



耐磨钢是广泛使用在各种磨损服役条件的钢种,牌号多而复杂。耐磨钢主要有耐磨高锰钢(Mn13系列耐磨高锰钢、Mn13基础上增加Mn含量得到的Mn17耐磨高锰钢)、耐磨中锰钢[w(C)=1.0%~1.4%,w(Mn)=5%~9%]、耐磨中铬钢[w(C)=0.2%~0.7%,w(Cr)=3.8%~6.0%]、石墨钢等。这里主要介绍典型的Mn13系列耐磨高锰钢的热处理工艺及特点。
Mn13系列耐磨高锰钢的热处理工艺包括水韧处理(固溶处理)、弥散强化处理、细化晶粒热处理、铸态余热水韧处理。
1.水韧处理
高锰钢加热时应该注意以下几点:
1)对于大件、复杂件,入炉温度应低于400℃;对于壁厚小于50mm、形状简单的铸件,入炉温度可以为600℃;对于壁厚小的铸件,入炉温度可以达到700℃。
2)升温速度控制在35~50℃/h,装炉量比较多时,升温速度可以控制在80~100℃/h。
3)升温过程中一般需要在650~700℃区间保温1~3h。但是对于形状简单、小型铸件可以取消低温均热,在800℃左右等温0.5h即可。
奥氏体化温度一般为1050~1100℃,不要超出1100℃,以防止晶粒粗大。保温时间一般为2~8h,最大不要超过8h。普通高锰钢的保温经验公式:
t=0.016δ×1.27[w(C)+w(Si)] (6-2)
式中t——奥氏体化保温时间(h);
δ——铸件主体或最大壁厚(mm);
w(C)、w(Si)——钢中C、Si的质量分数(%)。
在奥氏体化完成后,出炉固溶冷却时需要注意确保铸件温度高于960℃进入冷却水中。冷却水量应该足够,一般为一次水韧铸件重量的8~10倍,冷却水温度在30℃以下,固溶冷却完成后的水温不能超出60℃。
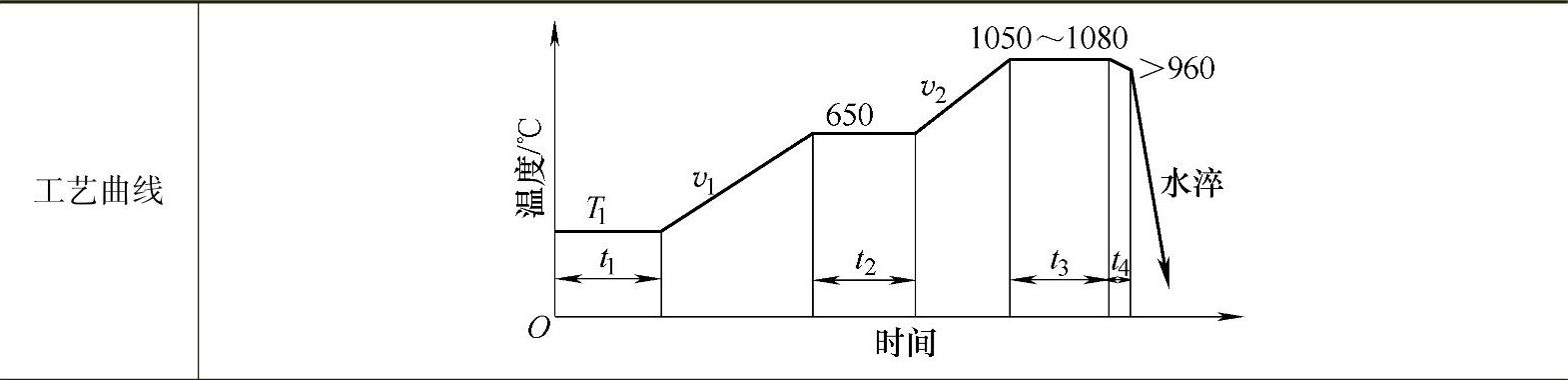
不同壁厚高锰钢铸件水韧处理工艺参数见表6-9。(https://www.xing528.com)
表6-9 不同壁厚高锰钢铸件水韧处理工艺参数
(续)
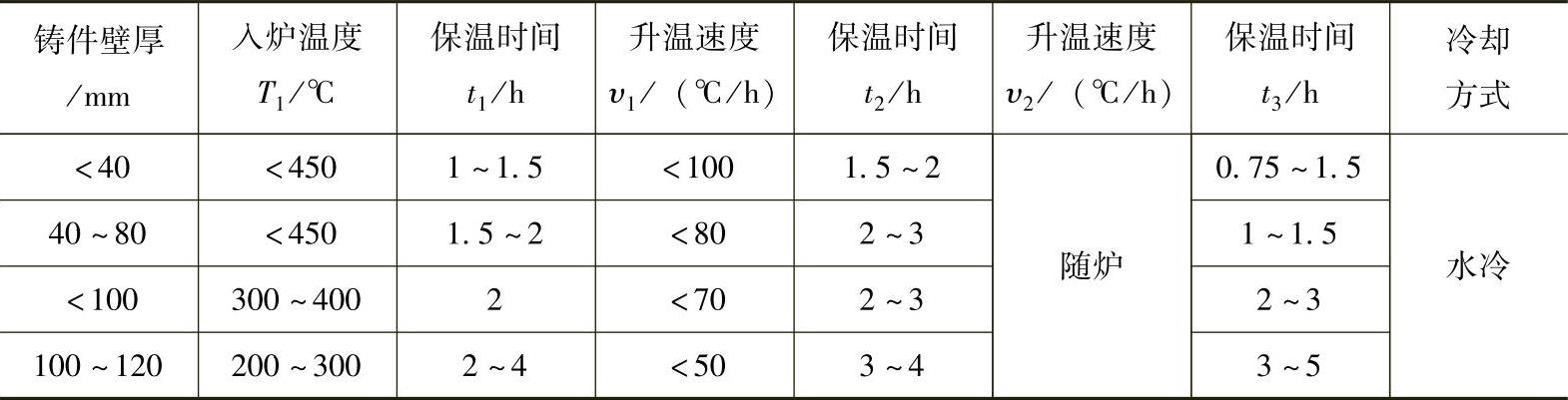
注:t3是指电阻炉加热的保温时间,t4是出炉到入水时间,一般小于0.5min。
2.弥散强化热处理
弥散强化是指在基体上弥散分布硬质点强化相。经水韧处理后的高锰钢,其组织为单一奥氏体,进行加热时效,就可使奥氏体中弥散析出碳化物。时效加热温度为350℃,时效时间一般为3~4h。
3.细化晶粒热处理
铸态高锰钢加热到550~600℃温度区间,部分奥氏体转变成珠光体。当温度超过Ac1点,珠光体晶团转变为奥氏体,即发生奥氏体的重结晶,达到细化晶粒目的。
细化晶粒热处理是将铸件在400℃以下装炉,升温到550℃保温3h;升温至650℃保温1~2h,再继续升温到1020~1050℃保温,进行水韧处理。高锰钢在1050℃下即开始奥氏体晶粒长大,为获得细晶粒,水韧温度不能超过1050℃。采用这种热处理工艺,奥氏体晶粒度可细化1~2级。
4.铸态余热水韧处理
铸态余热水韧处理是在铸件凝固后冷却至960℃以上直接入水进行固溶处理,得到单一的奥氏体组织。铸件平均壁厚为30~40mm,浇注12~17min后入水;平均壁厚为50~60mm,浇注28~38min后入水。
铸态余热水韧处理适宜简单件,如球磨机衬板、格子板、破碎机齿板、锤头等。厚壁件、复杂件不宜在铸态下直接进行水韧处理。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。