



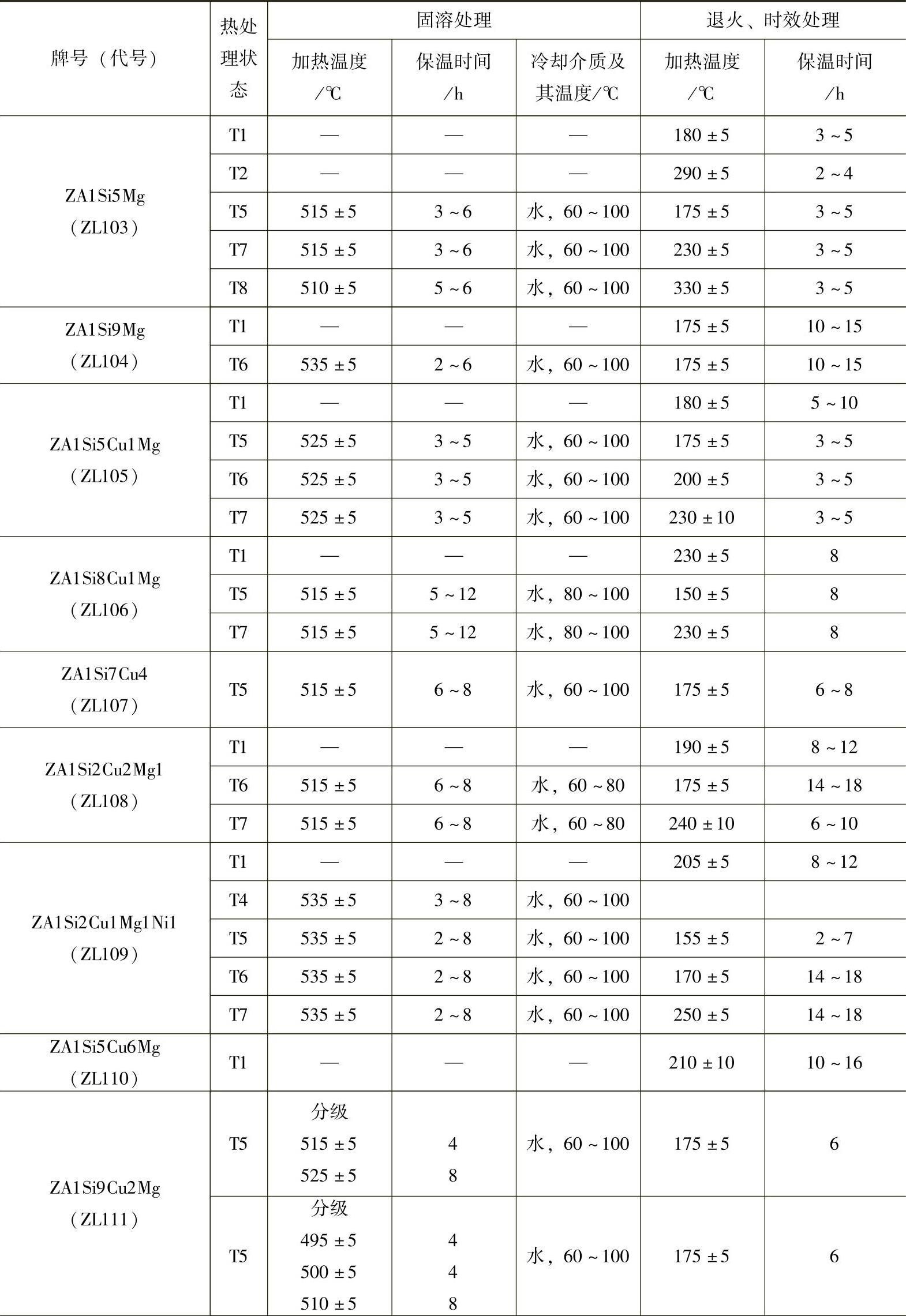
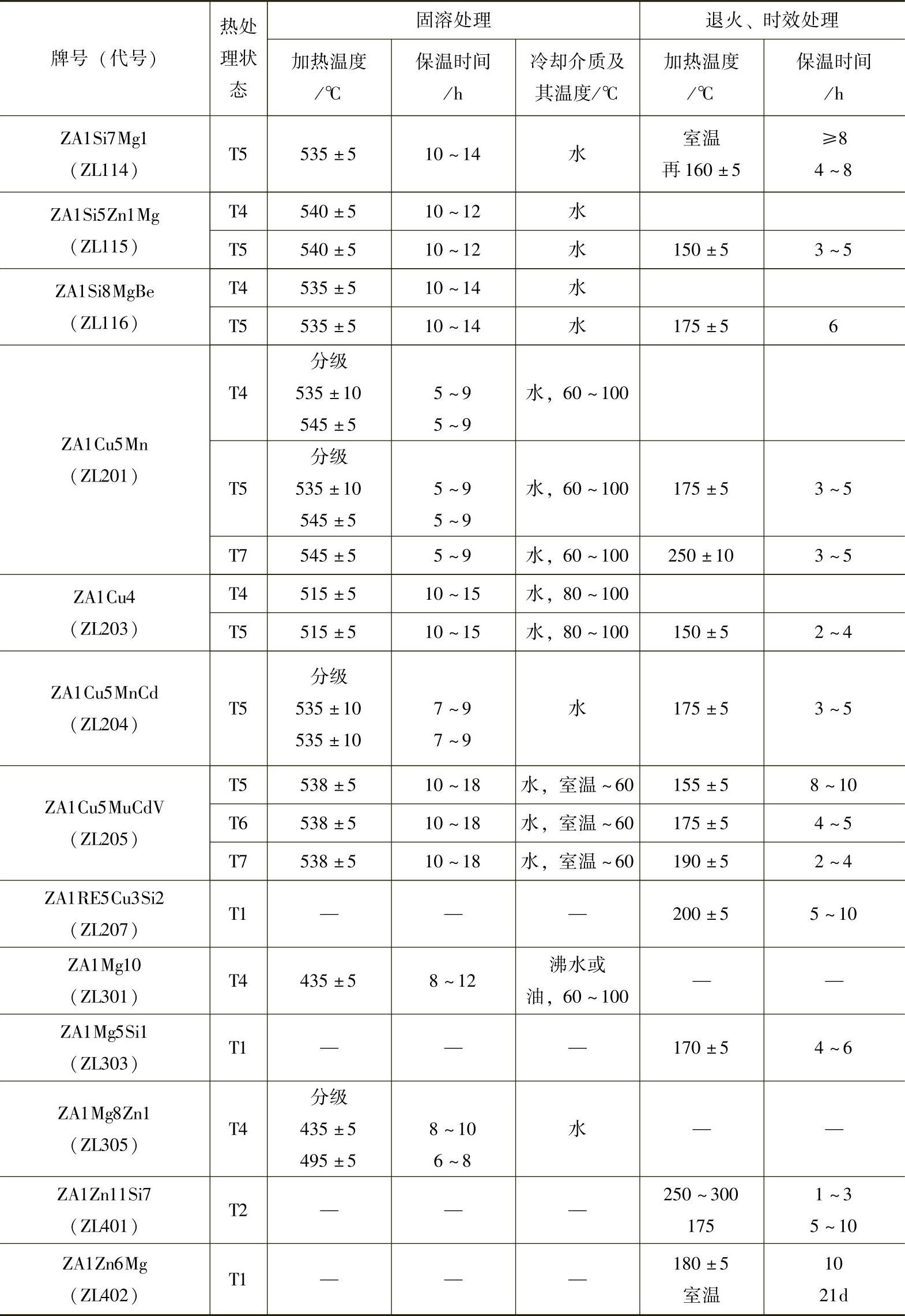
1.铸造铝合金的热处理工艺参数(见表7-4)
表7-4 铸造铝合金的热处理工艺参数

(续)
(续)
2.铸造铝合金的热处理技术要点
(1)加热炉及淬火冷却槽选择 对于铸件一般选用空气炉加热,不宜选用盐浴炉加热,以防止加热时盐液浸入工件的针孔和疏松而引起工件的腐蚀。空气炉加热时要求炉子的加热均匀性≤±5℃,当空气炉内气体循环次数达到0.8~1.0次/1s时,炉温均匀性≤±3℃。
淬火冷却槽中冷却介质的均匀性要好,最好要有循环装置。
(2)操作前准备
1)铸件需要清理型砂、冷铁等。(https://www.xing528.com)
2)热处理时应该带有同炉浇注的拉伸试棒2组,每组3根。
3)应该校正炉温,检查设备状况,确保设备运转正常。
(3)淬火操作
1)装炉。空气炉加热时,保证装炉后工件位于炉子的有效加热区内。工件之间、工件与料筐之间留足空间,不要挤压,防止加热变形。型腔、凹槽等部分应该向下堆放。不能使用铜质材料,也不能使用镀锌铁丝绑扎工件,防止铜、锌元素在加热时向铝件扩散,引起工件局部融化和降低工件的耐蚀性。
2)加热。加热过程可以采用1~2个等温阶段,然后再升温到固溶温度,这样可以提高温度的均匀性。保温时间可根据工件的牌号、尺寸及加热炉型确定。砂型铸件比金属型铸件的保温时间长20%~25%,第二次重复淬火加热时间可以缩短25%~40%。
3)冷却与转移时间。冷却时一般采用水冷,处理铸件的水温在60~100℃。一般从开启炉门到进入冷却介质的时间为15~30s,转移时间越短越好。在冷却介质中冷却的时间根据工件的壁厚确定,壁厚在10mm以下,一般不能小于2min,厚件不能小于5min。
4)对于不同牌号的工件,淬火后到时效之间的室温停留时间不完全相同。对于不需要矫正变形的工件应该在2h之内转入时效工序;对于淬火之后需要矫正的工件,应该在4h之内完成,并立即转入时效工序。
(4)时效
1)掌握时效温度和时间之间的关系,不能产生过时效现象。
2)时效之后的冷却采用空冷。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。