



1.车削双曲面
工件夹在卡盘上,将小拖板斜置一个α角度,再在小拖板上安装一刀排(车刀必须垂直向下安装),如图3-32所示。车削时,用手转动小拖板进给,车刀向下切入一个h,然后从B点移向A点。车削开始时刀尖与旋转的工件轻微接触,随着刀尖向A点移动,切削深度逐渐增加,过中点以后又逐渐减小,从而在工件上车出双曲线表面。
α可用下式计算:
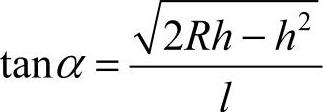
式中 α——小拖板转动的角度(°);
R——工件的半径(mm);
h——两个半径的差量(mm);
l——工件长度的一半(mm)。
车削双曲线内表面的方法如图3-33所示。其计算方法与车削双曲线外表面的相同。
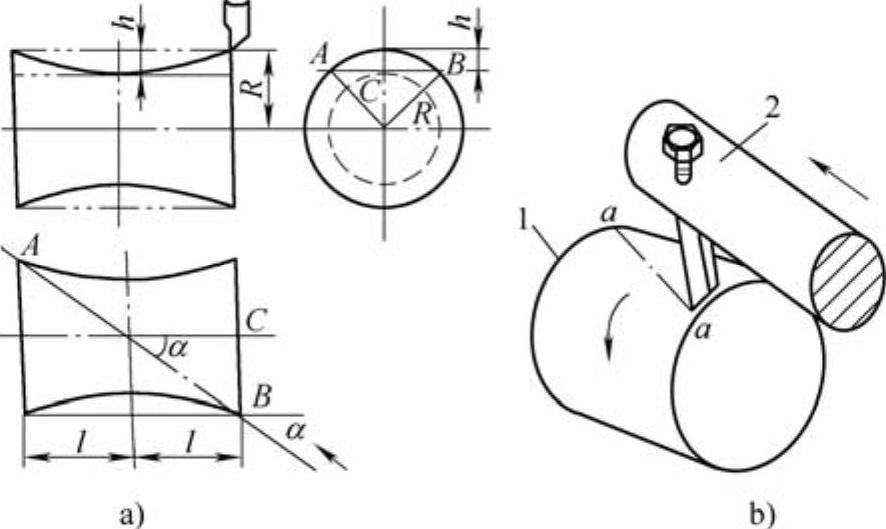
图3-32 车削双曲线外表面
1—工件 2—刀排
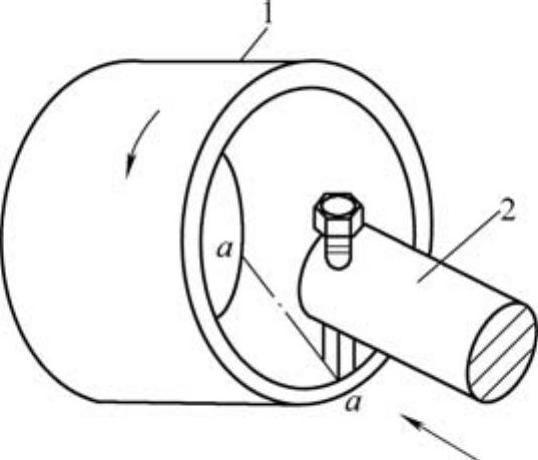
图3-33 车削双曲线内表面
1—工件 2—刀排
2.车削球面
单件球体加工一般采用手动进给的方法。当工件的数量较多时,可以采用多种方法,但在加工之前,必须先计算出工作尺寸L,如图3-34所示。计算尺寸L可用下式:

式中 L——槽的右侧与端面间的距离(mm);
D——圆球直径(mm);
d——槽的直径(mm)。
3.车削带柄圆球
工件按要求装夹在卡盘上,卸下小拖板,安装一个带电动机的刀盘,刀盘旋转轴线与工件轴线成(90°+α)角度,并把两刀尖的距离调节好,如图3-35所示,计算方法如下:

e=Dcosα
式中 α——刀盘应转角度(°);
d——圆球柄的直径(mm);(https://www.xing528.com)
D——圆球直径(mm);
e——两刀之间的距离(mm)。

图3-34 球面工件的车削

图3-35 飞刀车削带柄圆球
4.飞刀车整球
如果工件是一个整球,则可采用如图3-36a所示的方法,即毛坯用两个支撑套顶住,刀盘与主轴轴线垂直,转动刀盘和工件即可切削。当工件两侧面切削以后,松开支撑套,将工件转过90°,如图3-36b所示,再用支撑套顶住,切削另一部分。
5.车内孔球面
较大孔内的球面,可用如图3-37所示的方法车削。工件1安装在卡盘中,两顶尖间安装一刀排3,车刀2反装,小刀架5上装一推杆4,推杆两端活络连接。当小刀架进给时,车刀在刀排中转动,即可车出内球面。
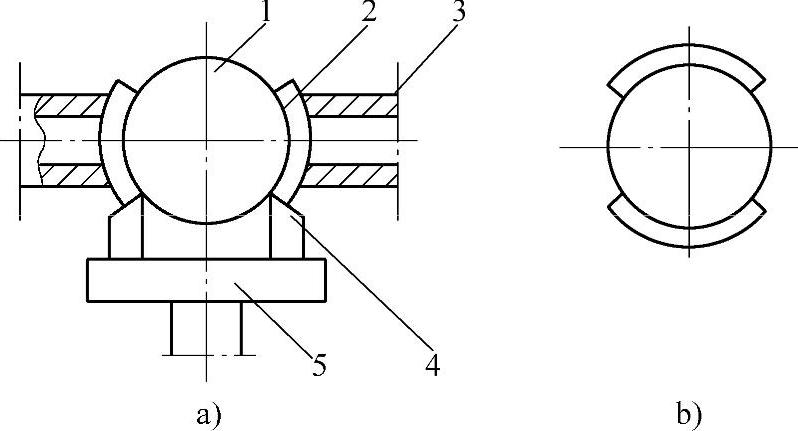
图3-36 飞刀车削整球
1—已加工面 2—待加工面 3—支撑套 4—刀具 5—刀盘

图3-37 车削内孔球面
1—工件 2—车刀 3—刀排 4—推杆 5—小刀架
6.飞刀车端面上球面
端面上的球面可用如图3-38所示的方法车削。刀盘转动与工件轴线成α角度,车削时工件低速转动,车刀高速飞转,两个运动合成即可车出球面。α和车刀伸出长度可用下式计算:

式中 α——刀盘(或刀杆)轴线与工件轴线之间的夹角(°);
R——球面半径(mm);
t——球面凸出或凹入的尺寸(mm);
l——刀尖与刀杆旋转中心的距离(mm)。
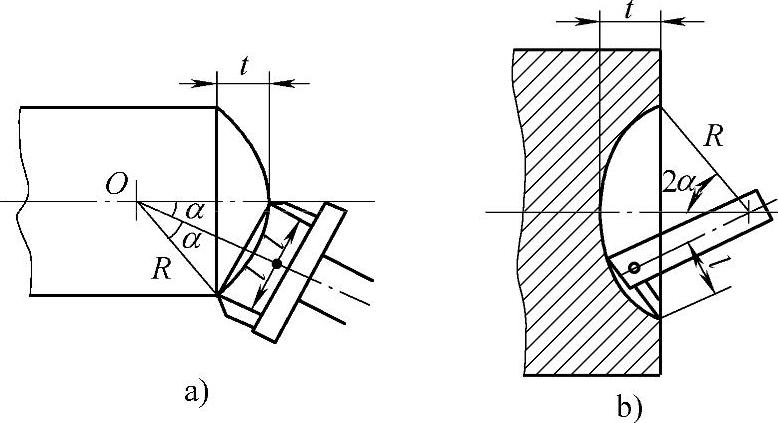
图3-38 飞刀车削端面上的球面
a)车凸球面 b)车凹球面
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。