



蜗轮蜗杆传动具有速比大、自锁性强和传动平稳等特点。
蜗轮的齿廓曲线由蜗杆来决定,蜗杆端面上的齿廓有阿基米德螺旋线和渐开线等形式。由于阿基米德螺旋线成形的蜗杆便于在车床上加工,所以应用最广泛。
1.用盘形铣刀粗铣蜗轮的计算
精密的蜗轮一般在滚齿机上加工,生产精度要求不高、螺旋角较小的小模数蜗轮可以在万能铣床上用盘形铣刀或飞刀法铣削,常用于小批量蜗轮的加工或单件蜗轮的修配等。
(1)选择铣刀的要求 在万能铣床上铣蜗轮时,一般是先用盘形齿轮铣刀粗铣,再用蜗轮滚刀精铣来完成。选择铣刀应符合以下三个要求∶
1)铣刀的模数应与蜗轮的法向模数相同,蜗轮法向模数的算法与斜齿轮法向模数的算法相同。
2)铣刀号数应根据蜗轮的当量齿数来选择,其计算当量齿数的公式与铣斜齿圆柱齿轮时相同。
3)铣刀直径D刀最好选取等于或大于蜗杆齿顶圆直径加上0.4m(即D刀≥da1+0.4m),千万不能采用比蜗杆齿顶圆直径da1小的铣刀。
(2)齿坯的装夹与校正 齿坯的装夹方法、校正内容和铣削标准直齿圆柱齿轮时相同,当齿坯的最大半径超过分度头中心高时,除了采用将分度头和尾座同时垫高的办法外,也可以在分度头下面加一块底座,并使分度头在水平面内转90°,再把分度头主轴向上扳起所需要的角度即可,如图4-18所示。这种方法适用于在普通卧式铣床上加工蜗轮。
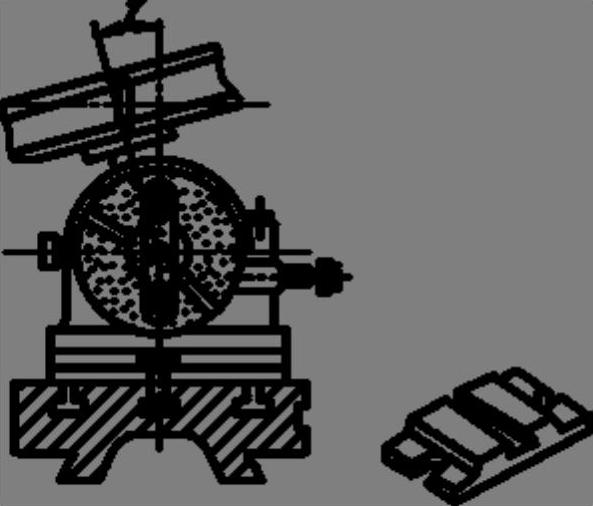
图4-18 用盘形铣刀铣蜗轮齿坯的装夹
(3)工作台转角的计算 因为蜗轮的齿与轴线倾斜一个螺旋角β,所以铣蜗轮时为使铣刀的旋转平面和齿槽方向一致,必须将工作台转动一个角度β。工作台转角大小及旋转方向与加工圆柱斜齿轮时相同。此外,在粗铣蜗轮时,也可根据蜗杆的导程Pz(或头数z1、齿距px)与分度圆直径d1,计算出工作台转动角度β,如图4-19所示,计算公式为
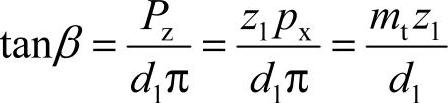
式中 mt——蜗轮的端面模数(mm)。
(4)操作方法 蜗轮铣削是以径向进给的方式进行的。铣削第一齿时,铣刀先由两尖角处开始切削,到铣刀刚切着凹圆弧的中点(即圆弧最低点)时作为起点,并用粉笔在进给工作台刻度盘上做一标记,作为以后工作台每次升高时的终点,然后以手动进给逐渐切深到小于2.25m,留出精铣余量。铣出一个齿槽后,降下工作台(退刀)分度,再用同样方法依次粗铣完整个工件上的齿槽。
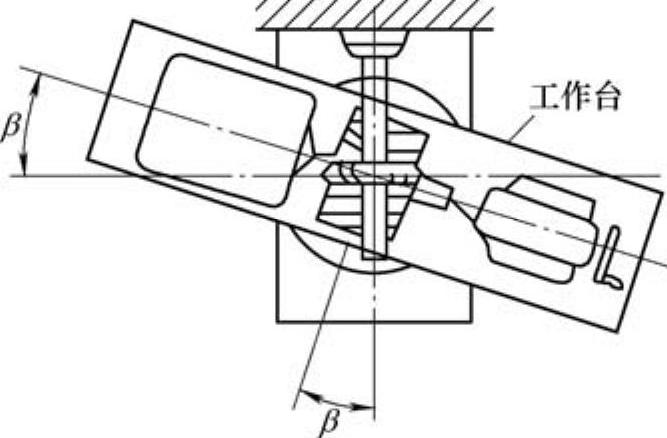
图4-19 工作台转动角度(https://www.xing528.com)
采用盘形铣刀以径向进给的方式加工蜗轮,其齿槽是一条斜槽,而不是螺旋槽。此外,铣刀的直径也不一定能满足要求,因此加工后的蜗轮,在啮合时齿面接触情况很差。
2.用蜗轮滚刀精铣蜗轮的计算
在万能铣床上,用蜗轮滚刀精铣蜗轮,是在盘形铣刀铣蜗轮的基础上提高其精度的一种较简便的加工方法。它适用于有滚刀而缺乏滚齿机的场合。
(1)滚刀要求
1)精铣蜗轮时,最好选用专用蜗轮滚刀工作,蜗轮滚刀的模数、头数、分度圆直径应与工作蜗杆相同。
2)当缺少蜗轮滚刀时,可用同模数的齿轮滚刀代替,但要注意齿轮滚刀的直径应等于或大于蜗杆外径加0.4m;齿轮滚刀模数应等于蜗杆法向模数。
(2)装夹方法 精铣蜗轮时,将装夹在蜗轮心轴上的鸡心夹头取下,使轮坯在两顶尖之间能自由转动,则可将分度头的蜗轮蜗杆脱开,以使分度头主轴能自由转动。滚刀装在万能铣床主轴上,对好刀后,靠滚刀的旋转,拖动工件进行自动分度。
(3)对刀距离的计算 在精铣蜗轮时,对刀距离可用下式计算∶
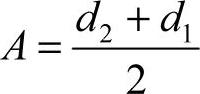
式中 A——滚刀杆中心到顶尖中心距离(mm);
d2——蜗轮分度圆直径(mm);
d1——蜗杆分度圆直径(mm)。
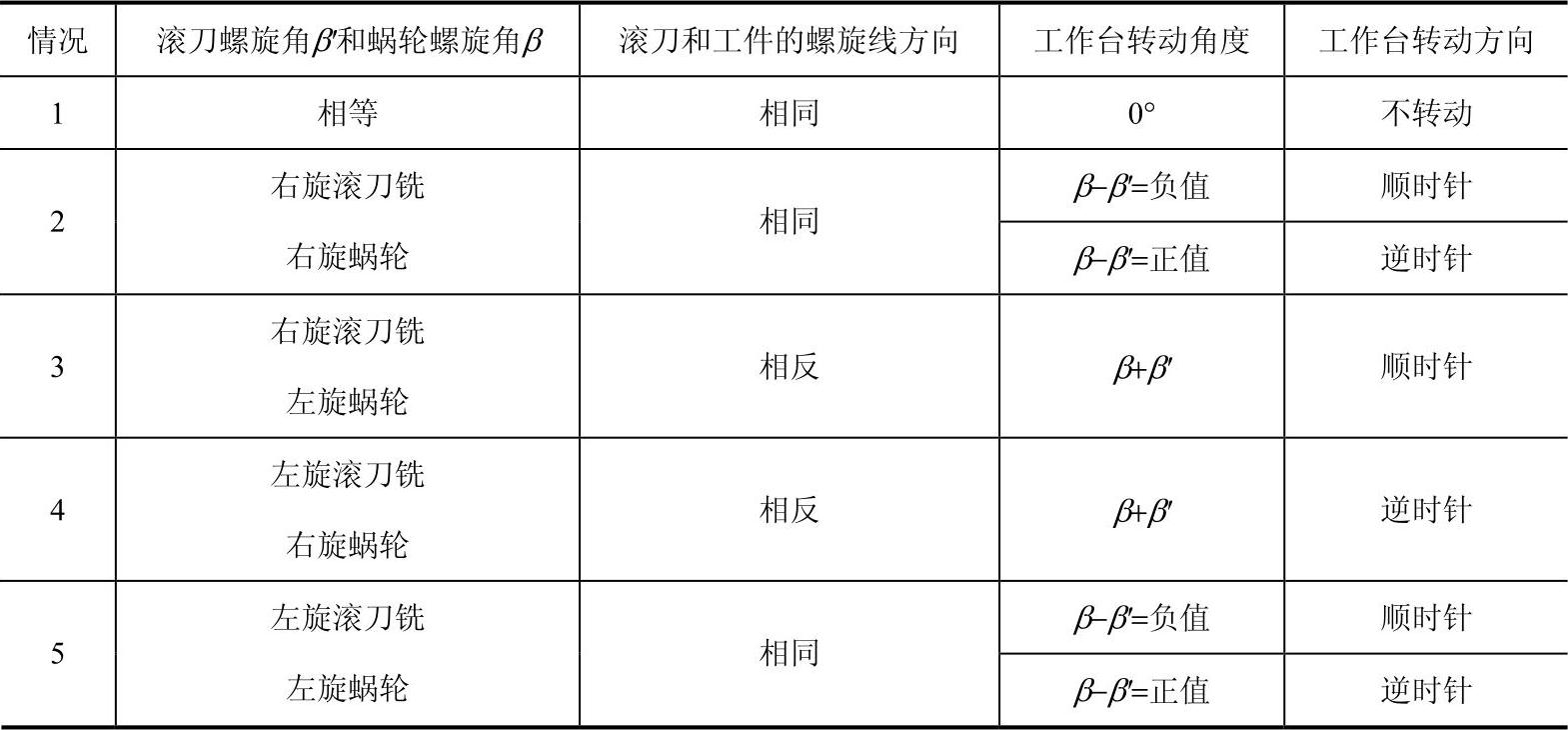
(4)工作台扳转角度和方向 必须注意,若采用专用的蜗轮滚刀精铣蜗轮,工作台不需要调角度;若采用普通的齿轮滚刀精铣蜗轮,则应根据滚刀的螺旋角与工件的螺旋角,调转工作台到一个适当的角度,使滚刀刀齿的切削方向正好沿着已粗铣的工件齿槽方向运动。精铣时,工作台扳转的角度和方向与选用的滚刀和蜗轮螺旋角有关。表4-14列出了精铣时工作台扳转的角度和方向与所选用的滚刀和蜗轮螺旋角的关系。
表4-14 精铣时工作台扳转的角度和方向与所选用的滚刀和蜗轮螺旋角的关系
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。