



用板牙在圆杆或管子上切削加工外螺纹的方法称为套螺纹。
1.套螺纹工具
(1)板牙
1)圆板牙。圆板牙是加工外螺纹的工具,由切削部分、校准部分和排屑孔组成,其外形像一个圆螺母,在它上面钻有几个排屑孔(一般3~8个孔,螺纹直径大则孔多)形成切削刃,如图2-13所示。
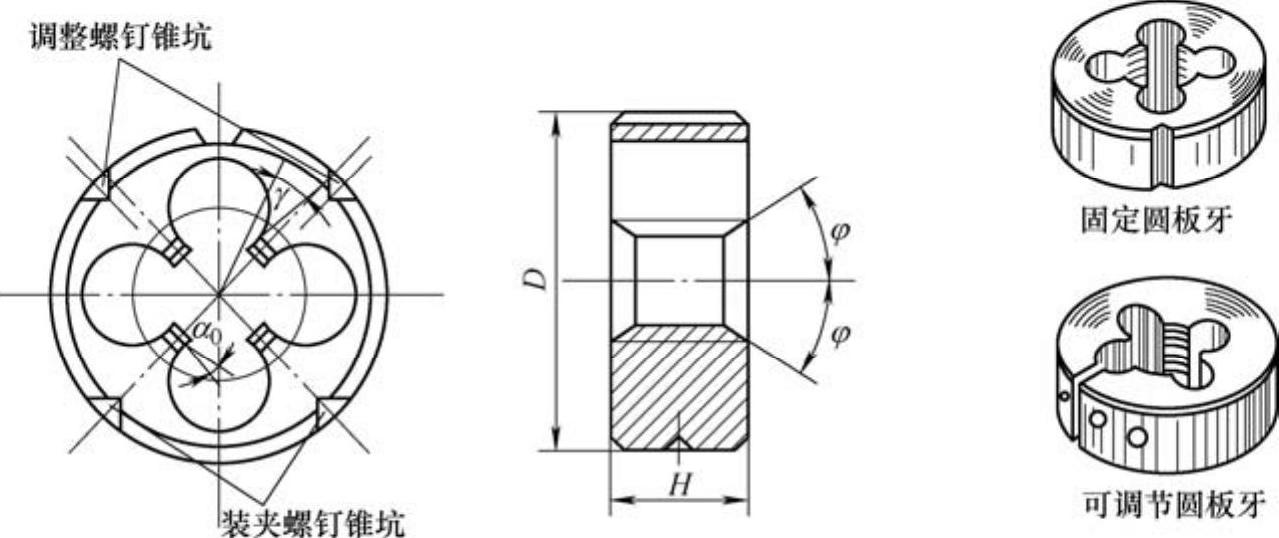
图2-13 圆板牙
圆板牙两端的圆锥角部分是切削部分,切削部分不是圆锥面(圆锥面的刀齿后角αo=0°),而是经过铲磨形成的阿基米德螺旋面,形成后角αo=7°~9°。
板牙的中间一段是校准部分,也是套螺纹时的导向部分。
板牙的校准部分因磨损会使螺纹尺寸变大而超出公差范围,因此为延长板牙的使用寿命,M3.5以上的圆板牙,其外圆上面的V形槽,如图2-13所示,可用锯片砂轮切割出一条通槽,此时V形通槽称为调整槽。板牙上面有两个调整螺钉的偏心锥坑,使用时可通过铰杠的紧定螺钉挤紧时与锥坑单边接触,从而使板牙孔径尺寸缩小,其调节范围为0.1~0.25mm。若在V形通槽开口处旋入螺钉,则使板牙孔径尺寸增大。板牙下部两个轴线通过板牙中心的装夹螺钉锥坑,是用紧定螺钉将圆板牙固定在铰杠中,用来传递转矩的。
板牙两端都有切削部分,待一端磨损后,可换另一端使用。
2)管螺纹板牙。管螺纹板牙分圆柱管螺纹板牙和圆锥管螺纹板牙。
圆柱管螺纹板牙的结构与圆板牙相仿。圆锥管螺纹板牙的基本结构也与圆板牙相仿,只是在单面制成切削锥,只能单面使用。圆锥管螺纹板牙所有切削刃均参加切削,所以切削时很费力。板牙的切削长度影响圆锥管螺纹牙型尺寸,因此套螺纹时要经常检查,不能使切削长度超过太多,只要相配件旋入后能满足要求就可以了。
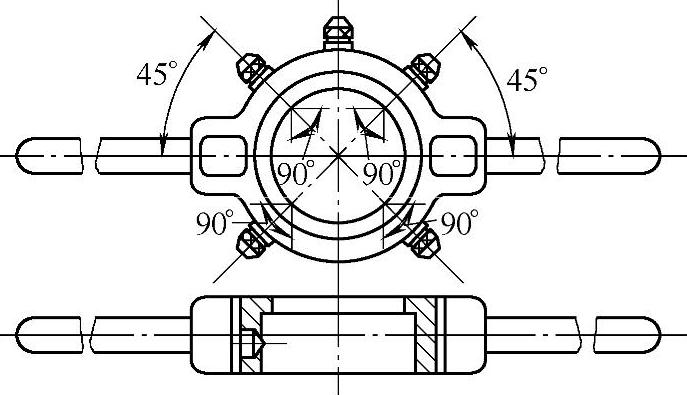
图2-14 板牙铰杠
(2)板牙铰杠板牙铰杠是手工套螺纹时的辅助工具,如图2-14所示。板牙铰杠外圆旋有四只紧定螺钉和一只调松螺钉。使用时,紧定螺钉将板牙紧固在铰杠中,并传递套螺纹的转矩。当使用的圆板牙带有V形调整通槽时,通过调节上面两只紧定螺钉和一只调整螺钉,可使板牙在一定范围内变动。
2.套螺纹的方法
(1)套螺纹前圆杆直径的确定与丝锥攻螺纹一样,用板牙在工件上套螺纹时,材料同样因受到挤压而变形,牙顶将被挤高一些,因此圆杆直径应稍小于螺纹大径的尺寸。圆杆直径可根据螺纹直径和材料的性质,参照表2-12选择。一般硬质材料直径可大些,软质材料直径可稍小些。
表2-12 板牙套螺纹时圆杆的直径(https://www.xing528.com)

套螺纹圆杆直径也可用经验公式来确定,即
d杆=d−0.13P
式中 d杆——套螺纹前圆杆直径(mm);
d——螺纹大径(mm);
P——螺距(mm)。
(2)套螺纹的要点及注意事项
1)为使板牙容易对准工件和切入工件,圆杆端都要倒成圆锥斜角为15°锥体,如图2-15所示。锥体的最小直径可以略小于螺纹小径,使切出的螺纹端部避免出现锋口和卷边而影响螺母的拧入。
2)为了防止圆杆夹持出现偏斜和夹出痕迹,圆杆应装夹在用硬木制成的V形钳口或软金属制成的衬垫中,如图2-16所示,在加衬垫时圆杆套螺纹部分离钳口要尽量近。
3)套螺纹时应保持板牙端面与圆杆轴线垂直,否则套出的螺纹两面会有深浅不一现象,甚至烂牙。
4)在开始套螺纹时,可用手掌按住板牙中心,适当施加压力并转动铰杠。当板牙切入圆杆1~2圈时,应目测检查和校正板牙的位置。当板牙切入圆杆3~4圈时,应停止施加压力,而仅平稳地转动铰杠,靠板牙螺纹自然旋进套螺纹。
5)为了避免切屑过长,套螺纹过程中板牙应经常倒转。
6)在钢件上套螺纹时要加注切削液,以延长板牙的使用寿命,减小螺纹的表面粗糙度值。
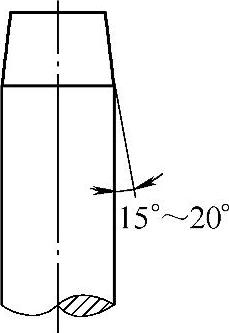
图2-15 套螺纹时圆杆的倒角
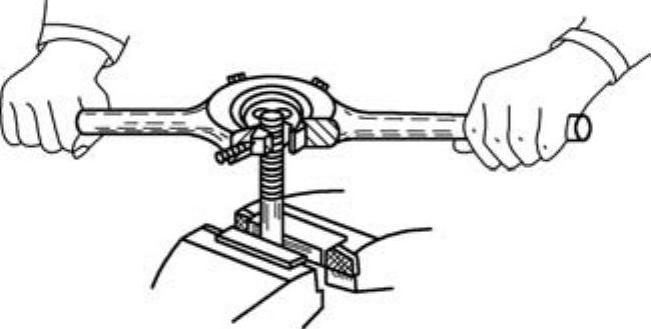
图2-16 夹紧圆杆的方法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。