



【摘要】:偏心工件的“偏心”是指零件的几何轴线和旋转轴线不重合。图5-14 偏心轴1.偏心轴的磨削计算如图5-15所示的偏心轴,以直径为d的外圆作为定位基准,在90°V形槽中定位,磨削偏心外圆,要求保证偏心距e。如果偏心距超出百分表的读数范围,可加量块辅助测量。图5-17 偏心工件位置精度检验
偏心工件的“偏心”是指零件的几何轴线和旋转轴线不重合。偏心部分的轴线与旋转轴线之间的距离称为偏心距e,如图5-14所示。
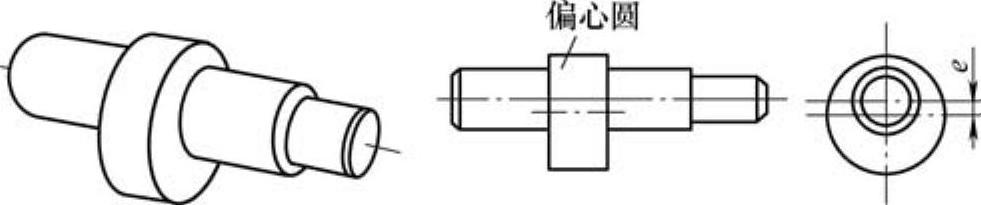
图5-14 偏心轴
1.偏心轴的磨削计算
如图5-15所示的偏心轴,以直径为d的外圆(半径为r)作为定位基准,在90°V形槽中定位,磨削偏心外圆,要求保证偏心距e。加工时,需用直径为D(半径为R)的找正心棒进行找正(如图5-15中假想细双点画线圆所示),以确定V形槽的位置。找正心棒直径的计算公式为
D=d+1.4142e
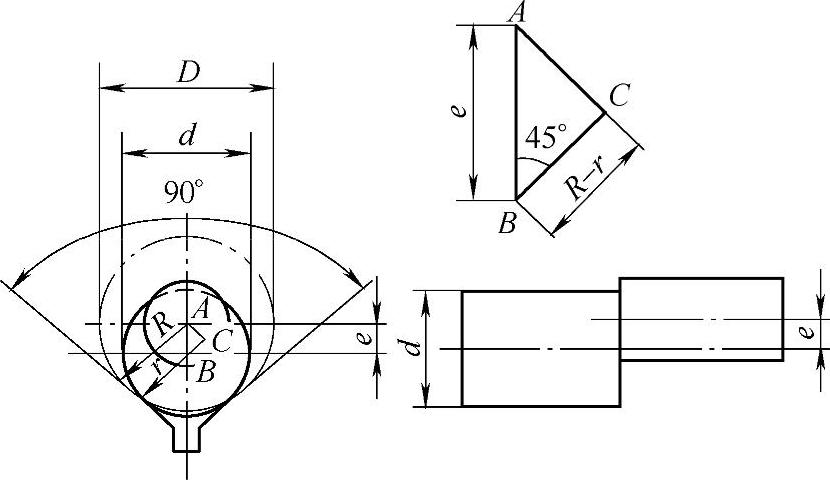
图5-15 偏心轴的磨削
2.偏心孔的磨削计算
如图5-16所示的偏心孔,以直径为d的外圆(半径为r)作为定位基准,在90°V形槽中定位,磨削内孔,要求保证偏心距e。加工时,需用直径为D(半径为R)的找正心棒进行找正,以确定V形槽的位置。找正心棒直径的计算公式为(https://www.xing528.com)
D=d−1.4142e
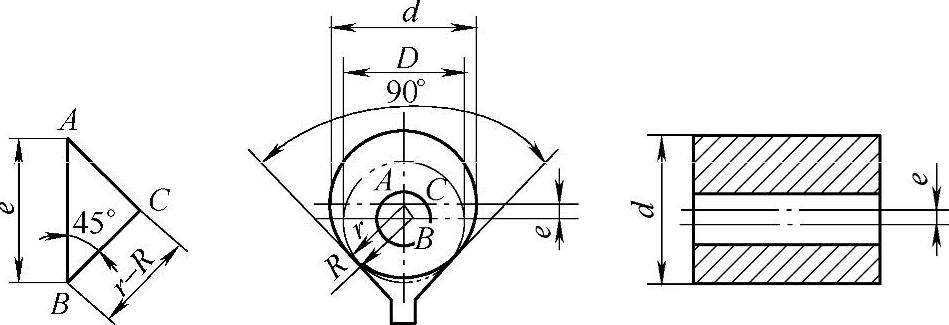
图5-16 偏心孔的磨削
3.偏心工件的检测计算
(1)偏心距e的检验 检测偏心距e常用壁厚千分尺或百分表测量,被测表面百分表读数的最大值与最小值之差,即为工件的两倍偏心距值。如果偏心距超出百分表的读数范围,可加量块辅助测量。
(2)偏心部分和主要部分的相互位置精度的检验 检验偏心部分轴线和主要部分轴线之间的平行度,如图5-17所示。将主要部分外圆放在精密V形架上,再使百分表和偏心部分外圆接触,然后转动工件,找出百分表在A点和B点的最大读数值,就能算出偏心部分轴线对主要部分轴线的平行度误差。
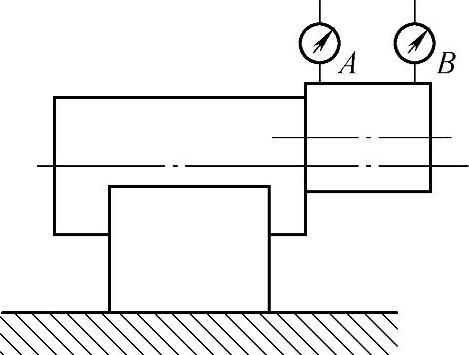
图5-17 偏心工件位置精度检验
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。