



一晃在达路斯做设计工作已经有三年了,哈瑞的合同也到期了。理想和现实的差距在哈瑞心中也越来越清晰,产品真正的设计权在国外的研发中心,国内只是小的改型和应用,所以哈瑞打定主意要去别的行业看看。幸运的是正好接到了财富五百强美国WRT沃尔通汽车部件有限公司的Offer,岗位是工艺工程师。
工艺部经理石川是个日本人,严谨负责,技术功底扎实,也是一位教练式的管理者,在他笔记本的第一页写着:资源是有限的,科学技术是无限的,用无限的科学技术去开发有限的资源。这句话让哈瑞很受启发。
公司新开发了一个密封饰条的锯切工艺,设备是从昆山购买的,设备验收报告到了批准阶段。石川看到锯片更换记录后,问:“哈瑞,你研究过吗?锯片每次的锯切成本是多少?”
哈瑞:“锯片1200元一个,可以锯600次,每刀2元。”
石川:“很好,我上次在竞争对手那里看到,每个锯片可以锯2000次,成本是0.6元,你有什么想法?”
哈瑞:“哦,目前没有,但我想去现场看看再向您汇报。”
哈瑞来到现场,谨遵“三现”主义(现场、现时、现事)的原则,跟踪了整个锯片的使用(图2-1)过程。他发现同时新更换的两个锯片,其中一个锯片仅第20刀时,就出现冒烟和橡胶味,当到400多刀时被切产品表面已不太完美,而另外一个锯片切到近500刀时才有冒烟和橡胶味,最终使用到900刀时,产品表面才有缺陷。于是,哈瑞用电子测温计测量了两个锯片温度,发现提前失效的锯片温升比另一个快很多,失效时锯齿破损已非常严重。
是什么导致锯齿破损?是什么导致温升?升温快与锯齿破损之间有什么联系呢?哈瑞带着这些问题,在吃午饭时同石川经理做了一个沟通,石川经理给出了建议,用磁性表座吸在设备稳定的地方,用百分表测量锯片(图2-2),看有何不同。
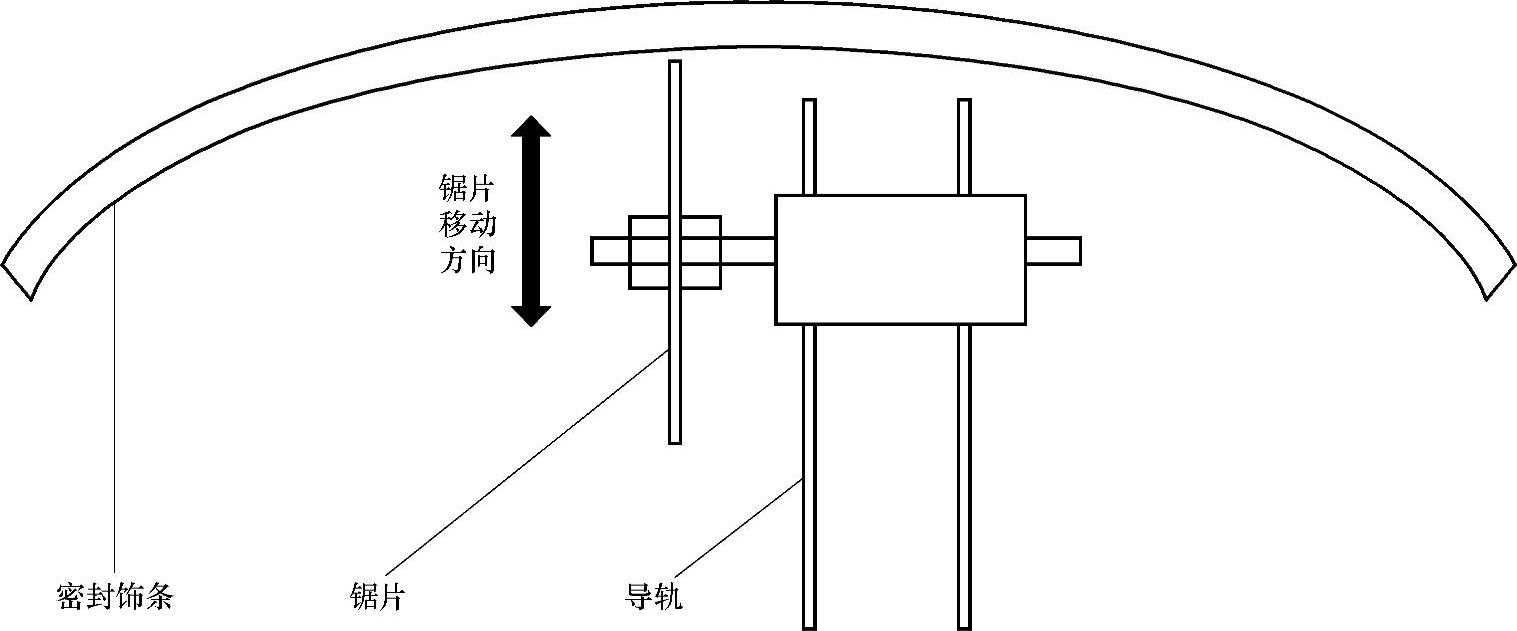
图 2-1
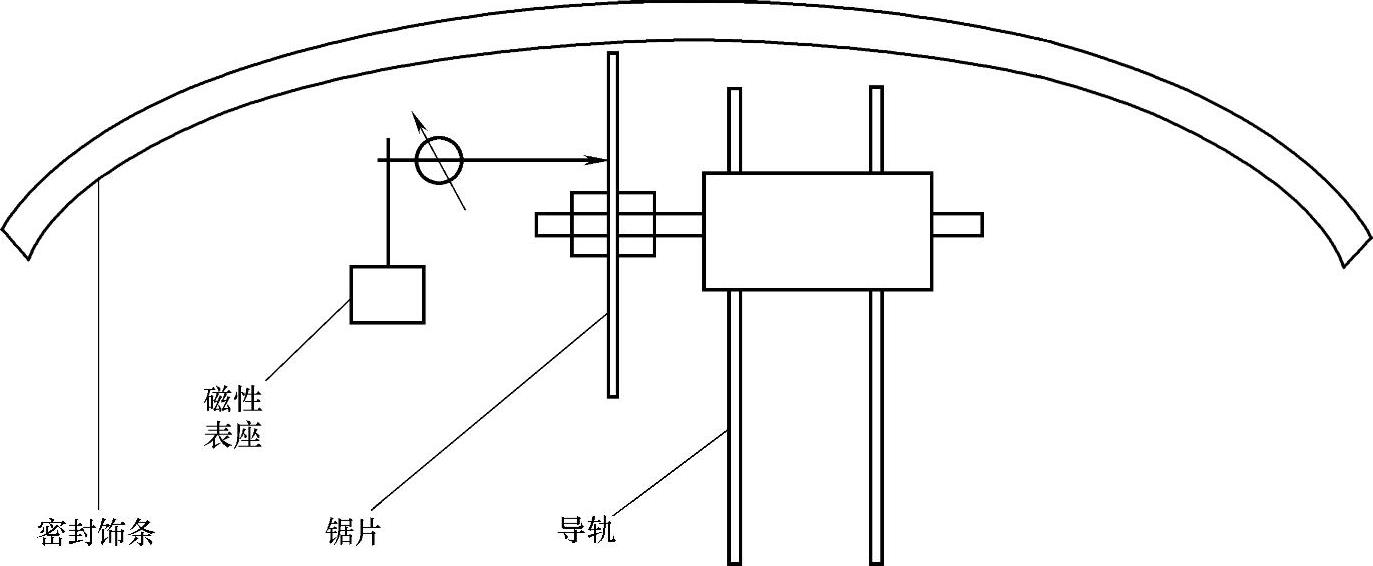
图 2-2
哈瑞做了试验,记录表针的跳动值见表2-1。(https://www.xing528.com)
表 2-1

哈瑞:“由于锯片切入产品时有夹角,当锯片切入时,与产品产生摩擦升温,升温后锯片热胀变形,变形后的锯片加剧了锯齿的摩擦和间断切削的程度,从而缩短了锯片寿命。所以我们要解决的有两点:一,锯片法向切入产品;二,减少锯片变形。”
石川听后微微点头,并商定了解决方案,工装验收要求如图2-3所示。
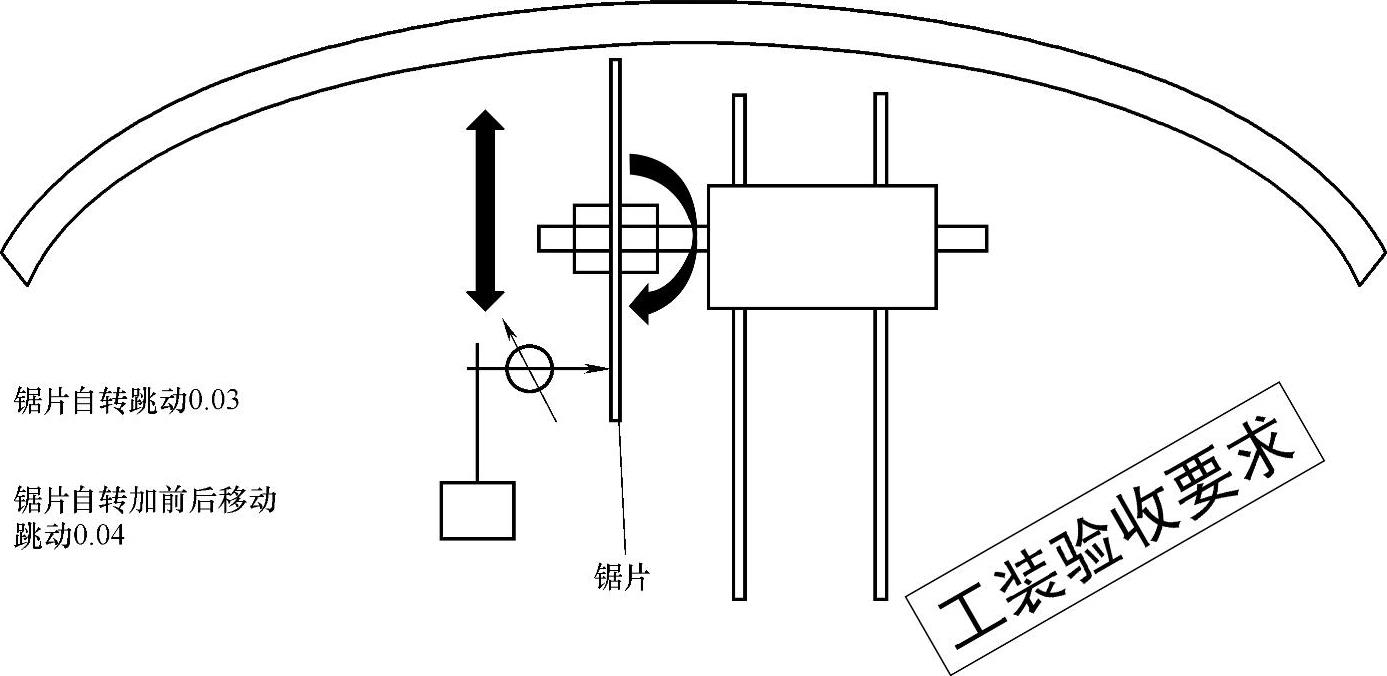
图 2-3
1)锯片自转跳动0.03mm。
2)锯片自转加前后移动跳动0.04mm。
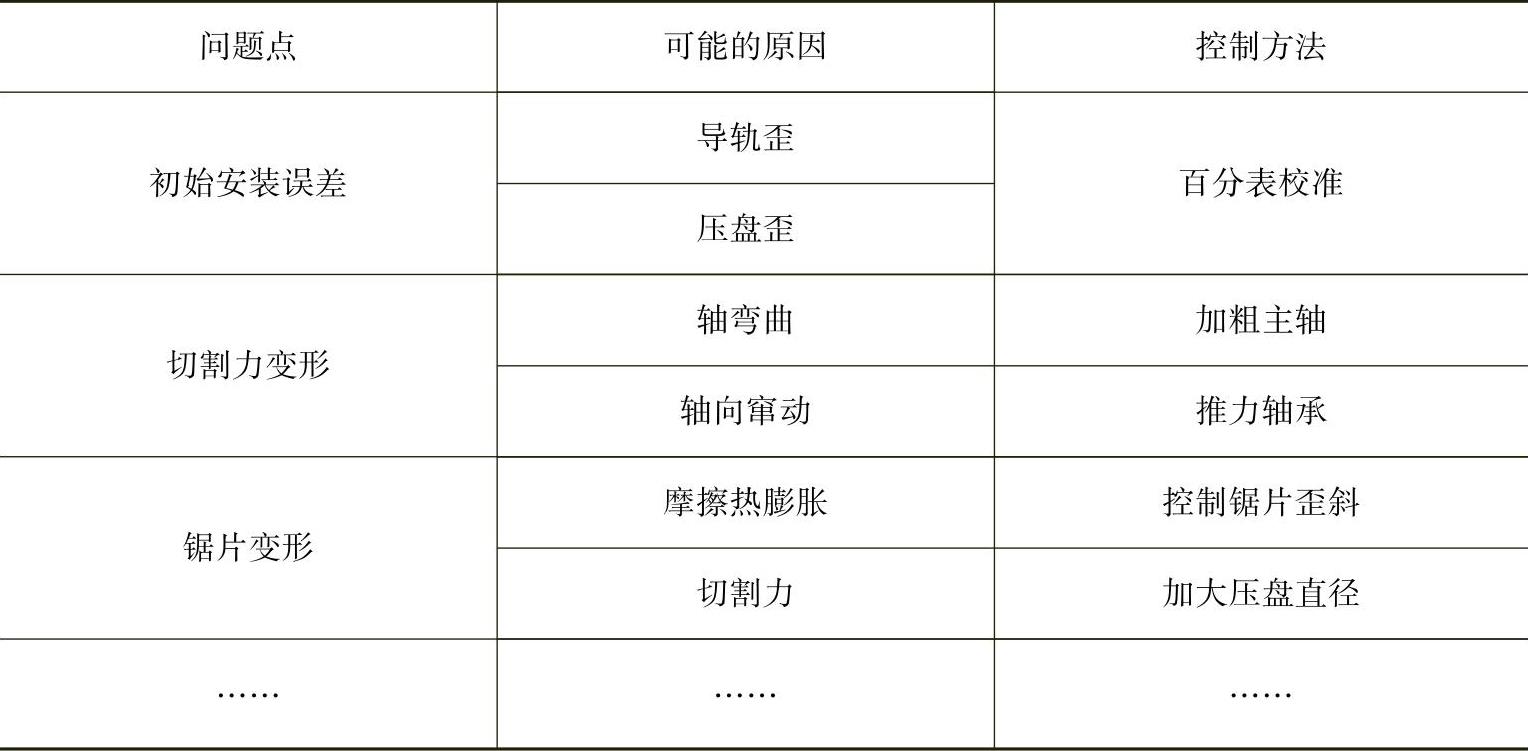
经过讨论设计改动见表2-2。
表 2-2
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。