



1.磨削斜面的装夹计算
在平面磨床上磨削斜面的基本方法是:根据零件的形状、尺寸、加工要求与生产批量等具体条件,采用适当装夹方法,把待加工的平面装成水平位置,然后用磨平面的方法进行磨削。
常用的装夹方法有以下几种:
(1)用正弦精密机用虎钳装夹工件 如图5-18所示,正弦精密机用虎钳主要由带精密机用虎钳的正弦规与底座组成。

图5-18 用正弦精密机用虎钳装夹
1—精密机用虎钳 2—正弦圆柱 3—量块 4—底座 5—工件
将工件夹紧在机用虎钳中,在正弦圆柱和底座的定位面之间垫入量块组,将正弦规连同工件一起倾斜成需要的角度,使待磨削的斜面放成水平位置,即可进行磨削。
为使工件倾斜一定角度,需要垫入的量块组高度可按下式计算:
H=Lsinα
式中 H——需要垫入的量块组高度(mm);
L——两个正弦圆柱的中心距(mm);
α——工件所需倾斜的角度(°)。
(2)用正弦电磁吸盘装夹工件 正弦电磁吸盘与正弦精密机用虎钳的区别,仅仅在于用电磁吸盘代替机用虎钳装夹工件。这种夹具的最大倾斜角度为45°,如图5-19所示。
(3)用导磁V形块装夹工件 导磁V形块的两个工作表面间的夹角为90°,其中一个工作面与底面间的角度通常制成15°、30°、45°等。
(4)用专用夹具装夹工件 对于形状复杂的工件,可采用专用夹具装夹,然后将工件和夹具一同吸牢在电磁吸盘上。
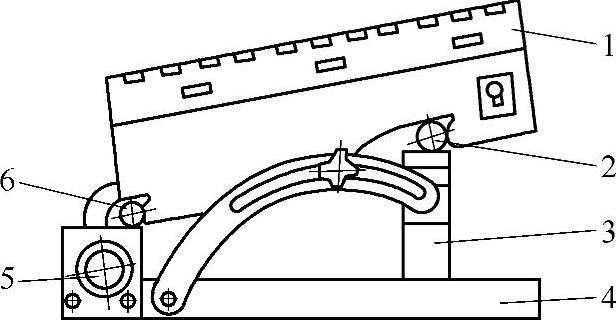
图5-19 用正弦电磁吸盘装夹
1—电磁吸盘 2、6—正弦圆柱 —量块 4—底座 5—锁紧正弦圆柱用的捏手
2.通过工艺计算调整正弦规磨槽型复合角度面
为了将图5-20中的θ角和α角同时加工合格,可通过工艺计算调整正弦规和修整砂轮的角度进行磨削,如图5-21所示。
(1)计算正弦规的调整角α1
α1=arctan[tanα/sin(θ/2)](https://www.xing528.com)
(2)计算砂轮修整角θ1
θ1=2arctan[tan(θ/2)/cosα1]
此工件底面积较小,磨削时应加挡铁。
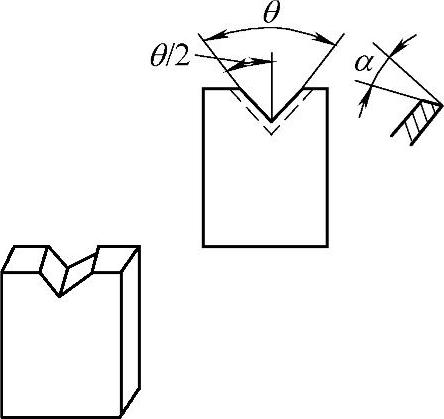
图5-20 工件简图
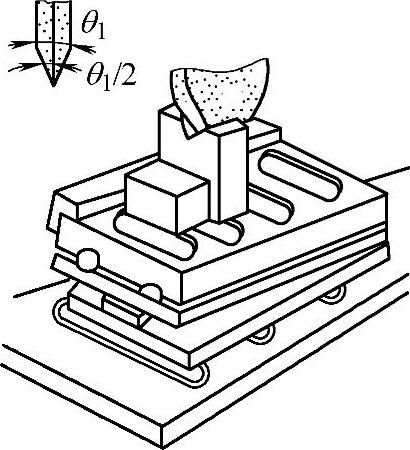
图5-21 通过工艺计算磨槽型复合角度面
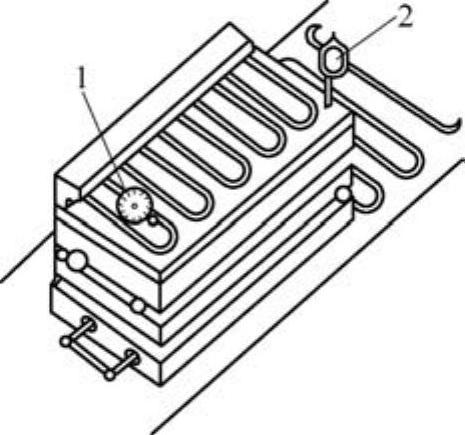
图5-22 用磁力正弦规进行找正 1、2—千分表
3.用磁力正弦规调整磨削复合角度面的计算
用磁力正弦规调整磨削复合角度面的步骤如下:
1)用磁力正弦规进行找正,如图5-22所示。千分表1检查正弦规定位基准靠铁对机床纵向导轨的平行度误差应为0.001~0.002mm。千分表2检查正弦规工作面对机床磁力夹盘的平行度误差和自身的平面度误差均应不大于0.003mm。检查前,必须将正弦规及磁力夹盘擦拭干净。
2)磁力正弦规的调整计算。在正弦规的横向扳α角后,由于零件的投影关系发生了变化,β角变成了β1角,其计算公式为(图5-23)
β1=arctan(tanβcosα)
3)调整正弦规。设正弦规横向圆柱中心距为L,纵向圆柱中心距为L1,两个方向分别应垫的量块厚度为S(横向)和S1(纵向),则可按下面公式计算:
S=Lsinα
S1=L1sin[arctan(tanβcosα)]
调整好后即可按一般平面进行磨削,如图5-24所示。
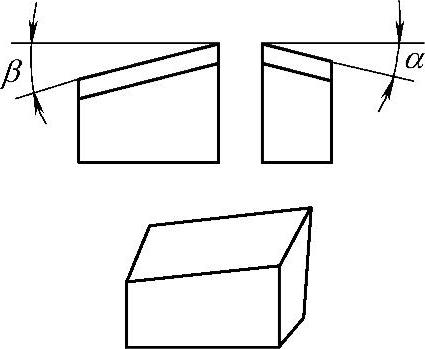
图5-23 工件调整简图

图5-24 调整正弦规磨削复合角度面
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。