



随着福特2000t压力机的设计任务完成,哈瑞在达路斯机械工作了已整整一年。在这一年中哈瑞有了很大的进步,他同时也很感激许多前辈的帮助。首先,他想起了实验室的海挺前辈,于是趁今天有空去实验室看看,因为已经好久没去了。
走进实验室,哈瑞刚和海挺打完招呼,就有一位新检验员对海挺说:“老大,01-0103-006这批零件(图1-13)不合格,但奇怪的是我拿封存的样件测量也不合格。”
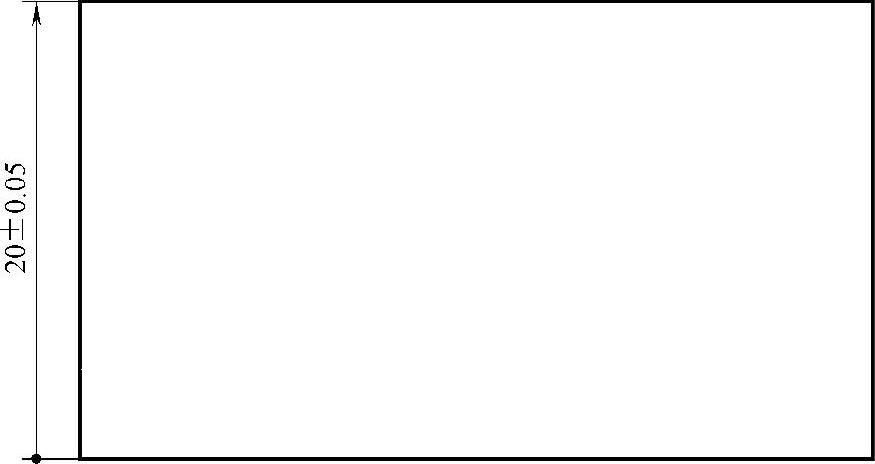
图 1-13
海挺:“怎么不合格?”
检验员:“(20±0.05)mm不合格,所有产品如图1-14所示波动。”
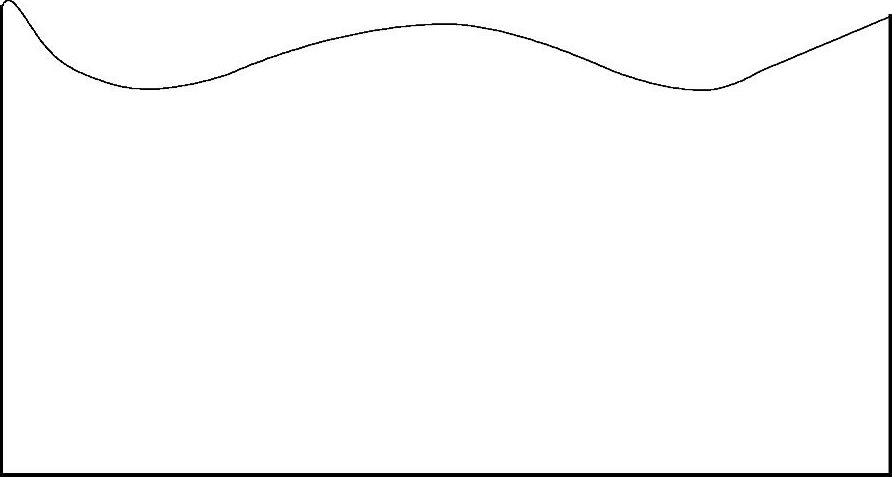
图 1-14
海挺:“好的,我马上来,你先去。”
哈瑞跟着检验员去了测量台。
哈瑞看完之后说:“你用卡尺测(图1-15)不就行了吗?为什么要用大理石平台和高度尺(图1-16)呢?测这么多点,然后还要计算,太麻烦了。”
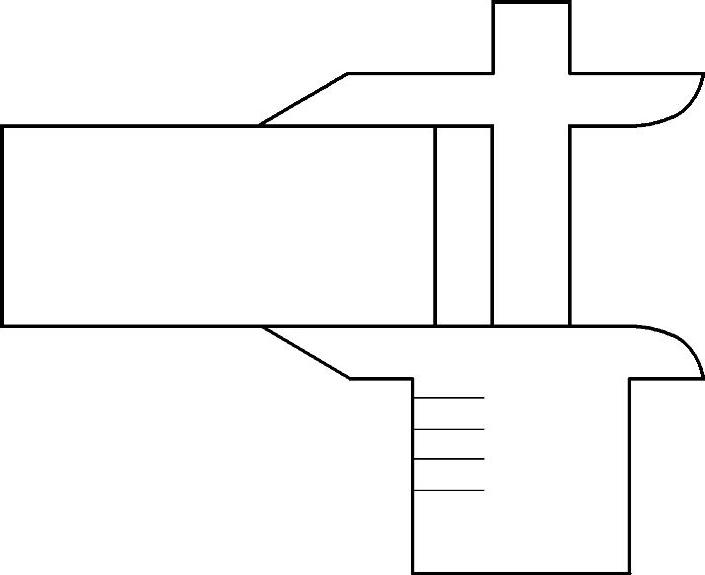
图 1-15
检验员:“检验书上这么写的,所以不敢用卡尺测。”
哈瑞向刚走过来的海挺问原因。
海挺说道:“这个零件必须按图1-16测,因为图样上标明,下面是基准,上表面为被控特征。”(https://www.xing528.com)
哈瑞:“把图样改一下不就行了,这图谁出的呀!”
海挺:“你又错啦,这个零件的毛坯是精密铸造的,铸造表面(基准面是铸造出来的)已达到与底座的装配要求,但功能面(上表面)需要机加工才能达到装配要求。所以,只机加工一个面,可以节约成本。”
哈瑞:“原来这样标是有特别用意的呀!”
海挺:“当然,你知道尺寸标注分几种类型吗?”
哈瑞:“我猜,有长度、宽度、角度等吧。”
海挺:“错了,线性尺寸分为位置、实体、方向和形状四种,今天这样标就是位置尺寸。表示两特征是位置关系,换言之一个是被控特征,另一个特征是基准。”
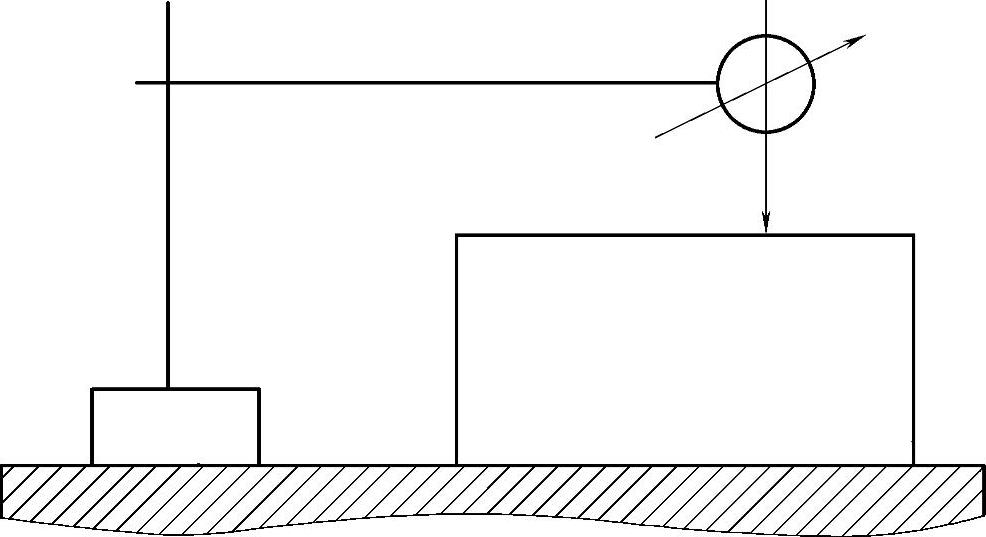
图 1-16
哈瑞:“那昨天给你的图1-17,孔中心到左边、下边的尺寸也是位置尺寸吗?但我没标图1-18中的黑点呀!而我的意图是以左边和下边为基准,那会对测量产生影响吗?”
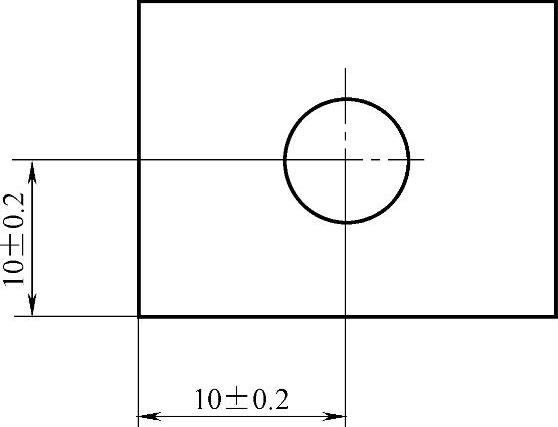
图 1-17
海挺:“我们已经习惯了这种零件,我们知道以左边和下边为基准测量,但最好请如图1-18一样标出基准。”
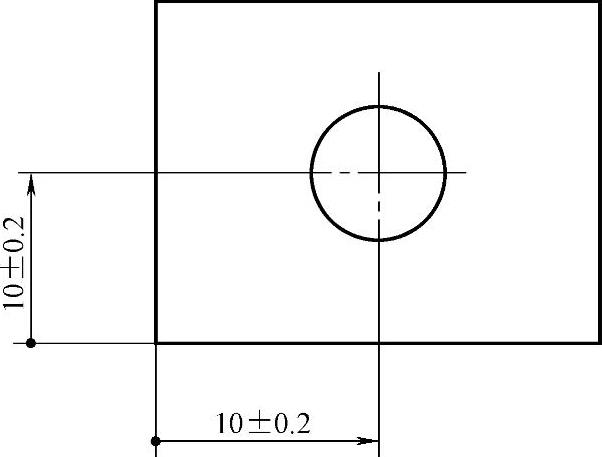
图 1-18
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。