



1.转动工作台磨削法
在外圆磨床、万能外圆磨床上磨削锥度不大的长工件时,可转动上工作台,用前、后顶尖支撑工件,且其大端在前、小端在后,采用纵磨法从小端开始试磨,如图5-1所示。
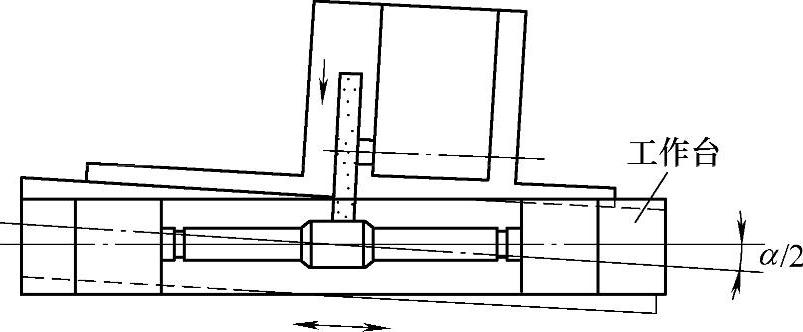
图5-1 转动工作台磨外圆锥面
磨削步骤如下:
1)调整锥度,将工作台逆时针转动α/2。
2)试磨锥面见光,检查锥度合格后,再磨削到符合要求的尺寸为止。
这种磨削方法适于磨削圆锥角<18°的圆锥体,具有调整方便、装夹简单的特点。
2.转动工件头架磨削法
磨削锥度较大、锥体长度较短的工件时,可转动头架,如图5-2a所示。

图5-2 转动工件头架磨外圆锥面
磨削方法除了将头架逆时针转动一个工件圆锥斜角α/2以外,其余的与转动工作台磨削外圆锥面法基本相同。
例如,有一短圆锥形工件,已知锥度为60°,则斜角应为30°,这时将头架逆时针转过30°,紧固后即可进行粗磨。粗磨后的圆锥面,角度不一定完全符合要求,可用锥度环规或样板进行检查,出现误差时应再次微调头架的转角,常需经过多次调整后才能达到要求。
采用这种磨削方法,如果工件伸出长度较大,有时会发生工件与砂轮相碰的现象。遇到这种情况时,可以把上工作台逆时针回转β1角度,同时将头架顺时针退回同一角度,使锥体的圆锥斜角保持不变(图5-2b),其计算公式为
α/2=β1+β2
式中 α/2——锥体的斜角(°);
β1——上工作台逆时针回转的角度(°);(https://www.xing528.com)
β2——头架相对上工作台回转的角度(°)。
这种磨削方法,磨削时工作台可作纵向移动,加工质量较高。
3.修整砂轮磨削法
如图5-3所示,用角度修整器可修整砂轮使其成为某一角度专用砂轮,以满足工件圆锥斜角的要求。这种磨削方法不需要频繁转动砂轮架,能磨削较大范围的角度,尤以磨削45°、60°的圆锥面为主,适合于批量生产。
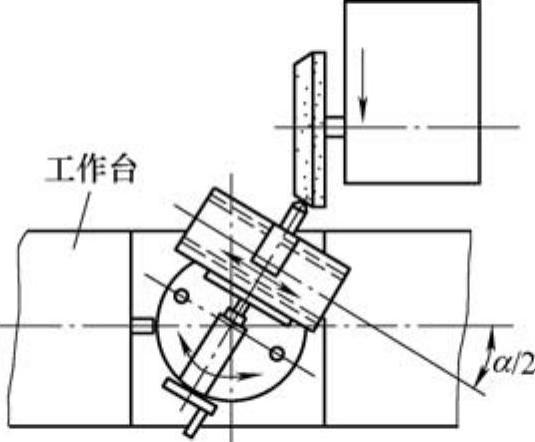
图5-3 用角度修整器修整砂轮磨外圆锥面
要求被磨圆锥面的母线长度小于砂轮宽度,磨削时依靠砂轮横向进给完成磨削加工。
在磨削第一个零件时,必须先进行试磨和测量,并根据测量结果作微量调整才能获得正确的锥度。当调整后继续试磨时,根据锥体长度不同,只需磨出长度的1/2~2/3就可以进行测量,以免磨过头造成废品。
4.磨削大圆锥体的计算
当磨削尺寸较大的外圆锥面时(如机床主轴等),用圆锥套规量尺寸比较麻烦,而且劳动强度大,所以在粗磨时常用钢直尺或游标卡尺测量锥体长度,来粗略地确定磨削余量。余量和锥体长度间的关系如下(图5-4):
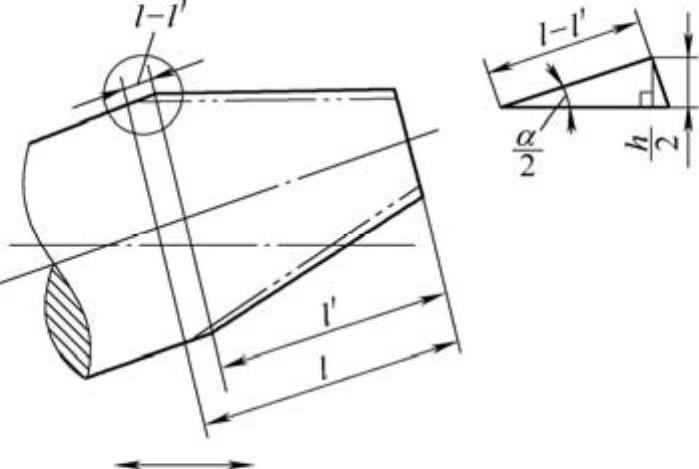
图5-4 用测量锥体长度的方法确定磨削余量

或 h≈(l-l′)C
式中 l——图样要求的圆锥体长度(mm);
l′——测量所得圆锥体长度(mm);
C——圆锥体锥度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。