



【摘要】:若加工图4-51b所示的球面,两端不是柄而是平面,在铣削时刀尖不受柄部的限制,故可先计算出刀尖回转直径的最小值,而刀尖的实际回转直径可大些,一般大3~5mm,但太大会铣到心轴。
1.单柄球面的铣削计算
尺寸较小的带柄圆球,可安装在分度头上进行铣削,但分度头应扳转一个角度α,故通称为工件倾斜铣削法,这样球心调整和进给控制等操作均比较方便,如图4-50所示。
分度头扳转角度α可用以下公式计算∶
sin2α= 或tanα=
或tanα=
式中 α——分度头应扳转的角度(°);
d——圆球柄部直径(mm);
D——圆球直径(mm);
L——球体长(mm)。
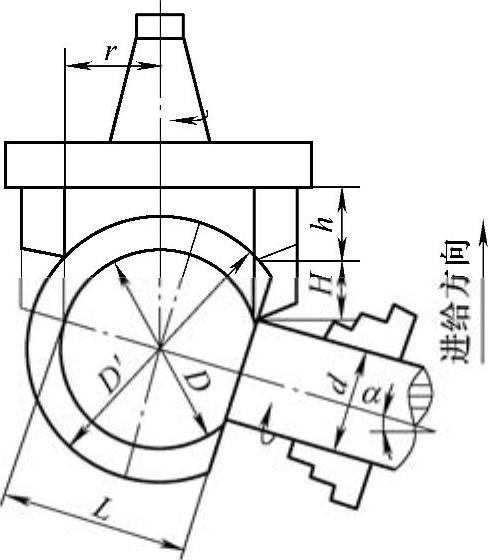
图4-50 单柄球面的铣削
在铣削时,由于工件往往是毛坯,因此需要先计算出进给距离H,如图4-50所示,其计算公式如下∶
式中 D′——圆球毛坯直径(mm);(https://www.xing528.com)
r——刀尖回转半径(mm),r= cosα。
cosα。
刀尖伸出刀盘高度h的计算公式为

2.双柄球面的铣削计算
两端直径相等的双柄球面,即为对称的球带。铣削时如图4-51a所示,铣刀轴线与工件轴线的夹角β=90°,即相互垂直。
铣刀刀尖的回转直径d0可用下式计算∶
式中 d——柄部直径(mm);
D——球面直径(mm)。
若加工图4-51b所示的球面,两端不是柄而是平面,在铣削时刀尖不受柄部的限制,故可先计算出刀尖回转直径的最小值,而刀尖的实际回转直径可大些,一般大3~5mm,但太大会铣到心轴。
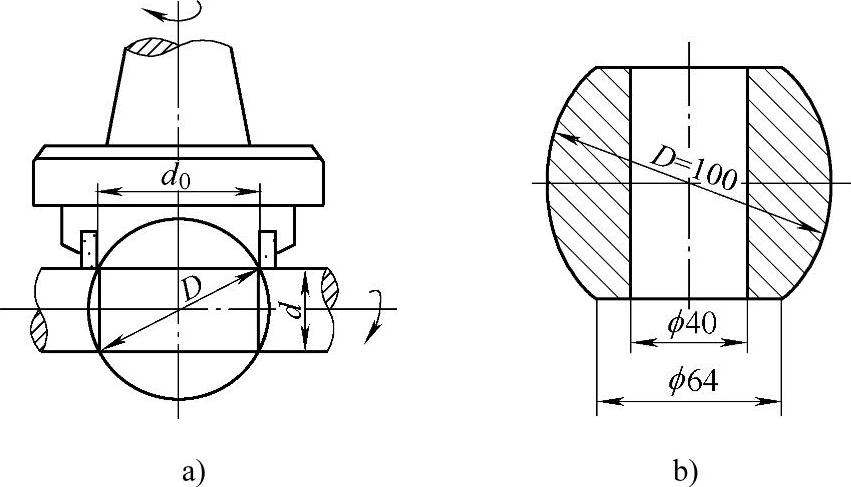
图4-51 双柄球面的铣削
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。