



1.矫正概述
(1)矫正概念 矫正是通过外力作用,消除材料或制件的不平、不直、弯曲、翘曲等缺陷的加工方法。缺陷产生原因:残余应力;运输和存放管理等处理不当。
(2)矫正的分类 按被矫正工件的温度分为冷矫正和热矫正。
冷矫正:常温条件下,矫正塑性较好、变形不严重的金属材料。
热矫正:变形十分严重或脆性较大以及长期露天存放而生锈的金属板材和型材,加热到700~1000℃的高温。
按矫正时产生矫正力的方法,还可分为手工矫正、机械矫正、火焰矫正及高频热点矫正。
2.手工矫正的工具
手工矫正是在平板、铁砧或台虎钳上用锤子等工具进行操作,矫正时一般采用锤击、弯曲和伸张等方法进行。
(1)平板、铁砧和台虎钳 平板、铁砧和台虎钳是矫正板材和型材的基座。一般材料的矫正,通常使用钳工锤子和方头锤子,如图2-20所示。
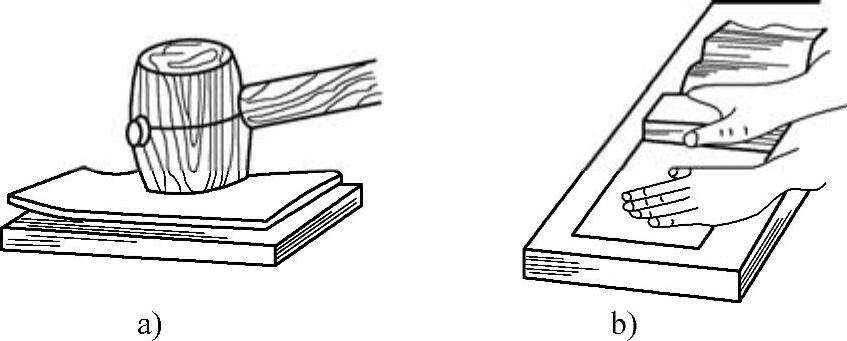
图2-20 手工矫正
a)用木锤敲平矫正 b)用平木块压推矫正
(2)抽条和拍板 抽条是采用由条状薄板料弯成的简易手工工具来抽打面积较大的板料,拍板是用由质地较硬的檀木制成的专用工具来敲打板料。如图2-21所示。
(3)螺旋压力工具 螺旋压力工具适用于矫正较大的轴类零件或棒料。
(4)检验工具 零件矫正精度的检验工具有平板、直角尺、钢直尺和百分表等。
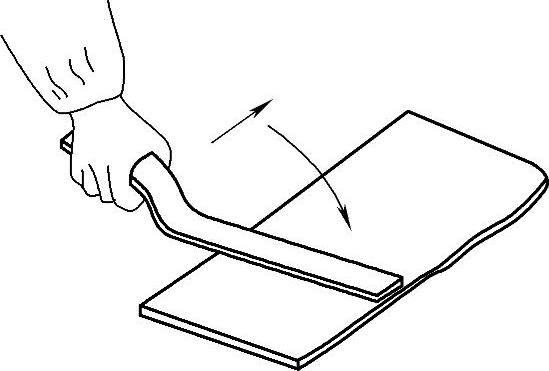
图2-21 抽条
3.手工矫正的方法
(1)定义 采用锤击的方法或利用一些简单的工具、设备来进行矫正。
(2)所用工具 锤子(铜锤、木锤和橡胶锤)、平台(用来支承矫正的钢材和工件的基本设备)、台虎钳和V形块等。
(3)矫正方法 延展法、扭转法、弯形法和伸张法。(https://www.xing528.com)
1)延展法。金属薄板最容易产生中部凸凹、边缘呈波浪形以及扭曲等变形,可采用延展法进行矫正,如图2-22所示。
如果薄板四周呈波浪形,说明板料四周变薄而延长了。如图2-23所示,锤击点应从四周向中间,按图中箭头所示方向,密度逐渐变稀,力量逐渐减小,经反复多次锤打后使板料达到平整。
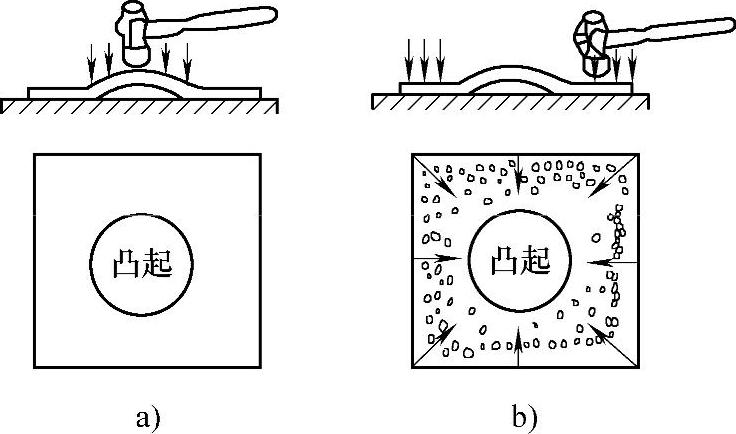
图2-22 中间凸起薄板的矫正
a)错误 b)正确
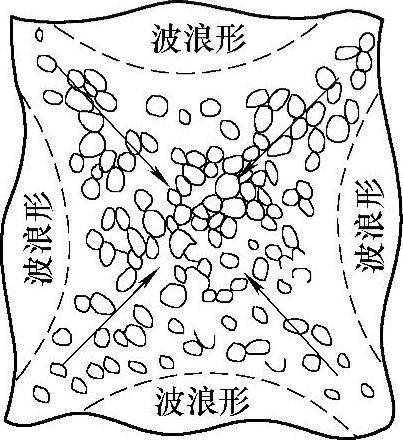
图2-23 边缘呈波浪形薄板的矫正
2)扭转法。扭转法是用来矫正条料扭曲变形的。图2-24所示为扁钢扭曲的矫正,图2-25所示为角钢扭曲的矫正。
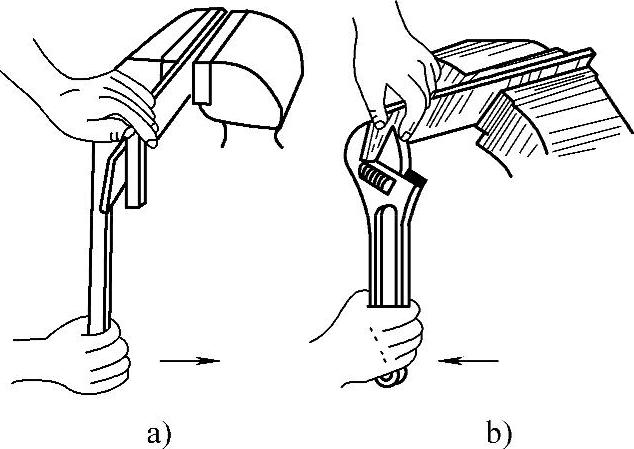
图2-24 扁钢扭曲的矫正
a)叉形扳手 b)活扳手
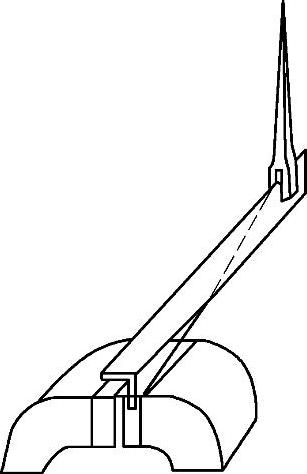
图2-25 角钢扭曲的矫正
3)弯形法。弯形法是用来矫正各种弯曲的棒料及宽度方向上有弯曲的条料。直径较小的棒料和薄条料可夹在台虎钳上用扳手矫正,如图2-26所示。直径大的棒料和较厚的条料采用压力机械矫正。
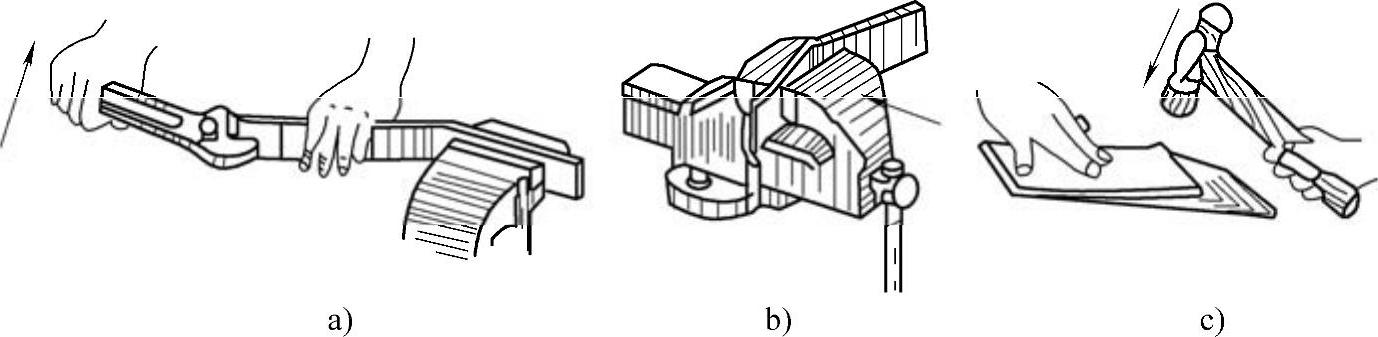
图2-26 扁钢弯曲的矫正
4)伸张法。伸张法是用来矫正各种细长线材的。只要将线材一头固定,然后在固定处开始,将弯曲线材绕圆木一周,捏紧圆木向后拉,使线材在拉力作用下绕过圆木而得到伸张矫正,如图2-27所示。
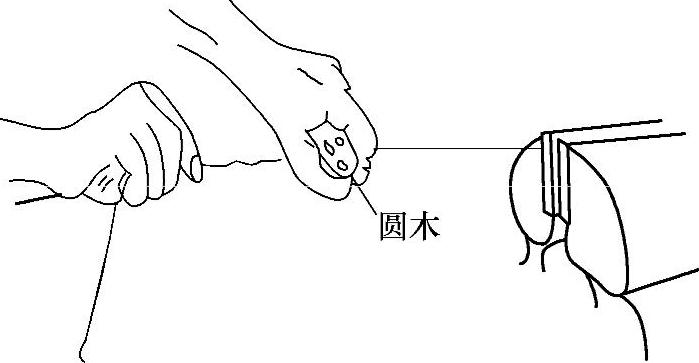
图2-27 用伸张法矫正线材
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。