



加工过程中,工件的尺寸是不断变化的,由毛坯尺寸到工序尺寸,最后达到满足零件性能要求的设计尺寸。一方面,由于加工的需要,往往要另行计算零件图上未直接标注的工艺尺寸;另一方面,当零件加工时,有时需要多次转换基准,因而引起工序基准、定位基准或测量基准与设计基准不重合。这时,应当利用工艺尺寸链原理来进行工序尺寸及其公差的计算。
1.工艺尺寸链的基本概念
(1)工艺尺寸链的定义 如加工图1-17所示零件,零件图上标注的设计尺寸为A1和A0。当用零件的A面来定位加工顶面时,得尺寸Al,若仍以A面定位加工B面,保证尺寸A2,则A1、A2和A0就形成了一个封闭的图形。这种由相互联系的尺寸按一定顺序首尾相接排列成的尺寸封闭图形就称为尺寸链。由单个零件在工艺过程中的有关工艺尺寸所组成的尺寸链,称为工艺尺寸链。
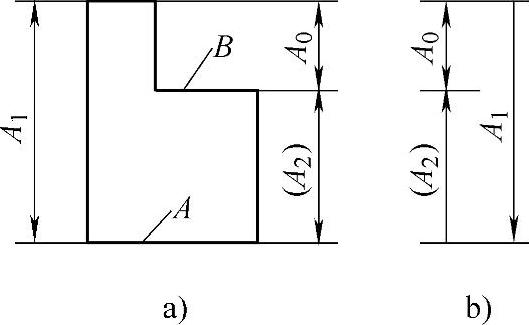
图1-17 加工过程中的尺寸链
(2)工艺尺寸链的组成 把组成工艺尺寸链的各个尺寸称为尺寸链的环。这些环可分为封闭环和组成环。
1)封闭环:尺寸链中最终间接获得或间接保证精度的那个环。每个尺寸链中必有一个,且只有一个封闭环。
2)组成环:除封闭环以外的其他环都称为组成环。组成环又分为增环和减环。
①增环:若其他组成环不变,某组成环的变动引起封闭环随之同向变动,则该环为增环。
②减环:若其他组成环不变,某组成环的变动引起封闭环随之异向变动,则该环为减环。
工艺尺寸链一般都用工艺尺寸链图表示。建立工艺尺寸链时,应首先对工艺过程和工艺尺寸进行分析,确定间接保证精度的尺寸,并将其定为封闭环,然后再从封闭环出发,按照零件表面尺寸间的联系,用首尾相接的单向箭头顺序表示各组成环,这种尺寸图就是尺寸链图。根据上述定义,利用尺寸链图即可迅速判断组成环的性质,凡与封闭环箭头方向相同的环即为减环,而凡与封闭环箭头方向相反的环即为增环。
③工艺尺寸链的特性 通过上述分析可知,工艺尺寸链的主要特性是封闭性和关联性。
1)封闭性是指尺寸链中各尺寸的排列呈封闭形式。没有封闭的不能成为尺寸链。
2)关联性是指尺寸链中任何一个直接获得的尺寸及其变化,都将影响间接获得或间接保证的那个尺寸及其精度的变化。
2.工艺尺寸链计算的基本公式
工艺尺寸链的计算方法有两种,即极值法和概率法,这里仅介绍生产中常用的极值法。
(1)封闭环的基本尺寸 封闭环的基本尺寸等于组成环基本尺寸的代数和,即
 (https://www.xing528.com)
(https://www.xing528.com)
式中 AΣ——封闭环的尺寸;
 ——增环的基本尺寸;
——增环的基本尺寸;
 ——减环的基本尺寸;
——减环的基本尺寸;
m——增环的环数;
n——包括封闭环在内的尺寸链的总环数。
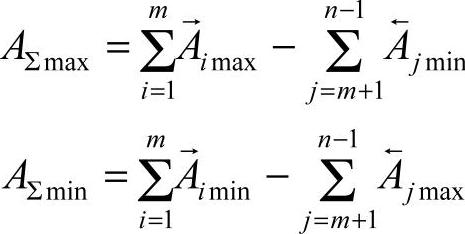
(2)封闭环的极限尺寸 封闭环的上极限尺寸等于所有增环的上极限尺寸之和减去所有减环的下极限尺寸之和;封闭环的下极限尺寸等于所有增环的下极限尺寸之和减去所有减环的上极限尺寸之和。故极值法也称为极大极小法。即
(3)封闭环的上极限偏差ES(AΣ)与下极限偏差EI(AΣ)
1)封闭环的上极限偏差等于所有增环的上极限偏差之和减去所有减环的下极限偏差之和,即

2)封闭环的下极限偏差等于所有增环的下极限偏差之和减去所有减环的上极限偏差之和,即

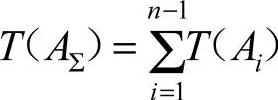
(4)封闭环的公差T(AΣ)封闭环的公差等于所有组成环公差之和,即
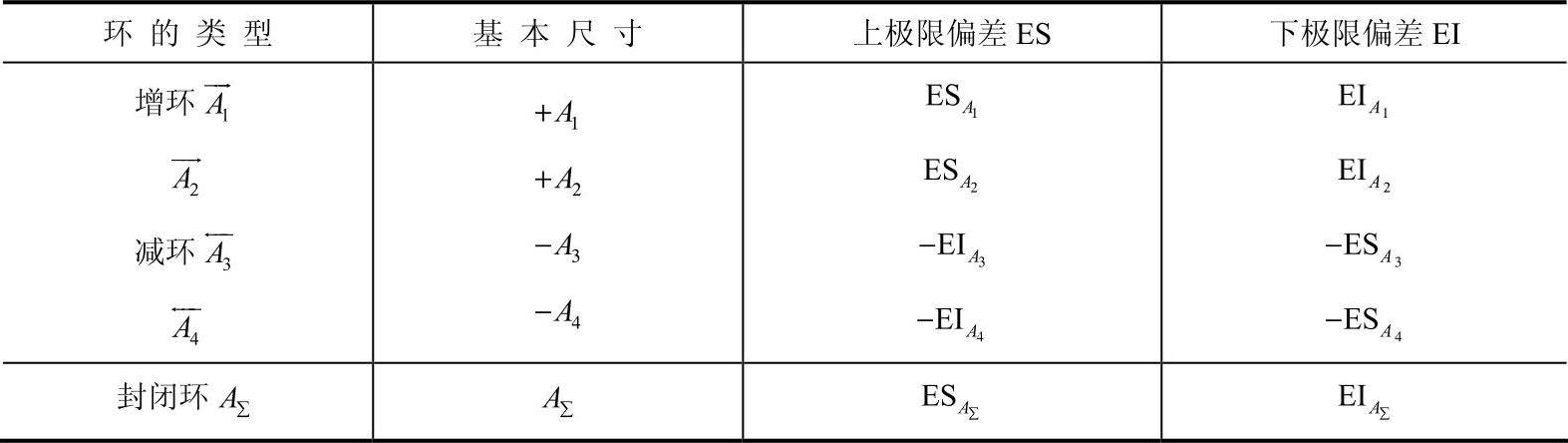
(5)计算封闭环的竖式 计算封闭环时还可列竖式进行解算。解算时应用口诀:增环上、下极限偏差照抄;减环上、下极限偏差对调并反号,即
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。