



例3-1 已知直齿圆柱齿轮的齿数z1=30,z2=60,模数m=4mm,齿顶高系数ha∗=1,齿形角α=20°,计算小齿轮的各部分几何尺寸。
解 分度圆直径

齿顶高

齿根高

齿全高

齿顶圆直径

齿根圆直径

齿厚
齿槽宽
标准中心距a

例3-2 在带传动和蜗杆传动组成的传动系统中,初步计算后取蜗杆模数m=4mm、头数z1=2、分度圆直径d1=40mm,蜗轮齿数z2=39,试计算蜗杆直径系数q、导程角γ及蜗杆传动中心距a。
解 (1)蜗杆直径系数 
(2)导程角γ
γ=11.3099°(11°18′36″)
(3)传动中心距 (q+z2)=0.5×4×(10+39)mm=98mm
(q+z2)=0.5×4×(10+39)mm=98mm
例3-3 试对定位销轴零件图进行分析,写出图3-39定位销轴的加工工艺过程。
解 (1)零件图样分析
1)图中以 轴线为基准,尺寸
轴线为基准,尺寸 与尺寸
与尺寸 的同轴度公差要求为φ0.02mm。
的同轴度公差要求为φ0.02mm。
2)图中以 轴线为基准,外径φ30mm的圆柱两端面与基准轴线的垂直度公差为0.02mm。
轴线为基准,外径φ30mm的圆柱两端面与基准轴线的垂直度公差为0.02mm。
3)工件热处理后硬度为55~60HRC。
4)选用材料为高级优质碳素工具钢T10A。
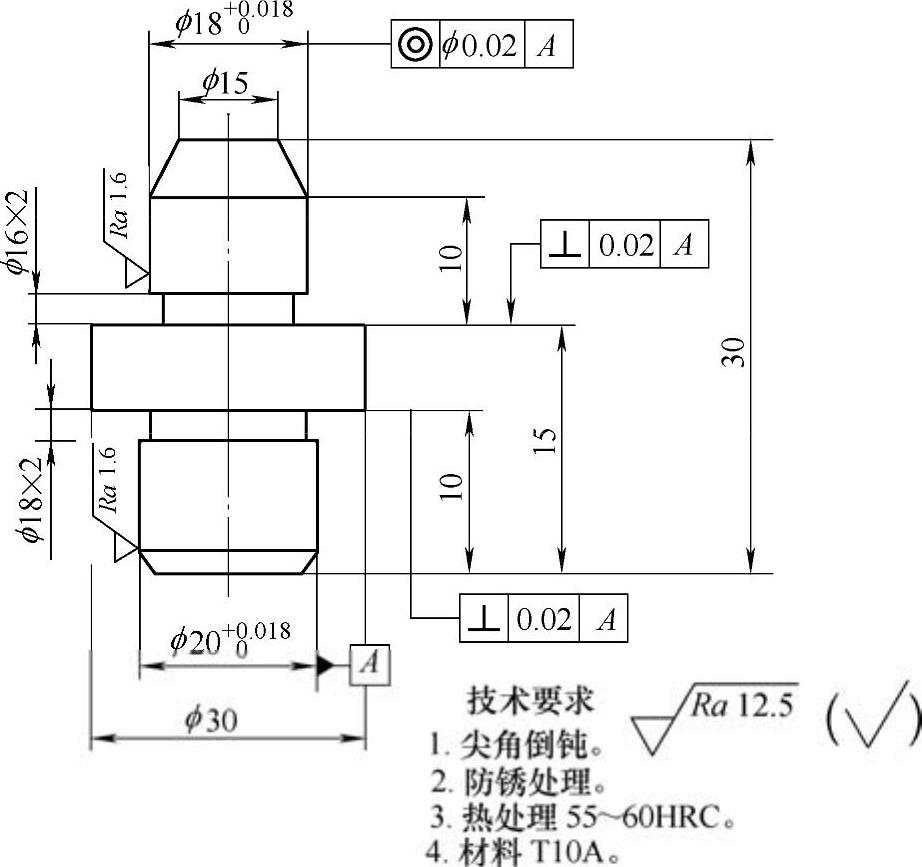
图3-39 定位销轴
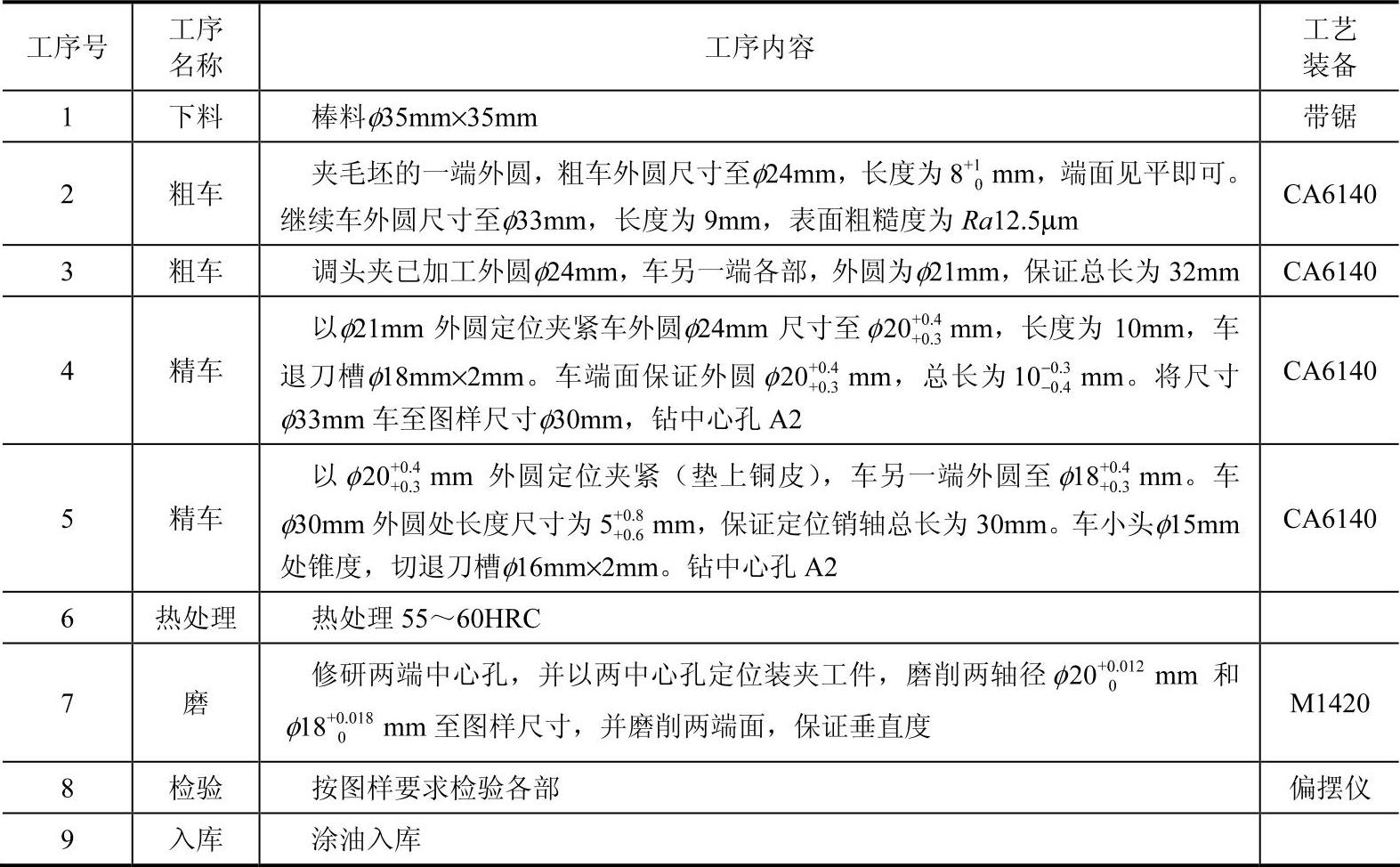
(2)定位销轴机械加工工艺过程卡(表3-33)
表3-33 定位销轴机械加工工艺过程卡
(3)工艺分析
1)定位销轴是在夹具体中做定位用的零件,从图中可以看出, 是用来做定位部分的,φ15mm与
是用来做定位部分的,φ15mm与 形成的锥体是装夹工件时起导向作用的,由于在使用中,需要反复装夹工件,所以要求定位销轴应具有较好的耐磨性,因此,应选用较好的材料T10A或选用加钢表面渗碳淬火。
形成的锥体是装夹工件时起导向作用的,由于在使用中,需要反复装夹工件,所以要求定位销轴应具有较好的耐磨性,因此,应选用较好的材料T10A或选用加钢表面渗碳淬火。
2)定位销轴在单件或小批量生产时,采用卧式车床加工,若批量较大时,可采用专业性较强的设备加工,如转塔车床等。
3)零件除单件下料外,可采用5件一组连下,在车床上加工时,车一端后,用切刀切下一件,加工完一批后,再加工另一端面。
4)由于该零件有同轴度和垂直度要求,在车削工序时加工出两端中心孔,零件淬火后采用中心孔定位装夹再磨削,这样可以更好地保证零件的精度要求。(https://www.xing528.com)
5)零件长度L和直径D的比值较小,在热处理时不易变形,所以可留有较少的磨削余量。
6)对精度要求较低的零件,可将粗、精加工合成一道工序完成。
7)同轴度和垂直度的检验可采用偏摆仪检测。
例3-4试对缸套零件图进行分析,写出图3-40缸套的加工工艺过程。
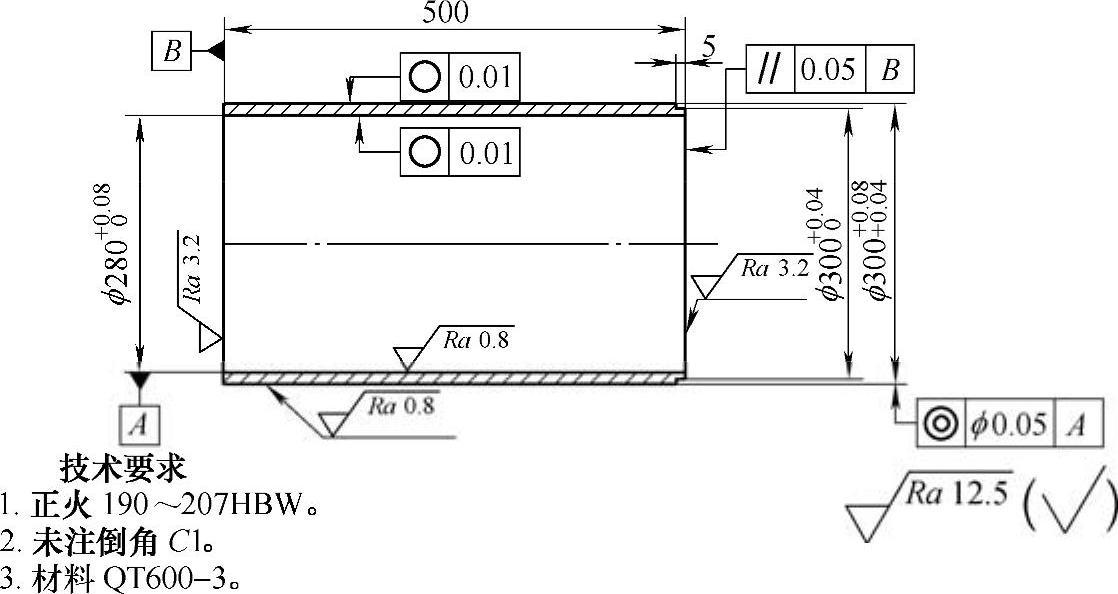
图3-40 缸套
解 (1)零件图样分析
1)外圆对基准A的同轴度公差为φ0.05mm。
2)右端面对基准面B的平行度公差为0.05mm。
3)外圆表面圆度公差为0.01mm。
4)内圆表面圆度公差为0.01mm。
5)正火190~207HBW。
6)材料QT600-3。
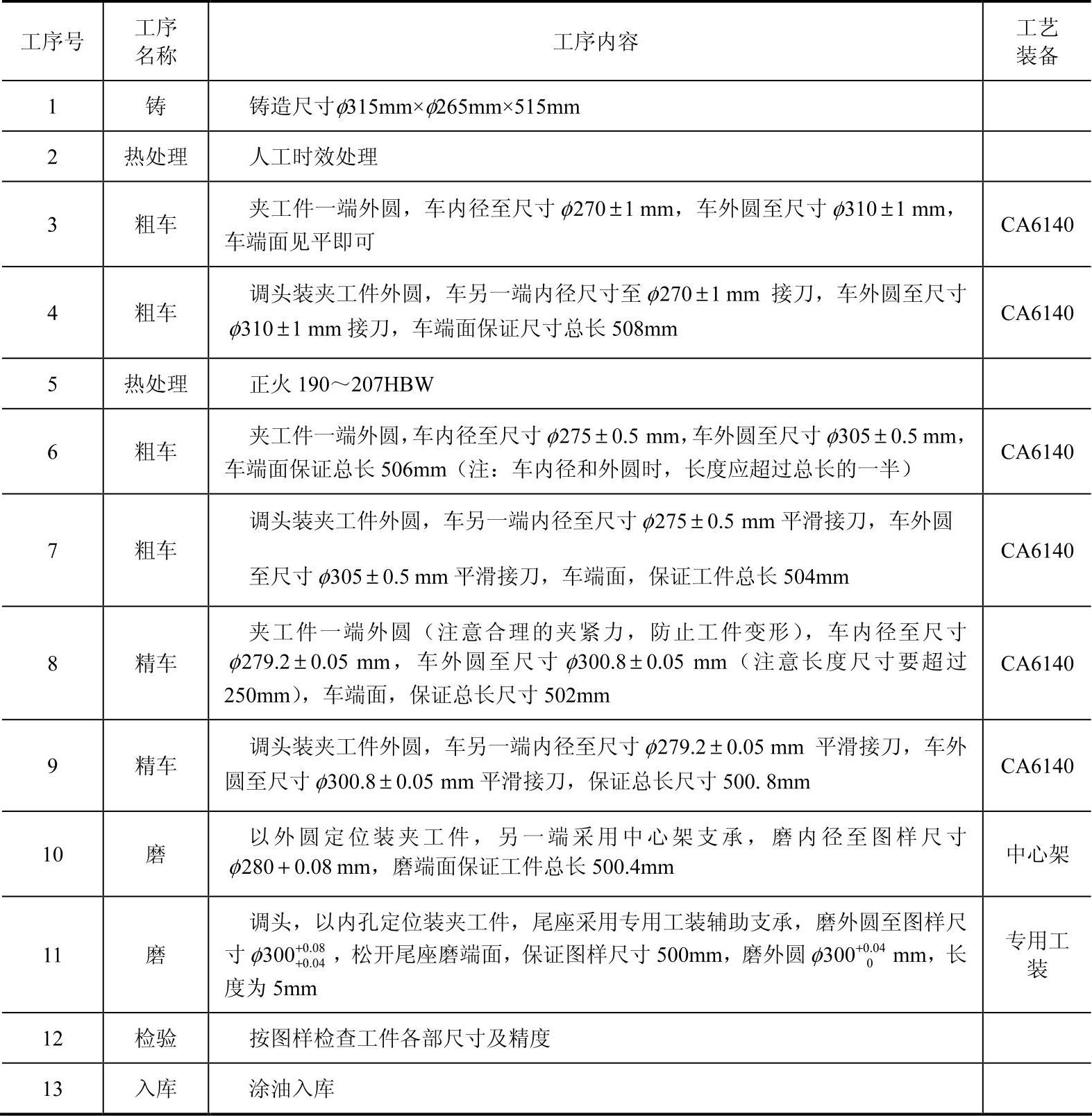
(2)缸套机械加工工艺过程卡(表3-34)
表3-34 缸套机械加工工艺过程卡
(3)工艺分析
1)缸套属于薄壁零件。由于薄壁工件的刚性差,在车削过程中受切削力和夹紧力的作用极易产生变形,影响工件尺寸精度和形状精度。因此,合理地选择装夹方法、刀具几何角度、切削用量及充分地进行冷却润滑,都是保证加工薄壁工件精度的关键。
2)零件内圆和外圆精度要求较高,加工时应粗、精分开。
3)缸套在最终使用时,是将缸套压入缸体后,再一次对内径尺寸进行重新加工。缸套端部 是在压入缸体时起定位及导入作用的。
是在压入缸体时起定位及导入作用的。
例3-5 带轮如图3-41所示,试对其进行分析,并写出加工工艺过程。
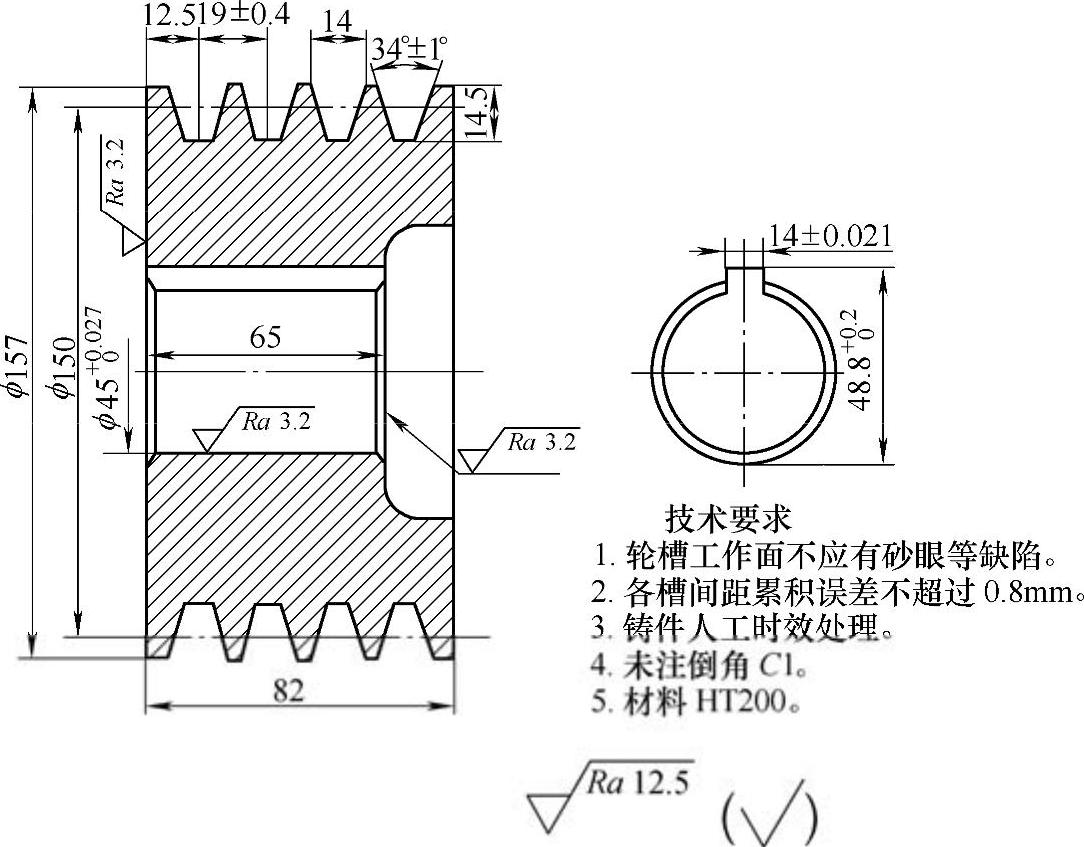
图3-41 带轮
解 (1)零件图样分析
1)轮槽工作面不应有砂眼等缺陷。
2)各槽间距累积误差不超过0.8mm。
3)带轮槽夹角为34°±1°。
4)铸件人工时效处理。
5)未注倒角C1。
6)材料HT200。
(2)带轮机械加工工艺过程卡(表3-35)
表3-35 带轮机械加工工艺过程卡
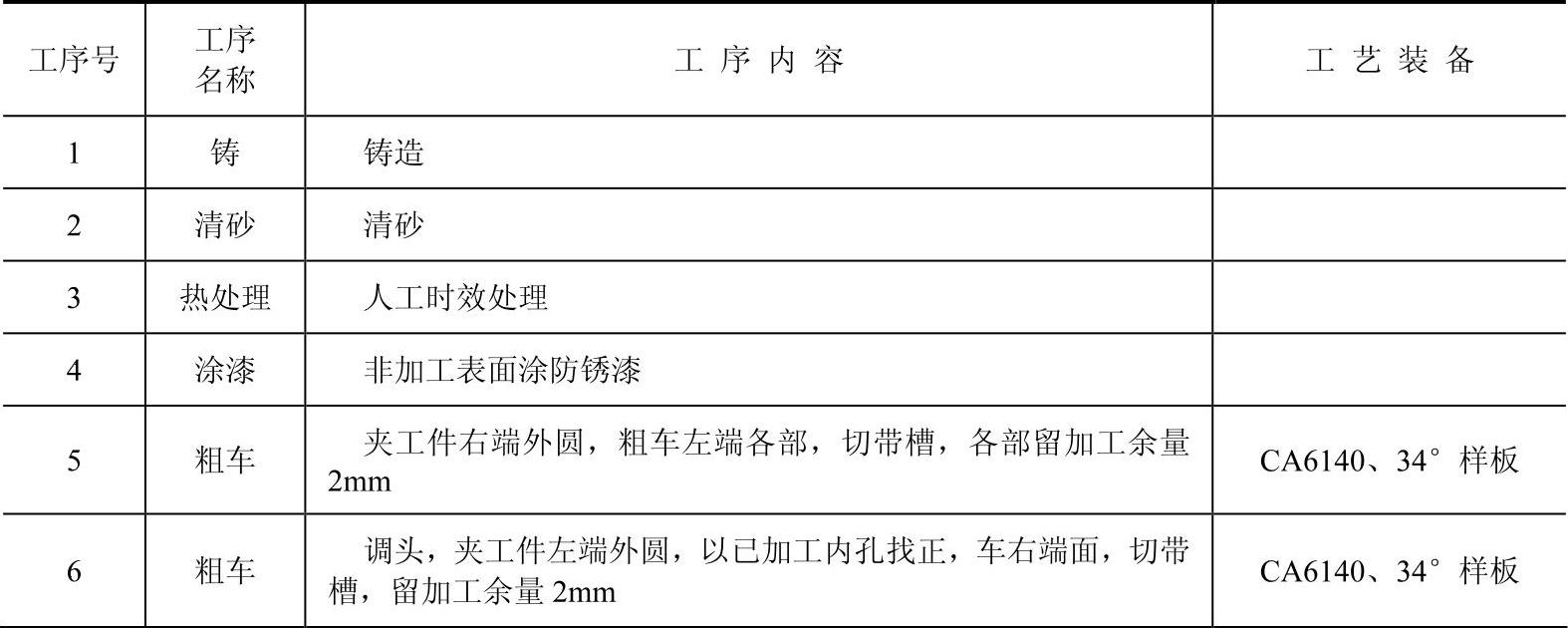
(续)
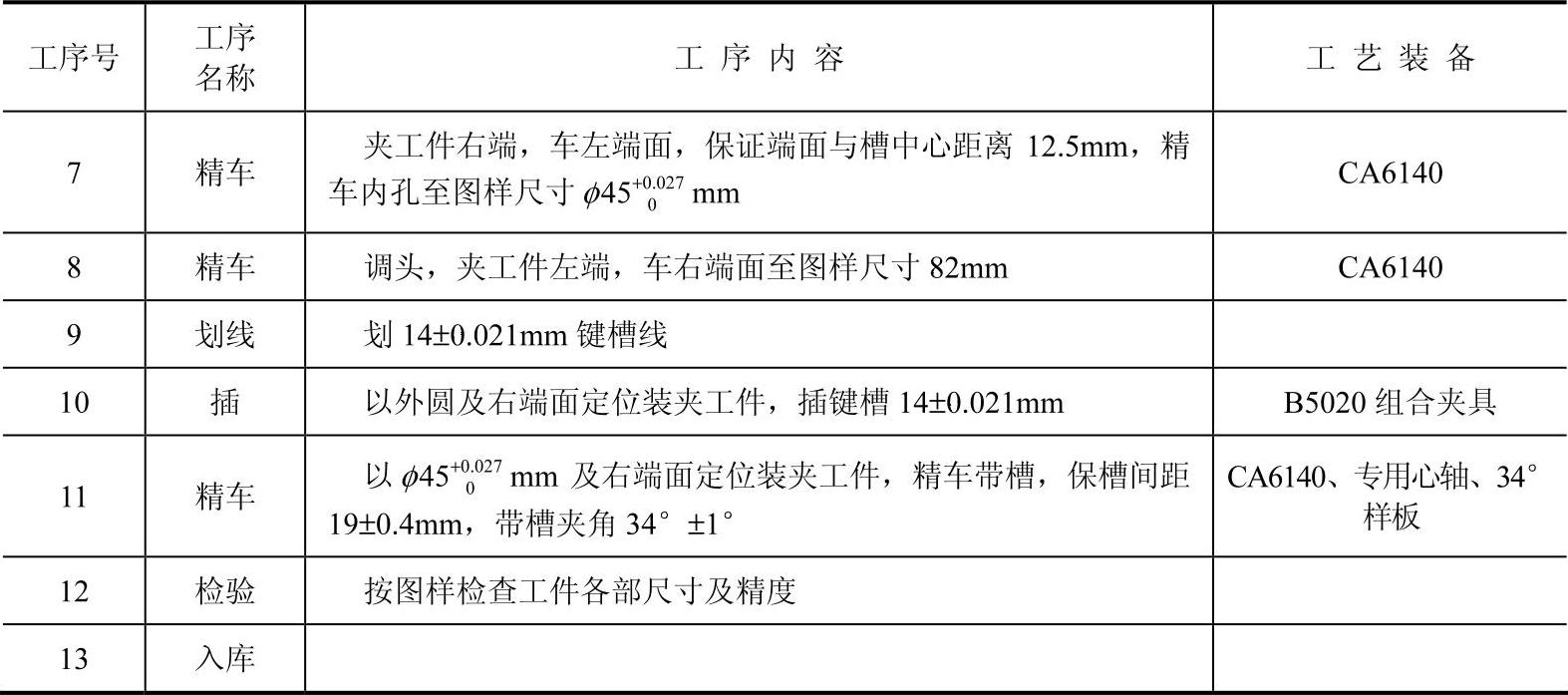
(3)工艺分析
1)带轮的工作表面与橡胶带接触,因此对带轮槽表面要求不能有砂眼等缺陷。
2)带槽的加工,采用成形车刀直接加工,车刀可按磨刀样板校正刃磨。
3)检验工件用样板与磨刀用样板,应是凸凹相配的一套。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。