



【摘要】:多线砂轮磨削是一种高效率加工螺纹的方法。图5-10 多线砂轮磨削用多线砂轮磨削螺纹常采用切入法和纵磨法。2)磨削精度要求较高的螺纹,可先用多线砂轮粗磨,再用单线砂轮精磨。3)为克服工件螺纹槽因热变形和机床行程冲击与砂轮产生的相对偏移,磨削时需要对线。
多线砂轮磨削是一种高效率加工螺纹的方法。它是根据被磨螺纹的牙型,将宽砂轮修整成牙型相同的多个环状齿形,用来磨削螺纹,如图5-10所示。
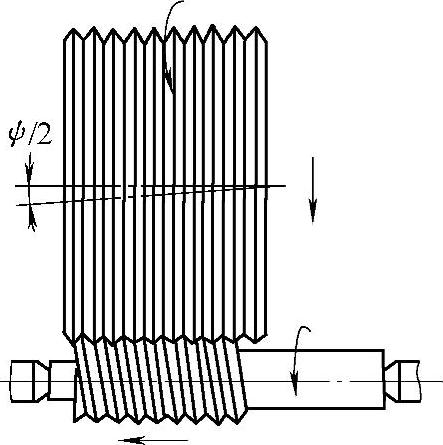
图5-10 多线砂轮磨削
用多线砂轮磨削螺纹常采用切入法和纵磨法。
1.切入法
1)将砂轮修整成和螺纹同样深度的环形槽,并有和工件螺纹相应的螺距和侧面。
2)当螺纹升角ψ<2°时,可以不调整砂轮架的轴向倾斜角;当螺纹升角ψ>2°时,需调整砂轮架倾斜角,其值为螺纹升角的1/2为宜。
3)磨削时砂轮先作横向进给,从工件开始转动至转到1/2转的时间范围内,砂轮均匀地切入螺纹规定的深度,然后,工件再旋转一周,同时在轴向移动一个螺距(或导程)完成磨削。磨削时工件的转速很慢,一般为0.2~1r/min。当磨削工件螺纹长度小于砂轮厚度的短螺纹时,适于用此法。
2.纵磨法(图5-11)(https://www.xing528.com)
1)将砂轮修整成切削齿和精磨齿,不必回转砂轮架螺旋角,即可完成粗磨和精磨。
2)磨削精度要求较高的螺纹,可先用多线砂轮粗磨,再用单线砂轮精磨。
3)为克服工件螺纹槽因热变形和机床行程冲击与砂轮产生的相对偏移,磨削时需要对线。
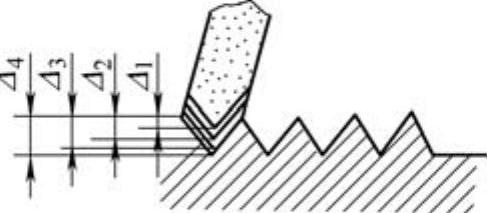
图5-11 纵磨法加工螺纹
4)当工件螺纹长度大于砂轮厚度时,应采用多线纵磨法,并需将砂轮切入端修成倒角,工件转速可适当高些,约为150r/min。
此外,为提高磨削螺纹的效率,螺距小于3mm的三角形螺纹,采用深度磨削法,其工件转速为0.3~0.6r/min;在具有消除间隙机构的螺纹磨床上磨削螺纹时,采用双向进给进行磨削;用效率更高的多线磨削法磨削螺纹时,砂轮厚度应等于螺距的整数倍,通常为20~80mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。