



例2-1 划线图样如图2-48所示,简述划线过程。
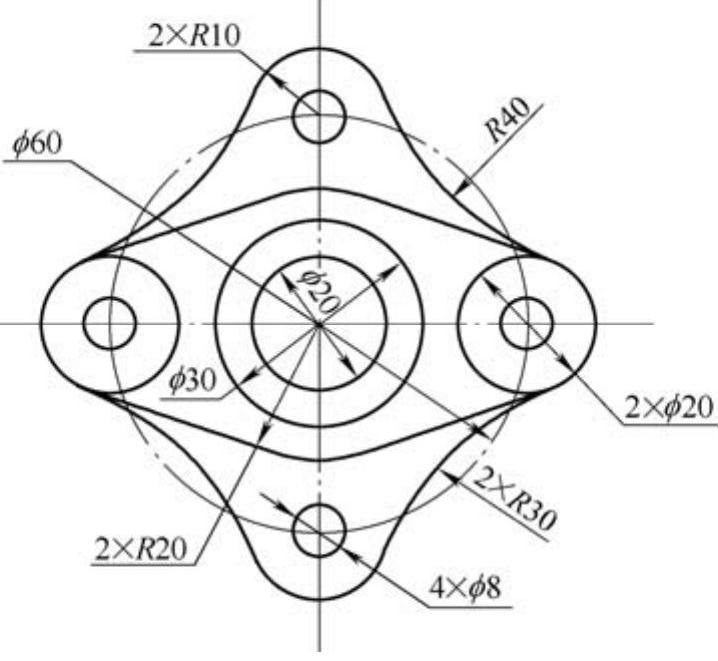
图2-48 零件图
解 划线过程:
1)分析图样尺寸。
2)准备所用划线工具,并对工件进行清理和在划线表面涂色。
3)按图2-48所示,划连接盘的轮廓线:
①划出两条相互垂直的中心线,作为基准线。
②以两中心线交点为圆心,分别作φ20、φ30圆线。
③以两中心线交点为圆心,作φ60点画线圆,与基准线相交于4点。
④分别以与基准线相交的4点为圆心作φ8圆4个。再在图示水平位置作φ20圆2个。
⑤在划线基准线的中心划上下两段R20的圆弧线。作4条切线分别与两个R20圆弧线和φ20圆外切。
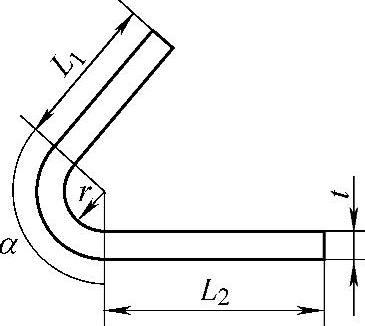
图2-49 U形板料
⑥在垂直位置上以φ8圆心为中心,划两个R10半圆。
⑦用2×R40圆弧外切连接R10和2×φ20圆弧,用2×R30圆弧外切连接R10和2×φ20圆弧。
⑧对照图样检查无误后,打样冲眼。
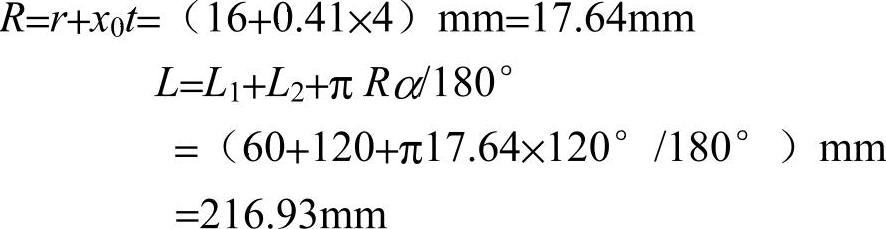
例2-2计算图2-49所示U形板料的展开长度。已知r=16mm,t=4mm,L1=60mm,L2=120mm,α=120°,求L。
解 因为r/t=16/4=4,查表2-19得x0=0.41,则(https://www.xing528.com)
例2-3 轴瓦如图2-50所示,试对其进行分析,并写出加工工艺过程。
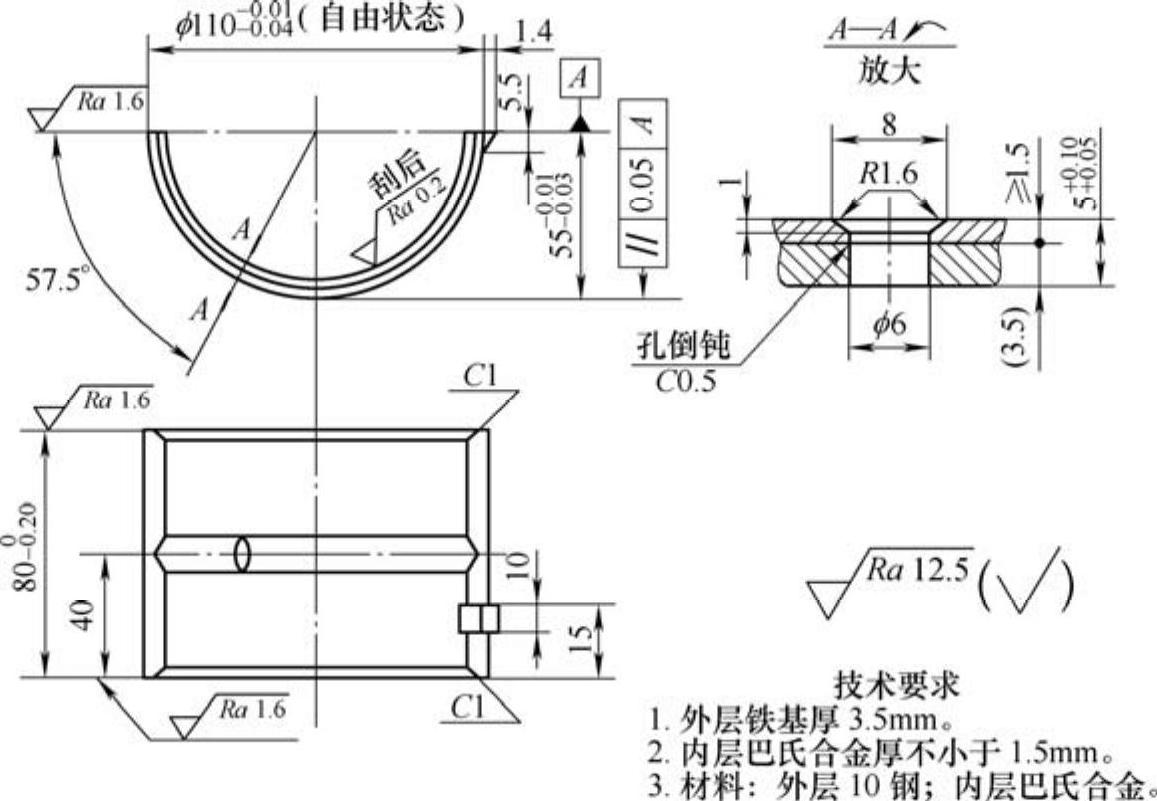
图2-50 轴瓦
解 (1)零件图样分析
1) 为轴瓦在自由状态下尺寸。
为轴瓦在自由状态下尺寸。
2)轴瓦上两面与最大外圆表面平行度公差为0.05mm。
3)铁基厚度3.5mm,巴氏合金不小于1.5mm。
4)在轴瓦的内表面开有油槽和油孔。
5)轴瓦剖面上有定位槽,装配时与相配件组成一体。
6)轴瓦加工常用方法有两种:一种是采用双金属材料(铁基双金属板)加工,多用于批量生产。一种是采用无缝钢管材料,后挂巴氏合金的加工方法,多用于修配或少量生产。
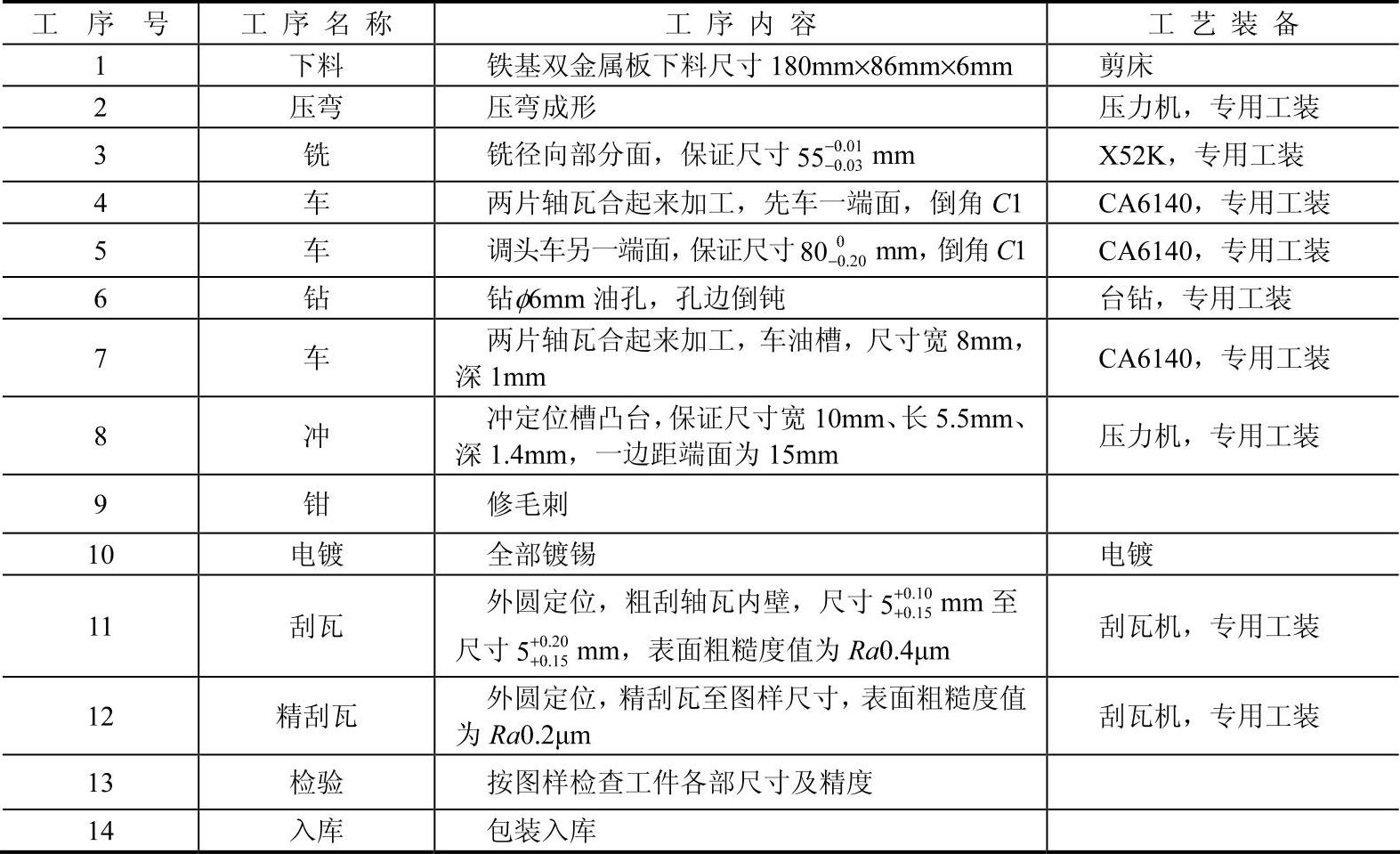
(2)轴瓦机械加工工艺过程卡 轴瓦机械加工工艺过程卡(采用铁基双金属板材料)见表2-18。
表2-18 轴瓦机械加工工艺过程卡(采用铁基双金属板材料)
(3)工艺分析
1)单件小批生产,采用离心浇注巴氏合金的方法,可保证加工质量,而且节约材料。
2)单件小批生产,毛坯留有较大的加工余量。当工件切开后,精铣分割面再对合加工时,内、外圆均变为椭圆,直径方向相差较大,因此必须留有足够的加工余量。
3)轴瓦上两面(分割面)与最大外圆表面平行度的检验,可将分开的轴瓦扣在平台上,用百分表测量轴瓦外径两端最高点,其差即为平行度误差。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。