



在机械传动中,常用键连接轴和轮毂来传递动力。从键的形状来分,有平键、斜键、半圆键和花键等。
1.键槽的铣削计算公式
(1)平键键槽尺寸的计算 普通平键根据头部形状,分为圆头键(A型)、方键(B型)和半圆头键(C型)三种。普通平键标记方式为∶键B10×32GB/T 1096—2003(A型可不标“A”),表示的意义为∶方头普通平键,宽10mm,高8mm,长32mm。
1)深度的计算(图4-21)∶
键槽深度

键槽侧面深度

2)长度的计算(图4-22)∶

x值也可查表4-16求得,则轴表面铣削长度为
L=L1+x
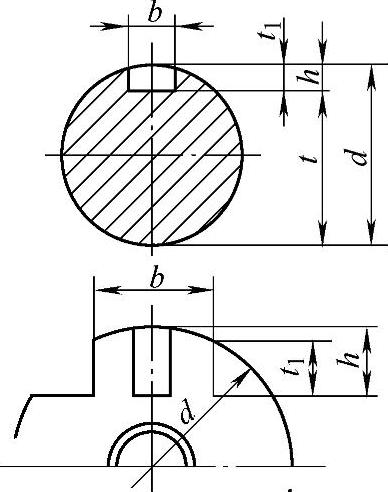
图4-21 键槽深度
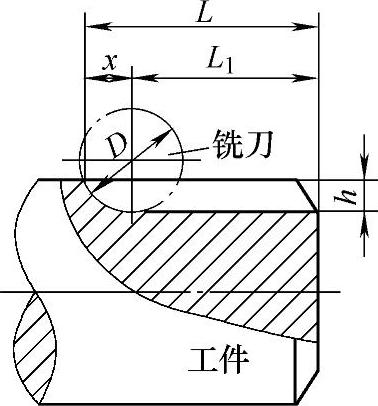
图4-22 键槽长度
表4-16 铣敞开式键槽的x尺寸 (单位:mm)

(2)铣键槽时对刀的计算 各种铣削方式的对刀方法如图4-23~图4-26所示。
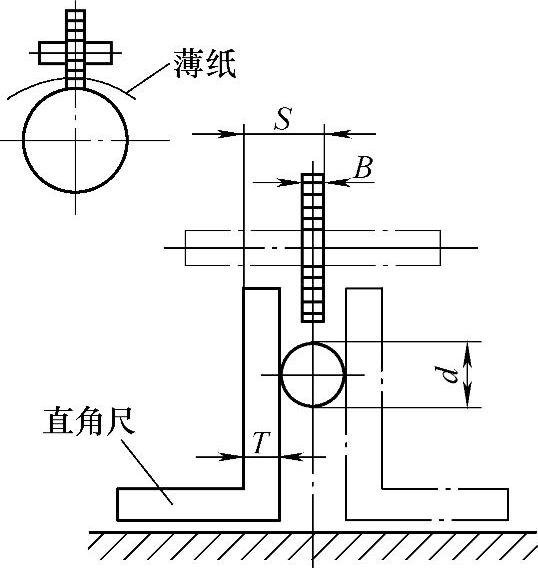
图4-23 采用片铣刀加工时的对刀

图4-24 采用盘形铣刀或三面刃铣刀加工时的对刀
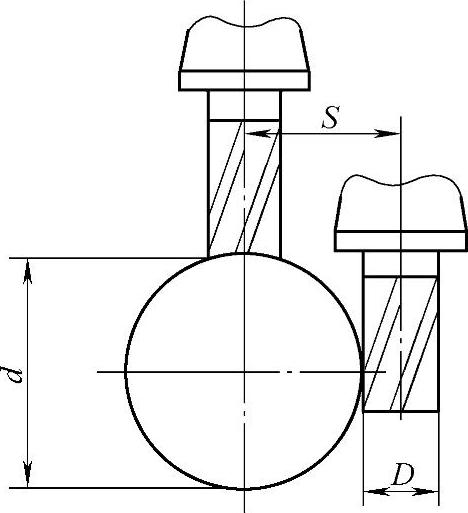
图4-25 采用立铣刀或键槽铣刀加工时的对刀

图4-26 切痕对刀法
1)测量计算法。采用片铣刀铣键槽时,如图4-23所示,用直角尺贴紧工件外圆,用游标卡尺测量图示各尺寸,当铣刀中心线通过工件中心线时,S值可按下式计算∶
式中 d——工件直径(mm);
T——角尺宽度(mm);(https://www.xing528.com)
B——铣刀宽度(mm)。
2)擦边对刀计算法。采用盘形铣刀或立铣刀铣键槽时,如图4-24和图4-25所示,可以先在工件侧面贴一张薄纸,使铣刀擦到薄纸后向下退出工件,再横向移动工作台距离S,S值可按下式计算∶

式中 d——工件直径(mm);
D——铣刀直径(mm);
B——铣刀宽度(mm)。
3)切痕对刀法。如图4-26所示,先以目测对刀,然后横向移动工作台,在工件上铣出一痕迹(不能过大)。采用三面刃铣刀时,其痕迹为椭圆,采用立铣刀时其痕迹为矩形。横向移动工作台对刀,使铣刀切削刃在旋转时落在切痕中间。
(3)直角槽的铣削
1)分度头装夹。如图4-27所示,采用分度头上的自定心卡盘和后顶尖装夹,工作轴线位置不会因直径变化而变化。
2)压板装夹。采用V形块和压板装夹能保证键槽的对称度,对键槽深度虽有影响,但当对键槽深度要求不高时经常采用此法,如图4-28所示。

图4-27 分度头装夹铣直角槽

图4-28 V形块和压板装夹铣直角槽
(4)半圆键的铣削
1)半圆键键槽深度如图4-29所示,键槽深度可按下式计算∶
h=d-(H−D)
式中 d——工件直径(mm);
D——圆片直径(mm);
H——实际测量值(mm);
2)半圆键槽口长如图4-30所示,槽口长可按下式计算∶

式中 h——键槽深度(mm);
D——铣刀直径(mm);
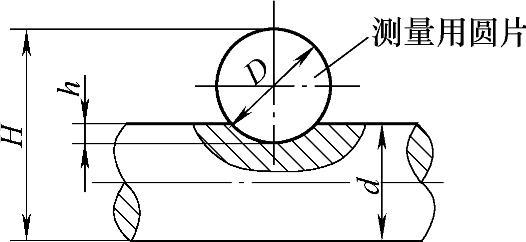
图4-29 半圆键槽深的计算

图4-30 半圆键槽口长的计算
3)半圆键的铣削方法。半圆键一般在卧式铣床上加工,如图4-31所示。半圆键槽铣刀的直径与宽度应与半圆键槽规格相符,工作台上升加工键槽,通常采用手动进给。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。