



对于不再进行机械加工的工件或尺寸精度要求较高的工模具,大多采用真空热处理。金属和合金在真空中加热时,由于表面发生物理化学反应,获得了在常规热处理时不能获得的各种效果:脱气、表面不氧化及不脱碳等。因此,真空热处理具有表面组织质量好、表面光亮、组织体积变形小、操作重现性好、污染少等优点。
1.真空的保护和表面净化作用
在真空中加热时,由于氧的分压力低于氧化物的分解压,氧化作用被抑制,达到了无氧化的目的,使金属表面保持了原有的光亮表面。
工业中常用的真空度一般都在13.33~133.3×10-5Pa之间,比金属氧化物的分解压力要高得多,可是金属或合金在真空中加热时,仍能获得无氧化的光亮表面。这是由于真空加热时的氧化物变成亚氧化物而升华,使得金属可以获得银白色的表面状态。
2.脱脂和脱气效果
(1)脱脂效果 真空加热时,金属表面的残留润滑油脂容易蒸发或分解成氢、二氧化碳和水蒸气等气体,被真空泵排除。因此,可结合真空热处理进行脱脂。
(2)脱气效果 在固体金属中脱气,是常规热处理难以做到的。真空能使气体的分压降低,达到脱气的目的。
表2-48 与钢有关的各种金属的蒸气压
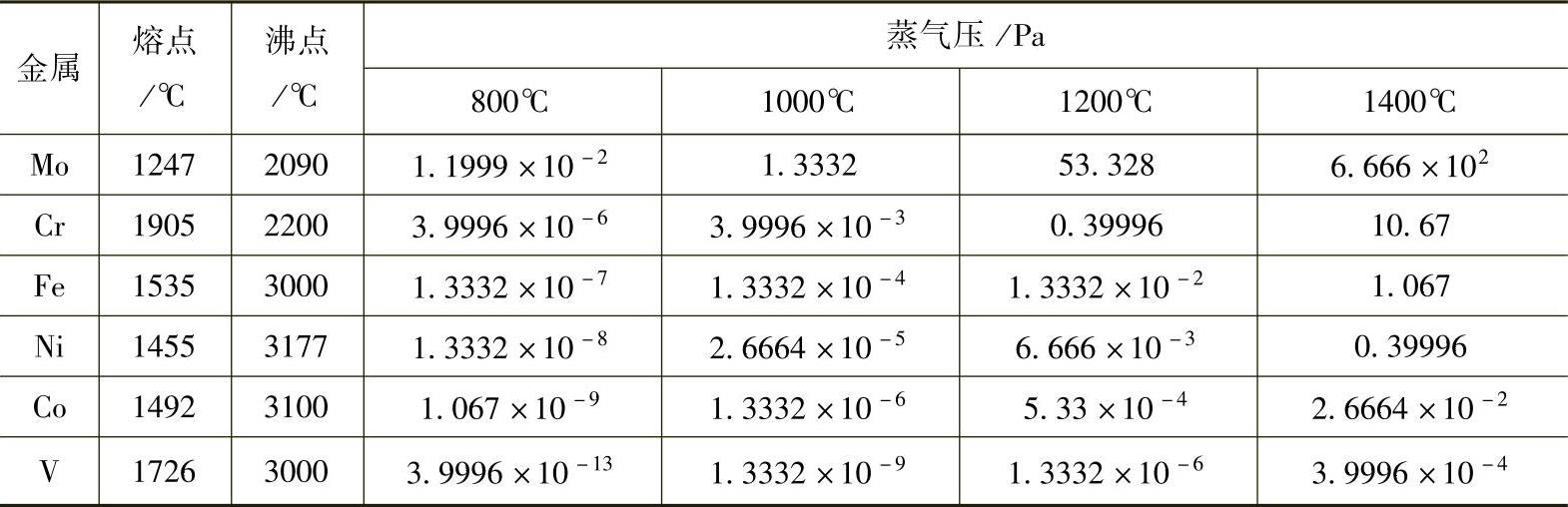
3.真空加热时元素的蒸发
真空热处理时,必须考虑炉子构件和工件材料的蒸气压特性。表2-48是与钢有关的各种金属的蒸气压。当外界的压力低于该元素的饱和蒸气压时,该元素即发生蒸发现象,使工件表面的元素发生贫化。钢铁中的Cr、Mn蒸气压较高,不锈钢的脱Cr现象降低其耐蚀性。Mo、C、W蒸气压非常低,在进行真空热处理时,不会产生蒸发现象。非铁金属中的Zn、Pb、Cu等元素也产生蒸发现象,对黄铜进行真空退火处理时,产生脱Zn。真空蒸发时,会引起真空镀膜现象,使工件与工件、工件与料筐间相互粘结,并污染加热炉内的电绝缘子,破坏电绝缘性能,引起短路事故。
4.光泽度与表面粗糙度
(1)光泽度 真空热处理的优点之一是工件的光泽度好。影响工件光泽度好坏的因素有:①材料质量(合金元素);②加热时的压力、温度、保持时间;⑧加热气体和冷却气体中的杂质(O2和H2O等);④冷却油的种类;⑤冷却速度等。
钢的退火温度是850℃左右,在这个温度下进行真空加热时几乎没有氧化物的分解,但有氧化的倾向。因为模具钢和不锈钢中含有大量的与O2亲和力大的Cr元素,所以它们在进行退火时,有氧化倾向。因此,对钢进行真空退火时,为了得到光亮表面应在高真空中进行退火。
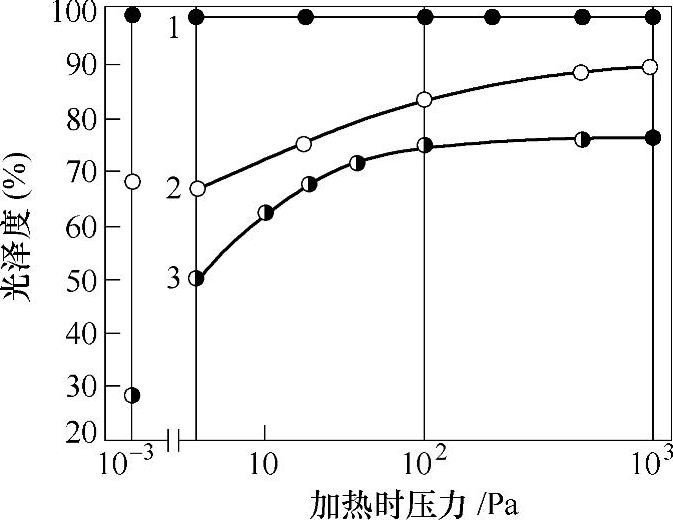
在真空淬火时,要求加热温度较低的碳素钢和低合金钢可以在高真空中进行加热。然而,要求加热温度为950℃以上的高温加热的模具钢、不锈钢、高速工具钢等则在低真空条件下能得到良好的光泽表面。加热时压力对气体冷却试件光泽度的影响见图2-62。
(2)表面粗糙度 经过真空热处理的工件可不必进行机械加工而直接使用,所以对工件的表面粗糙度有一定的要求。加热时压力对气体冷却试件表面粗糙度的影响见图2-63。
 (https://www.xing528.com)
(https://www.xing528.com)
图2-62 加热时压力对气体冷却试件光泽度的影响
1—Cr18Ni9(1100℃×30min) 2—Cr12MoV(1100℃×30min) 3—W6Mo5Cr4V2(1200℃×30min)
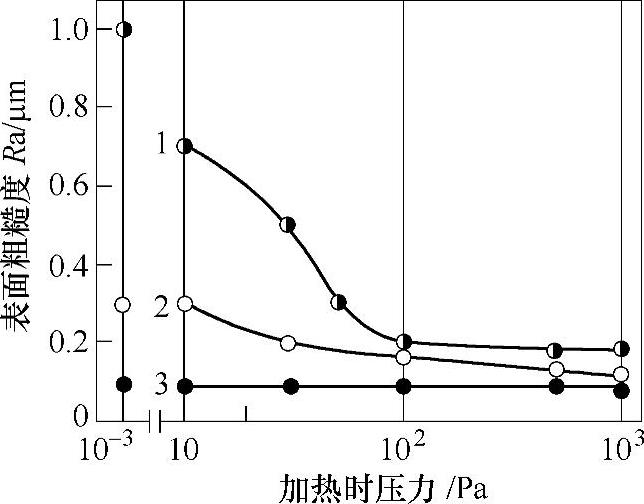
图2-63 加热时压力对气体冷却试件表面粗糙度的影响
1—W6Mo5Cr4V2(1200℃×30min) 2—Cr12MoV(1100℃×30min) 3—Cr18Ni9(1100℃×30min)
5.真空热处理加热速度
真空加热的传热主要依靠辐射,在热处理温度范围内以红外辐射为主,一般在700℃以下,辐射加热效果不好。实际上,热处理的加热器与工件间常常有辐射遮蔽,工件之间还有相互荫蔽,工件本身还有背向加热元件部分等,升温所需的热量主要来自间接辐射和热传导,堆放的工件中的内部只能依靠热传导加热,升温速度差异就会产生。为了克服这些问题,需要控制升温速度或分段预热。真空加热时的特性曲线见图2-64。预热已经成为真空热处理的广泛运用的工艺手段,分段的预热的温度一般选择600℃、800℃,或600℃、800℃、1000℃。GCr15轴承套圈采用720℃的预热淬火处理后的变形量比600℃预热的效果好。图2-65是周期加热的总时间曲线。图中,t升是随炉升温时间,t均是均热时间,t保是保温时间,总加热时间t总=t升+t均+t保。
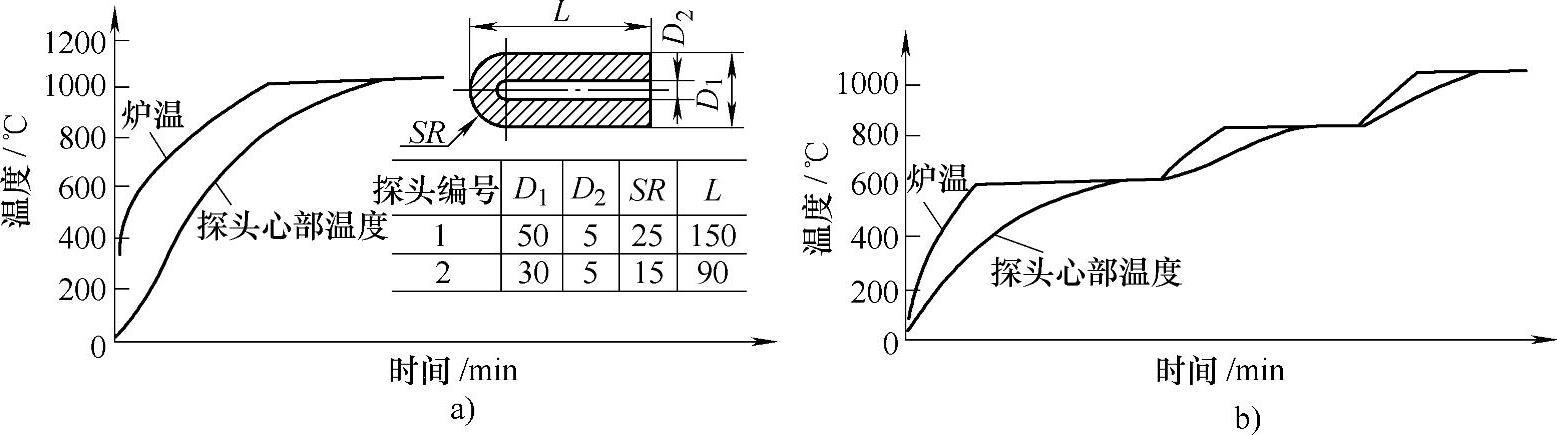
图2-64 真空加热时的特性曲线
a)连续升温 b)分阶段升温
6.真空热处理的优缺点
真空热处理与可控气氛热处理、盐浴热处理相比,无论是在提高产品质量方面,还是降低综合成本方面,真空热处理皆优于保护气氛、盐浴热处理。真空热处理设备投资价格基本与可控气氛热处理设备相同,比空气电阻炉或盐浴炉高。但对需要局部淬火的工件,盐浴炉具有真空炉无法取代的优势。
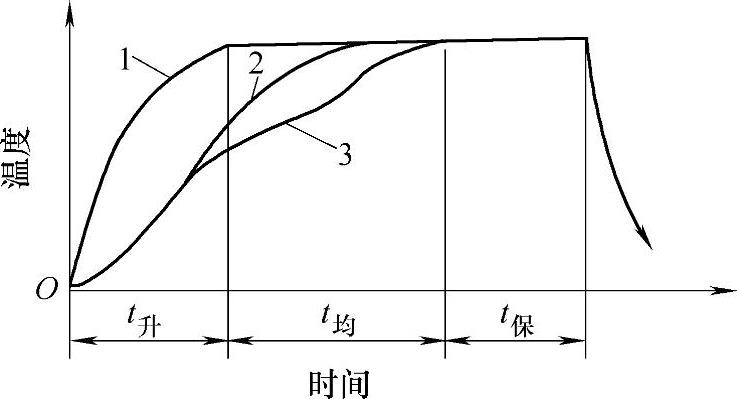
图2-65 周期加热的总时间曲线
1—仪表指示值(炉温) 2—工件表面温度 3—工件中心温度
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。