



【摘要】:计算上面的尺寸链,由于环数少,利用尺寸链解算公式比较简便。本例将该尺寸链列竖式则为因此,。由工艺尺寸链简图可知,组成环A2和A3是增环,A1是减环。为使计算方便,现将各尺寸都换算成平均尺寸。由此列竖式得图1-19 零件图及尺寸链简图解 显然,此属于定位基准与设计基准不重合,加工时镗刀需按定位基准A面来进行调整,故应先计算出工序尺寸A3。根据题意作出工艺尺寸链简图,如图1-19b所示。
例1-1加工图1-18a所示轴承座,设计尺寸为 和
和 。
。
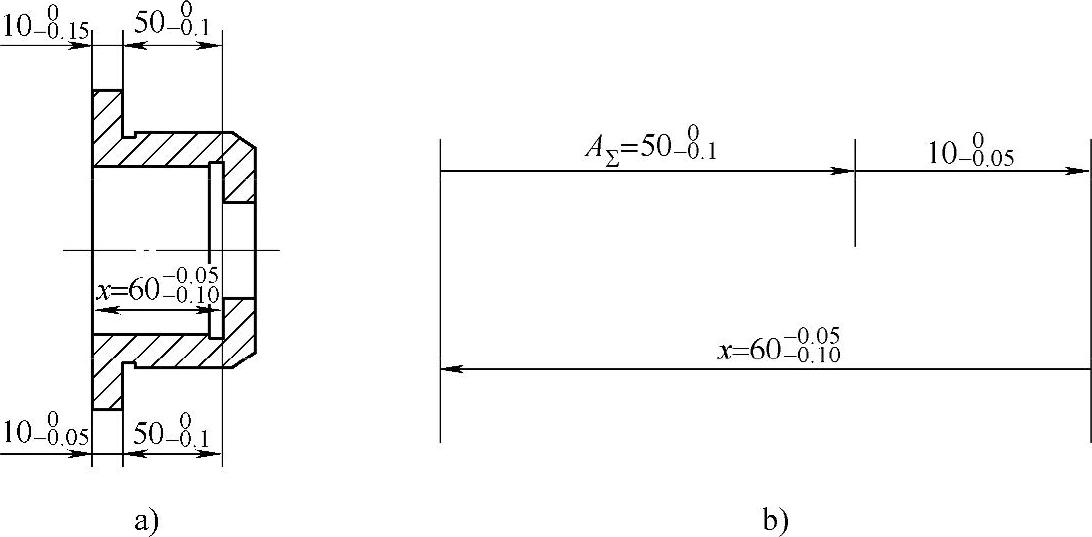
图1-18 轴承座
解 由于设计尺寸 在加工时无法直接测量,只好通过测量尺寸x来间接保证它。尺寸
在加工时无法直接测量,只好通过测量尺寸x来间接保证它。尺寸 、
、 和x就形成了一工艺尺寸链。分析该尺寸链可知,尺寸
和x就形成了一工艺尺寸链。分析该尺寸链可知,尺寸 为封闭环,尺寸
为封闭环,尺寸 为减环,x为增环。
为减环,x为增环。
利用尺寸链的解算公式可知
因此, 。
。
尺寸链图如图1-18b所示。
计算上面的尺寸链,由于环数少,利用尺寸链解算公式比较简便。不过,公式记忆起来有的人会感到有些困难,甚至容易弄混;如果尺寸链环数很多,利用尺寸链解算公式计算起来还会感到比较麻烦,并且容易出错。下面介绍利用竖式解算尺寸链的方法。
利用竖式解算尺寸链时,必须用一句口诀对增环、减环的上、下极限偏差进行处理。这句口诀是:“增环上、下极限偏差照抄,减环上、下极限偏差对调并反号”。本例将该尺寸链列竖式则为

同样解得(https://www.xing528.com)
例1-2加工图1-19a所示零件,A、B、C面在镗孔前已经过加工,镗孔时,为方便工件装夹,选择A面为定位基准来进行加工,而孔的设计基准为C面。
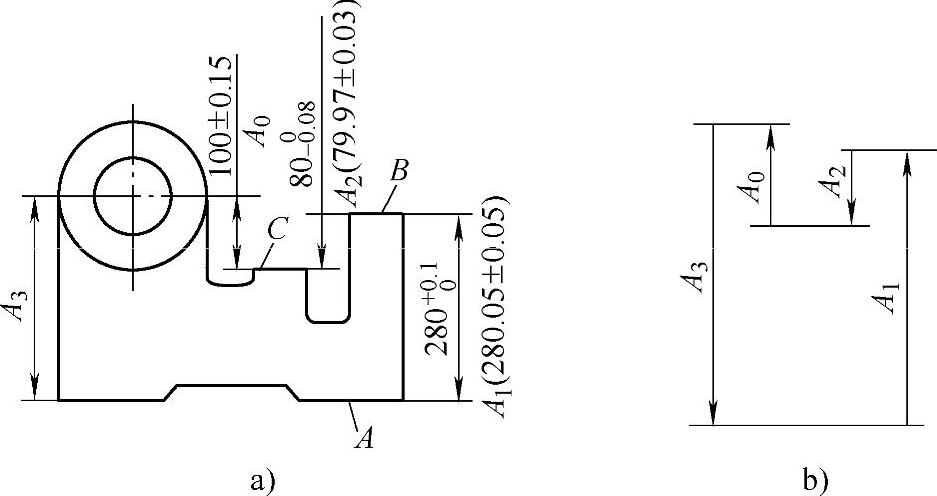
图1-19 零件图及尺寸链简图
解 显然,此属于定位基准与设计基准不重合,加工时镗刀需按定位基准A面来进行调整,故应先计算出工序尺寸A3。
根据题意作出工艺尺寸链简图,如图1-19b所示。
由于面A、B、C在镗孔前已加工,故Al、A2在本工序前就已被保证精度,A3为本工序直接保证精度的尺寸,故三者均为组成环,而A0为本工序加工后才得到的尺寸,故A0为封闭环。由工艺尺寸链简图(图1-19b)可知,组成环A2和A3是增环,A1是减环。为使计算方便,现将各尺寸都换算成平均尺寸。由此列竖式得

解得

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。