿势如图1-37所示。
2)平面锉削。
•工件的夹持:最好应夹在台虎钳中间,夹持要牢固,但不能使工件变形,工件伸出钳口不应太高,防止工件锉削时产生振动,注意观察尺寸线应与水平面平行。
•锉削方法:锉削方法有顺向锉和交叉锉两种。
顺向锉:使锉刀沿夹紧方向直线运动称顺向锉。常用于规格较大适用于粗锉刀的锉削,几何精度较差,效率较高。
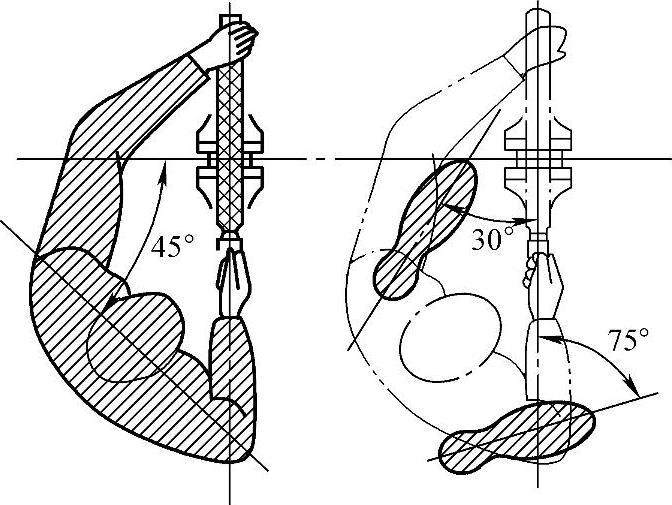
图1-37 锉削姿势和站立位置
交叉锉:与夹紧方向呈45°锉刀直线运动称交叉锉。常用于规格适中或细锉刀的锉削,几何精度较好。
二、钣金工基础知识
1.钢材的校正
(1)钢材变形的原因
1)钢在轧制过程中,产生残余应力而使钢材变形。
2)钢在加工过程中,由于外力或不均匀加热造成变形。
3)钢材因运输、存放不当引起的变形。
(2)校正原理
通过外力或加热使钢材较短的纤维伸长,或使较长的纤维缩短,最后使各部分纤维长度趋于一致,从而消除钢材或制件的弯曲、凹凸不平等变形。钢材能被校正的条件是钢材具有一定的塑性。常用变形校正方法有手工校正、火焰校正和机械校正3类。
2.放样的一般知识
放样是指根据构件图,用1∶1的比例(或一定的比例)在放样台(或平板)上,利用划线工具画出所需图形的过程。通过放样,可以检查设计图样的正确性。
(1)放样的工具
划针、样冲、划规、手锤、米尺和角尺。
(2)实尺放样
目前应用最广泛的放样方法。实尺放样就是根据图样的形状和尺寸,用基本的作图方法,以产品的实际大小,划到放样件上的工作。
放样前确定放样基准,基准就是零件上用来确定其他点、线、面位置的依据。放样基准如图1-38所示。
(3)放样步骤
1)结构处理:根据图样要求,进行工艺性处理的过程。它包括确定各结合部位的连接形式,计算或量取坯料的实际尺寸。
2)制作样板:根据需要设计胎具和胎架等内容。
3)划基本线型:在展开的板材上按样板或图样放样(留扣边余料)。
4)检查、下料、整形、扣边。
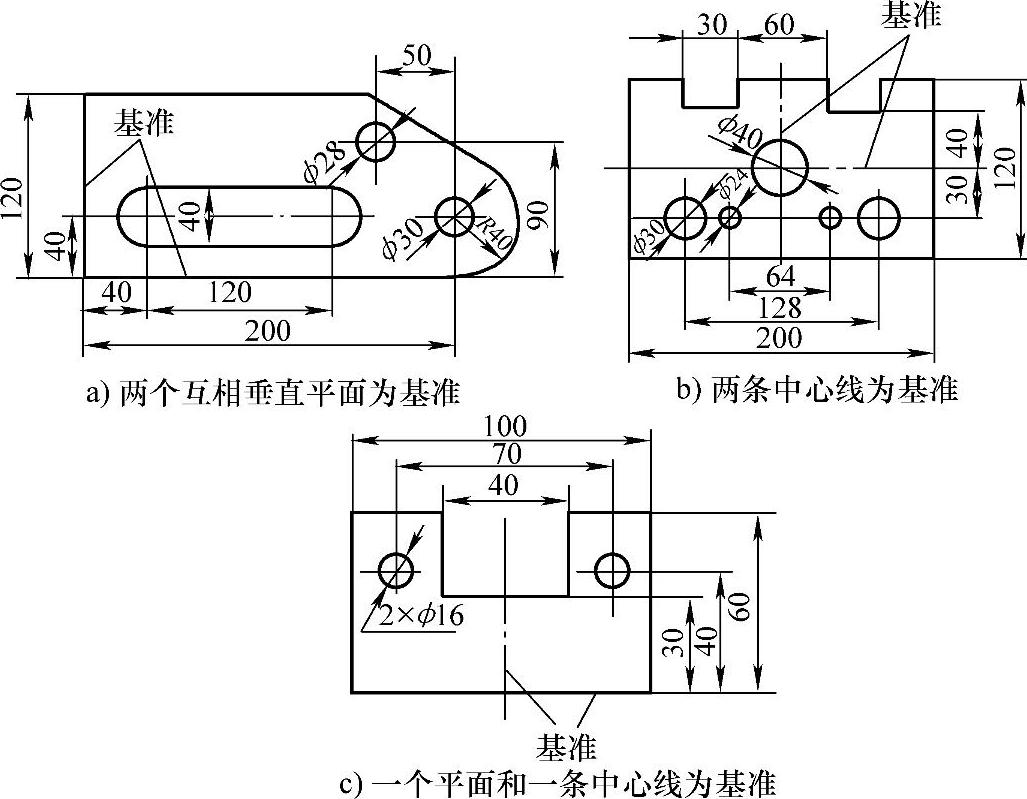
图1-38 放样基准
3.剪切的一般知识
剪切是通过两刃的相对运动切断材料的加工方法。剪切的设备有龙门剪板机、斜口剪板机、双盘剪板机、冲型剪板机和联合冲剪机。常用龙门剪板机来剪切较宽的板料,如用Q11-13×2500型剪板机。常用的下料方法有机械切割和热切割。
4.加工成形的一般知识
将坯料加工成各种形状的工艺称为成形。
(1)弯曲成形
将坯料弯成所需形状的加工方法称为弯曲成形。
1)钢板弯形。
①钢板压弯:用模具或压弯设备将坯料变成所需形状的加工方法称为压弯。如图1-39所示,在钢板弯曲成形时必须考虑钢板的弯曲回弹和最小弯曲半径。
②钢板的滚弯:通过旋转辊轴使坯料弯曲成形的方法称为滚弯,如图1-40所示。钢板的滚弯通常由预弯、对中和滚弯3个步骤组成。
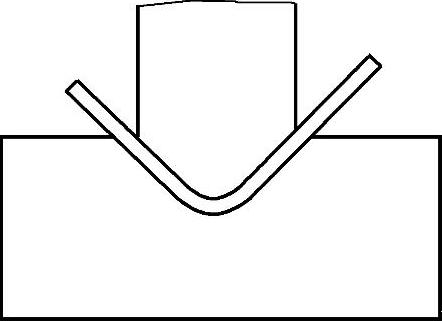
图1-39 钢铁压弯成形
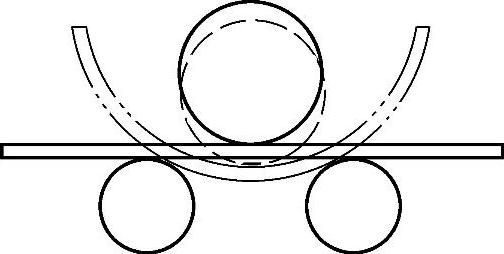
图1-40 滚弯过程示意图
2)型钢弯曲:型钢弯曲时,由于重心线与力的作用线不在同一平面上,所以型钢除受弯矩外还受扭矩的作用,使型钢截面产生畸变。弯曲半径越小,则畸变程度越大。型钢弯形方法如下。
①滚弯:它可在专用的型钢弯曲机滚弯,也可在卷板机上进行,如图1-41所示。
②压弯:型钢也可在压力机或撑直机上压弯,如图1-42所示。
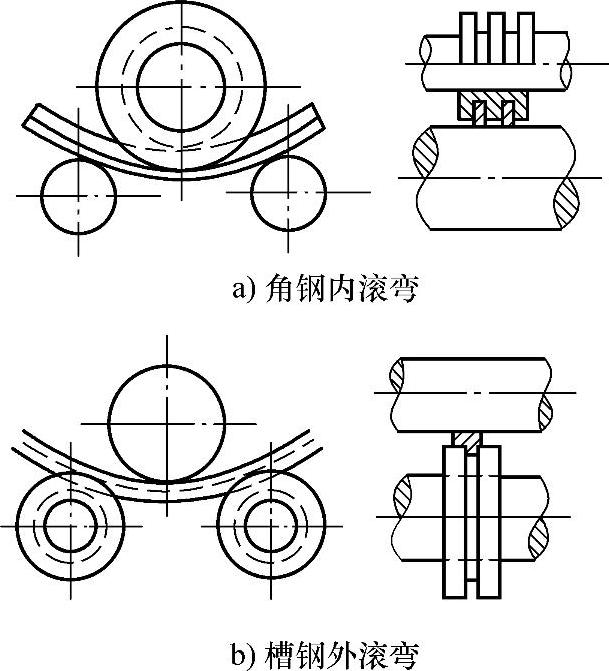
图1-41 卷板机上滚弯型钢
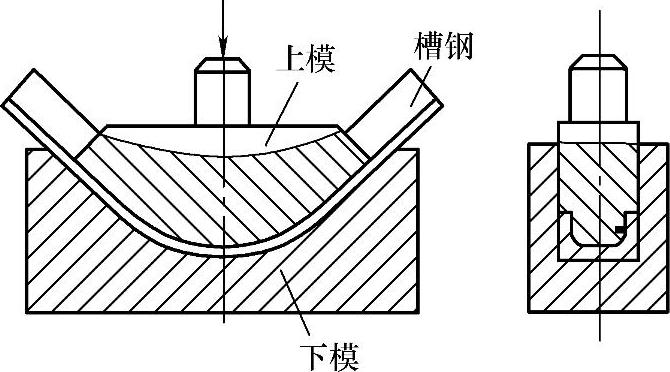
图1-42 压力机上用模具压弯型钢
3)钢管的弯形:通常弯管时,在弯头处往往产生椭圆变形、弯头外侧壁厚变薄与内侧皱折等缺陷。
常用的弯管方法有压(顶)弯、滚弯、回弯和挤弯等。
①有芯弯管:是在钢管内的弯曲变形处插入一定直径的芯轴(芯棒),弯曲时阻止径向力对弯头外侧向中心层靠拢,并在一定程度上,防止弯头内侧起皱。因此,它只能弯曲半径为两倍管子外径的弯头。其缺点是操作复杂,劳动强度大,会使内壁拉毛,弯头外侧壁厚减薄量增加,弯曲的功率较大。
②一般无芯弯管,由于它借助于弯管模的作用,使管子弯头内侧基本保持原状,仅使外侧截面形状发生了变化,因此减小了截面的变形。采用一般无芯弯管,最小弯曲半径可达3.5~4倍的钢管外径,过小会造成截面圆度值超差。
③反变形法无芯弯管:它与一般无芯弯管的不同是压紧滚轮(或滑槽)具有反变形槽。它具有下列优点:没有心轴,弯管时,管内不必涂油,提高了生产效率;管壁减薄量小,内壁不会机械划伤;有利于机械化、自动化;不需要特殊设备。
(2)压延成形
压延又称拉深或拉延。它是使一定形状的平板坯料,在凸模压力作用下,通过凹模形成一个开口空心零件的压制工艺过程。压延成形可将板料制成圆筒形、阶梯形、锥形、方形和其他不规则形状的零件。压延有热压和冷压两种。
1)热压前坯料必须先行加热,加热温度的高低与材料成分有关。
2)冷压一般适用于形状简单,板厚小于6mm塑性较好的材料或不宜热压的封头。
5.连接的基本知识
金属结构和机器制造中,经常要把两个或两个以上的构件组合起来,构件之间的组合必须通过一定的方式连接起来,才能成为完整的产品,冷作构件常用的连接方法有:焊接、铆接和胀接。
(1)焊接
焊接是通过加热或加压,或两者并用,并且用或不用填充材料,使焊件达到原子结合的一种加工方法。按照焊接过程中金属所处的状态不同,焊件又可分为熔焊、压焊和钎焊三大类。
(2)铆接
借助铆钉形成两工件的连接称为铆接。
1)根据构件的工作要求和应用范围,铆接可分为下述3种。
①强固铆接:要求铆钉能承受大的作用力,保证构件有足够的强度,而构件的密封性无特殊要求,如屋架、桥梁、立柱和横梁等。
②紧密铆接:铆钉不承受大的作用力,对密封性要求高的构件,一般用于薄板制作的容器,如油箱、水箱和储罐等。
③密固铆接:这类构件铆接后,既要求铆钉承受大的作用力,又要求构件的密封性好,如压缩空气罐等。
2)铆接的形式有下述3种。
①搭接:板与板重叠铆接。
②对接:将被连接件置于同一平面,利用盖板铆在一起的方法。
③角接:两块板件成一定角度,利用搭接件(一般为角钢)进行铆接的方法。
(3)胀接
胀接是利用管子和管板变形来达到坚固和密闭的连接方法。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。