



【摘要】:试磨时,只需磨出孔长的1/2~2/3,再经反复测量、调整,直至将锥度调好,才能正式磨削工件的整个锥孔。当圆锥斜角α/2小于6°时,sinα/2与tanα/2数值非常接近,这时h值可用下面的近似公式计算
1.大锥度孔磨削法
磨削大锥度孔时,通常在万能外圆磨床上加工,工件装在头架的卡盘上,找正后,将头架调转半圆锥角α/2,如图5-5所示。

图5-5 转动头架磨内圆锥面
这种磨削方法和转动工件头架磨外圆锥面一样,磨削时工件作纵向移动,砂轮作横向进给运动,具有调整方便、操作简单的特点,应用广泛。
2.小锥度孔磨削法
磨削小锥度孔的长工件时,通常在内圆磨床上加工,可采用转动上工作台磨削法,如图5-6所示,也可采用转动砂轮架磨削法。
转动工作台磨内圆锥面的方法和转动工作台磨外圆锥面方法一样,工作台回转角度等于工件圆锥斜角。工作台带动工件作纵向移动,砂轮作横向进给运动,需试磨测量,经微量调整后再磨至图样尺寸。适用于磨削锥度<18°的小锥度锥孔,如车床主轴、尾架套筒等。

图5-6 转动工作台磨内圆锥面
3.确定砂轮直径及磨除量的计算
磨削锥孔时,砂轮的直径最大不得超过以工件锥孔小端直径为弦的股长,如图5-7所示。调整纵向行程时,应使砂轮在工件孔两端的伸出长度为砂轮宽度的1/3~1/2。试磨时,只需磨出孔长的1/2~2/3,再经反复测量、调整,直至将锥度调好,才能正式磨削工件的整个锥孔。(https://www.xing528.com)
若测量结果表明锥孔尚未达到尺寸要求,还需继续磨削时,就需要控制在工件端面上沿轴向的进给量,如图5-8所示。其关系式如下:

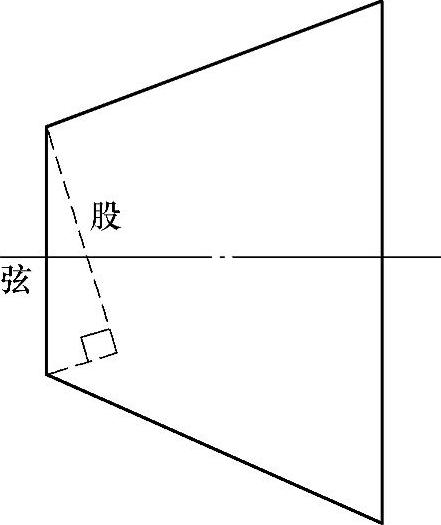
图5-7 砂轮直径的确定

图5-8 磨除量的确定
式中 h——锥孔应磨除的深度(mm);
l——轴向进给量(mm);
α——圆锥角(°)。
当圆锥斜角α/2小于6°时,sinα/2与tanα/2数值非常接近,这时h值可用下面的近似公式计算

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。