



例4-1 质数等分数的分度计算,铣削等分数Z=71的工件。
解 (1)用差动分度计算
1)选定一个假定等分数Z0=66。
2)按照假定等分数Z0计算分度摇柄差动转数n0为

3)计算Z0和Z的差值X为

4)将n0和X代入式 ,则有
,则有

即交换齿轮齿数为主动轮z1=100,从动轮z4=33,摇柄转动方向和分度盘转动方向相反。
(2)用单动间隔分度计算 利用式n= Nm/N计算摇柄转数n时,可选择间隔齿数为7,分度盘孔圈数为53,则n=
Nm/N计算摇柄转数n时,可选择间隔齿数为7,分度盘孔圈数为53,则n= Nm/N=
Nm/N= ×53×7/53≈
×53×7/53≈ r,即每次分度摇柄在53孔圈上转过3整转再转过50个孔。铣完第1齿后,接着间隔用7齿铣第8齿、第15齿、第22齿、…直至铣完。
r,即每次分度摇柄在53孔圈上转过3整转再转过50个孔。铣完第1齿后,接着间隔用7齿铣第8齿、第15齿、第22齿、…直至铣完。
例4-2斜齿圆柱齿轮的铣削计算。
(1)一般计算法
在X62W万能铣床上加工法向模数mn=4mm、z=20、β=18°的斜齿圆柱齿轮。由z′= ≈23,查表4-10可知,应选用4号铣刀。由表4-12可知β=18°时,K=1.163,于是z′=zK=20×1.163≈23,同样得出应选用4号铣刀。
≈23,查表4-10可知,应选用4号铣刀。由表4-12可知β=18°时,K=1.163,于是z′=zK=20×1.163≈23,同样得出应选用4号铣刀。
(2)精确计算法
在X62W万能铣床上加工mn=3mm、z=17、β=45°的斜齿圆柱齿轮。
因mn=3mm的齿轮盘铣刀的外径d0=70mm,所以
dc=d0−2.4mn=70mm−2.4×3mm=62.8mm

查表4-10可知,应选用7号铣刀。
例4-3直齿锥齿轮的铣削计算∶加工一个模数m=3mm,齿数z=25、分锥角δ=45°、锥距R=53.04mm、齿宽b=16mm的锥齿轮。
解 由图4-12查得铣刀刀号为6号,比值R/b=53.04/16≈ ,由表4-13查得基本旋转角θ=2175′;于是求得齿坯转角A为
,由表4-13查得基本旋转角θ=2175′;于是求得齿坯转角A为

按照角度分度的计算公式,分度头手柄的转数为
即转动A角时,分度手柄应在分度板的孔数为30的孔圈上转过5个孔距。
例4-4 写出图4-52压板铣斜面的加工工艺过程。
解 (1)机床、刀具、夹具、量具
1)机床∶X62W型(或X52K型)。
2)刀具∶圆柱铣刀、面铣刀。
3)夹具∶机用虎钳。
4)量具∶划针盘、钢直尺、游标万能角度尺、游标卡尺、角尺、百分表。
(2)加工步骤
1)读图,图4-52为压板铣斜面工序图。
2)涂色并用游标万能角度尺调整角度,划30°与45°斜线。
3)校正固定钳口与X52K型的铣床主轴轴线垂直。
4)选择φ40的镶齿面铣刀。
5)将工件装夹在机用虎钳上,用划针盘找正,使划线与工作台面平行。
6)选n=150r/min,f=60mm/min,ap=2~2.5mm。
7)调整铣刀与工件相对位置,紧固纵向进给手柄。
8)利用横向进给分数次进给铣出30°斜面至尺寸 。
。
9)用同样方法分别铣出45°斜面(四个倒角)至尺寸要求。
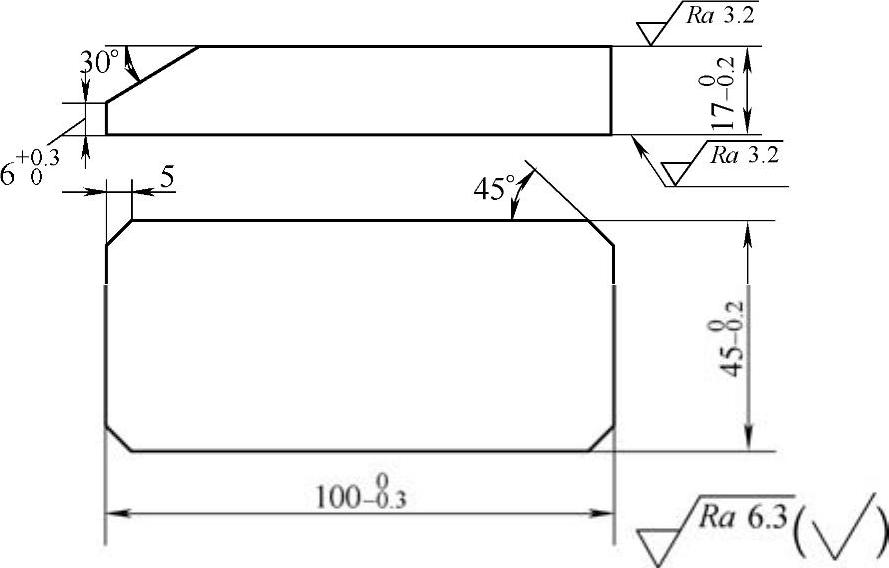
图4-52 压板铣斜面工序
例4-5 写出图4-53轴上铣键槽的加工工艺过程。
解 (1)机床、刀具、夹具、量具
1)机床∶X52K型(或X62W型)。
2)刀具∶盘形槽铣刀、立铣刀、键槽铣刀。(https://www.xing528.com)
3)夹具∶机用虎钳、平行垫铁。
4)量具∶游标卡尺、百分表。
(2)加工步骤
1)读图,图4-53为轴上铣键槽工序图。
2)在X52K型铣床上铣封闭式键槽的步骤如下∶①安装机用虎钳,校正固定钳口与铣床横向工作台垂直;②装夹找正工件;③选用φ10mm的键槽铣刀;④对刀试铣,检查铣刀尺寸;⑤取n=475r/min,ap=4.2mm,f=30mm/min(或采用手动进给);⑥铣封闭式键槽至尺寸及对称度要求;⑦去毛刺,检查各项要求。
3)在X62W型铣床上铣半封闭式键槽的步骤如下∶①安装机用虎钳,校正固定钳口与铣床主轴轴线垂直;②装夹找正工件;③选用60mm×10mm的盘形槽铣刀;④对刀;⑤取n=95r/min,f=47.5mm/min,ap=4.2mm;⑥铣半封闭式键槽至尺寸及对称度要求;⑦去毛刺,检查各项要求。
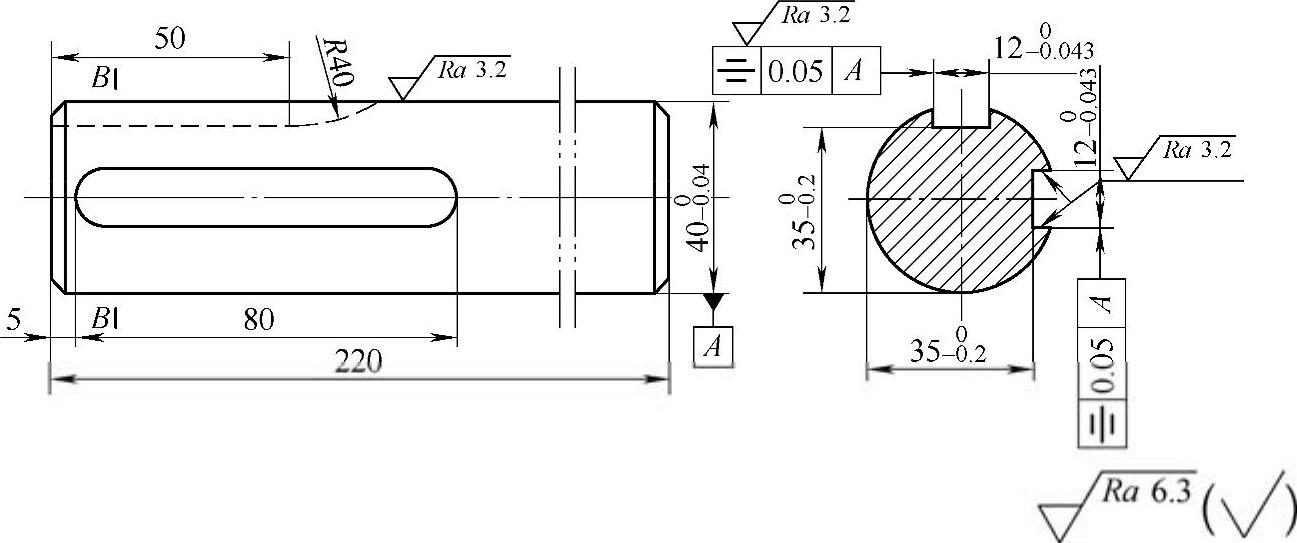
图4-53 轴上铣键槽工序
例4-6 写出图4-54轴上铣半圆键槽的加工工艺过程。
解 (1)机床、刀具、夹具、量具
1)机床∶X52K型(或X62W型)。
2)刀具∶半圆键槽铣刀。
3)夹具∶机用虎钳、V形块、压板、螺栓、平行垫铁。
4)量具∶游标卡尺、钢直尺、百分表、φ24mm×5mm测量圆柱、塞规、划线工具。
(2)加工步骤
1)读图,图4-54为轴上铣半圆键槽工序图。
2)检查车削后轴的各部分尺寸。
3)划线。
4)装夹工件,通过找正使轴上侧母线与X52K型铣床纵向工作台面平行。
5)选用φ25mm半圆键槽铣刀。
6)按划线对刀,试切。
7)移动横向工作台调整铣削深度,铣半圆键槽,铣完后,退刀移动纵向工作台40mm,铣另一半圆键槽。
8)去毛刺,检查键宽、槽深及对称度。
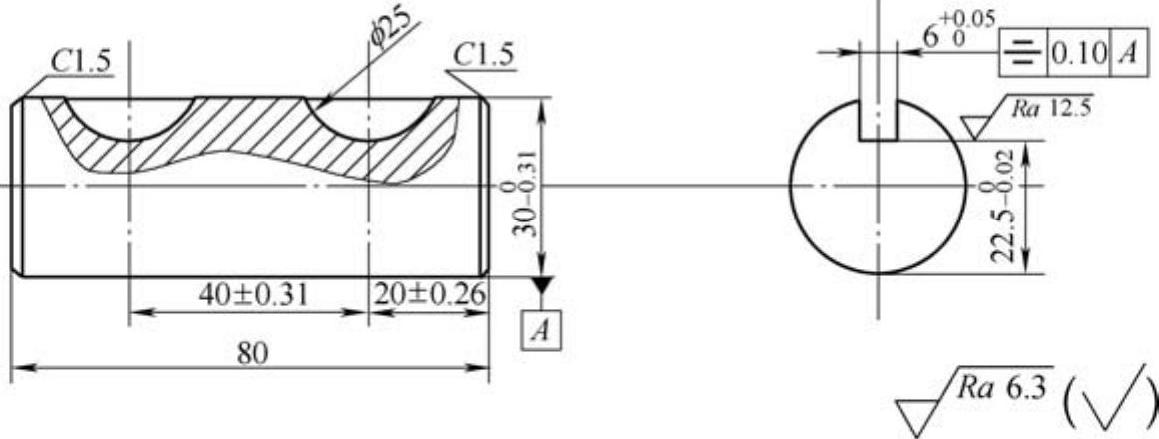
图4-54 轴上铣半圆键槽工序
例4-7 写出图4-55铣T形槽的加工工艺过程。
解 (1)机床、刀具、夹具、量具
1)机床∶X62W型(或X52K型)。
2)刀具∶圆柱铣刀、面铣刀、三面刃铣刀、立铣刀、T形槽铣刀。
3)夹具∶机用虎钳。
4)量具∶游标卡尺、千分尺、百分表、角尺、钢直尺。
(2)加工步骤
1)读图,图4-55为V形铁铣T形槽工序图。
2)对照图样检查毛坯尺寸。
3)安装校正机用虎钳,使固定钳口与X62W型铣床主轴轴线垂直。

图4-55 V形铁铣T形槽工序
4)装夹找正工件。
5)铣六面体至图样要求。
6)划线。
7)用立铣刀铣直角沟槽至宽 ,深23mm,并达到对称度要求。
,深23mm,并达到对称度要求。
8)卸下工件。
9)在X52W型铣床工作台上安装及校正机用虎钳。
10)找正并夹紧工件。
11)用T形槽铣刀铣T形槽至尺寸29mm、 、
、 ,并达到对称度要求。
,并达到对称度要求。
12)去毛刺,检查各项要求。
13)换装角度铣刀倒槽口角。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。