



1.刀具工作角度概念
在进行金属切削加工时,由于车刀具安装位置和进给运动的影响,刀具实际切削角度不等于车刀的标注角度,其变化的原因是切削运动使基而、切削平而和正交平面位置产生变化,不再是静止参考系的理论位置。用切削过程中实际的基面、切削平面和正交平面为参考系(即工作参考系)所确定的角度称为刀具工作角度。
2.横向进给运动对工作角度的影响
以切断车刀加工为例,设切断车刀主偏角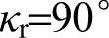 前角
前角 ,后角
,后角 ,安装时刀尖对准工件的中心高。不考虑进给运动时,前角和后角为标注角度。当考虑横向进给运动后,切削刃上选定点相对于上件的运动轨迹是主运动和横向进给运动的合成运动轨迹,为阿基米德螺旋线,如图1-11所示。其合成运动vc方向为过该点的阿基米德螺旋线的切线方向。因此,工作基面和工作切削平面相对应地转动了一个ψ角,结果引起切断刀的角度的变化。
,安装时刀尖对准工件的中心高。不考虑进给运动时,前角和后角为标注角度。当考虑横向进给运动后,切削刃上选定点相对于上件的运动轨迹是主运动和横向进给运动的合成运动轨迹,为阿基米德螺旋线,如图1-11所示。其合成运动vc方向为过该点的阿基米德螺旋线的切线方向。因此,工作基面和工作切削平面相对应地转动了一个ψ角,结果引起切断刀的角度的变化。
在横向进给切削或切断工件时,随着进给量f值的增加和加工直径d的减小,工作后角不断减小,刀尖接近工件中心位置时,工作后角的减小特别严重,很容易因后面和工件过渡表面剧烈摩擦使切削刃崩碎或工件被挤断,切削中应引起充分重视。因此,切断工件时不宜选用过大的进给量f或在切断接近结束时,应适当减小进给量或适当加大标注后角。
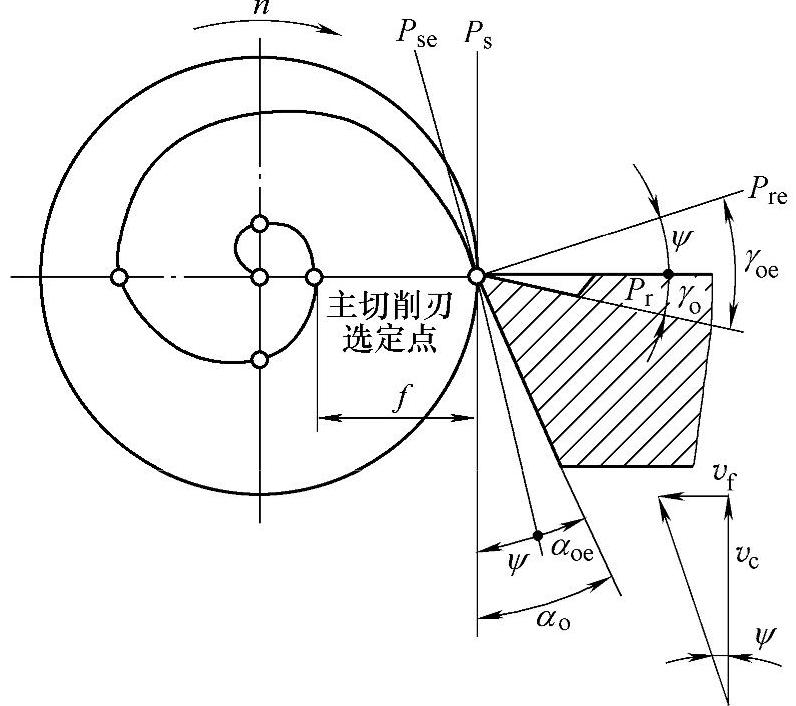
图1-11 横向进给运动对工作角度的影响
3.纵向进给运动对工作角度的影响
对纵向外圆车削,工件直径基本不变,进给量又较小,一般可忽略工作角度变化,不必进行工作角度的计算。但当进给量很大,如车螺纹,尤其是大导程或多线螺纹时,工作角度与标注角度相差很大,必须进行工作角度计算。
如图1-12所示,当车螺纹时,工作切削平面与螺纹切削点相切,与刀具切削平面成μ角,由于工作基面与工作切削平面垂直,因此工作基面也绕基面旋转μ角。(https://www.xing528.com)
车削右螺纹时,刀具工作前角增大,工作后角减小,当进给量f较小时,影响可忽略,因此在一般的外圆车削中,因进给量小,常不考虑其对工作角度的影响。
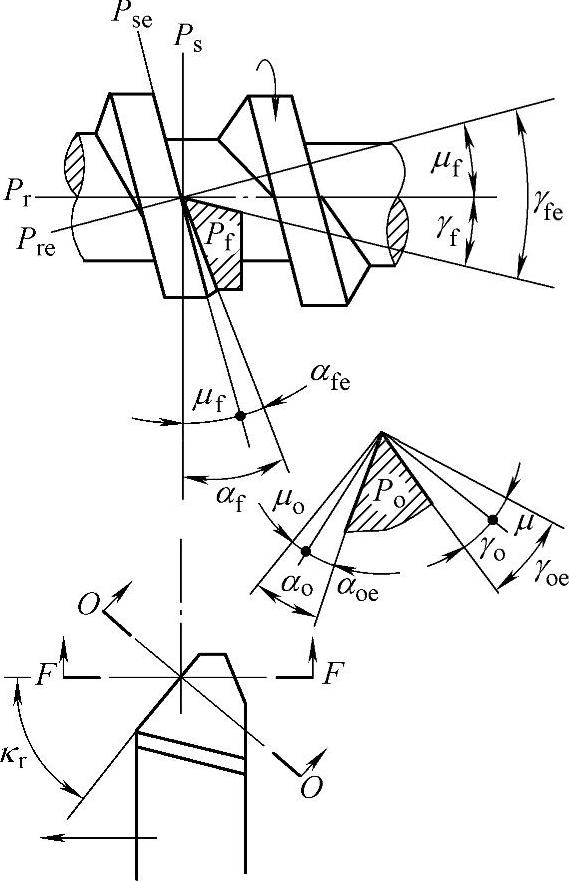
图1-12 纵向进给运动对工作角度的影响
4.刀具安装高低对工作角度的影响
在外圆横车时,忽略进给运动的影响,并假定κr=90°,λs=0°,当刀尖安装得高于工件中心时,工作切削平面和工作基面将转动θ角,使工作前角增大、工作后角减小,如图1-13所示。
当刀尖安装得低于工件中心时,刀具工作角度的变化则相反。内孔镗削时的角度变化情况恰好与外圆车削时的情况相反。
图1-13 刀具安装高低对工作角度的影响
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。