



热作模具钢显微组织评级
1 范围
本标准规定了常用热作模具钢马氏体和晶粒度的评定方法及评定级别。
本标准适用于5CrNiMo、5Cr4W5Mo2V、3Cr2W8V、3Cr3Mo3W2V、4Cr5MoSiV和4Cr3Mo2NiVNbB钢及其相近钢种制造的锤锻、机锻、热挤压、热冲裁和压铸模具的显微组织评级。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 1299 合金工具钢(GB/T 1299—2000,neq ASTM A681:1994)
GB/T 6394 金属平均晶粒度测定方法(GB/T 6394—2002,ASTM E112:1996,MOD)
GB/T 11880 模锻锤和大型机械锻压机用模块技术条件
GB/T 13298 金属显微组织检验方法
3 要求
3.1 热作模具钢的牌号及化学成分应符合GB/T 1299和本标准附录A的规定。
3.2 模具毛坯锻件应有足够的锻造比及良好的锻后热处理。锻件质量应符合GB/T 11880的规定。
4 试样
4.1 试样应从模具工作部位切取,也可用与模具的熔炼炉号、有效尺寸、锻制条件和热处理规范均相同的试样。
4.2 试样在磨制和抛光过程中,其检查面不允许有过热而导致组织变化,试样的制备应符合GB/T 13298的规定。
4.3 试样侵蚀剂推荐用4%硝酸乙醇溶液或乙醇(80mL)+硝酸(10mL)+盐酸(10mL)+苦味酸(1g)溶液。
5 显微组织级别特征及评定方法
5.1 显微组织均在放大500倍的显微镜下进行评定。
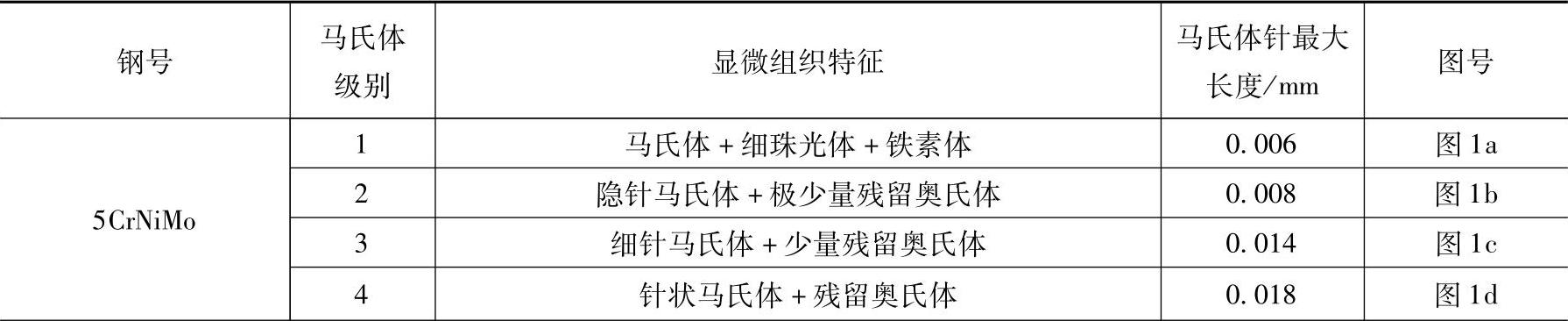
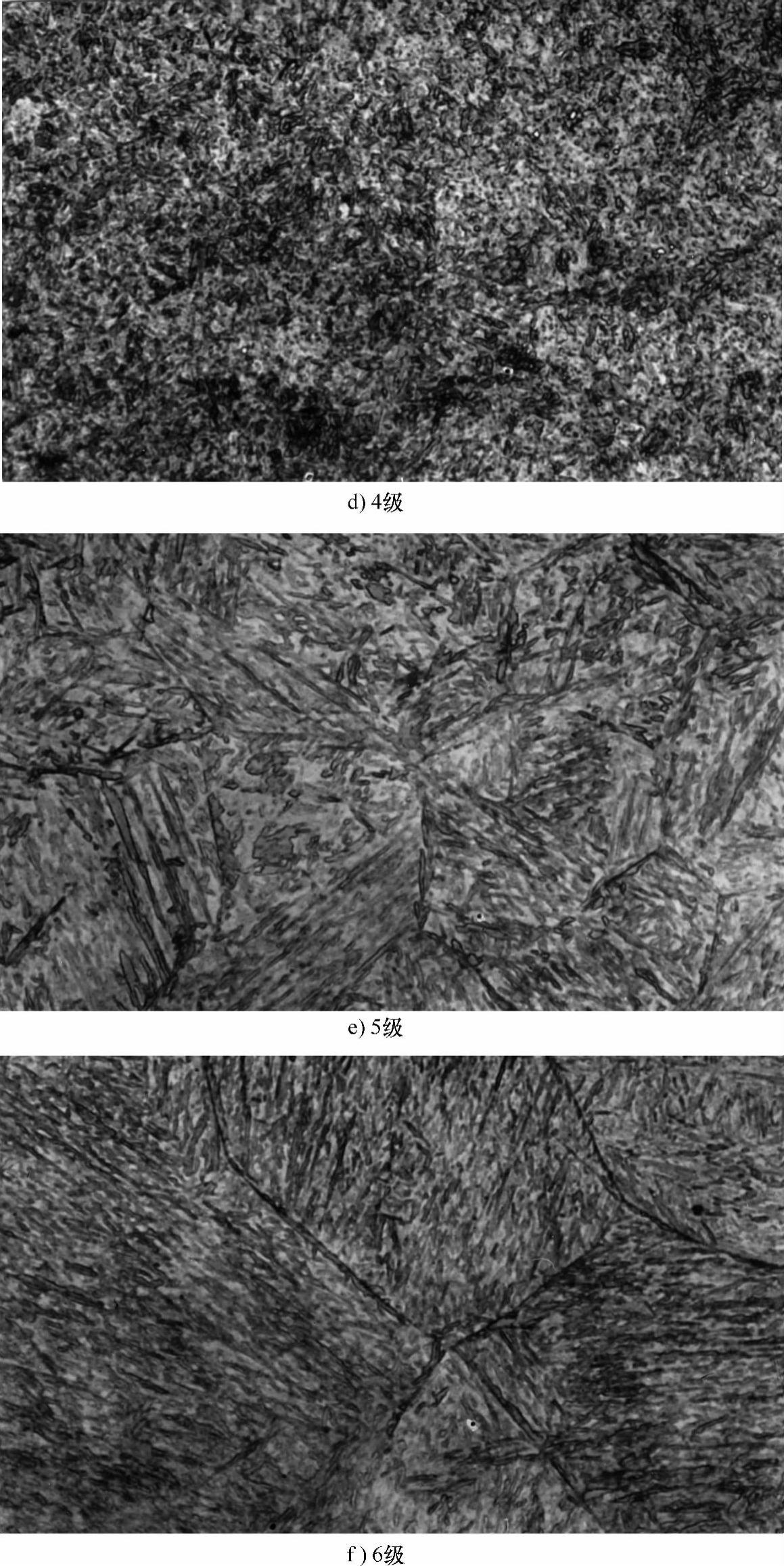
5.2 每种热作模具钢按其显微组织特征及马氏体针的最大长度分为6级(见表1),马氏体评级图见图1~图6,评级适用范围见附录B。
5.3 马氏体均以金相比较法评定,检查不得少于三个视场,取其马氏体针最长的视场对照相应钢种的评级图进行评定。
5.4 当有争议时,可测定马氏体针的最大长度或晶粒度,晶粒度测定应符合GB/T 6394的规定。
5.5 通常热作模具的马氏体评级以2~4级为宜,晶粒度级别以7~10级为宜。
表1 热作模具钢显微组织特征及马氏体针最大长度
(续)
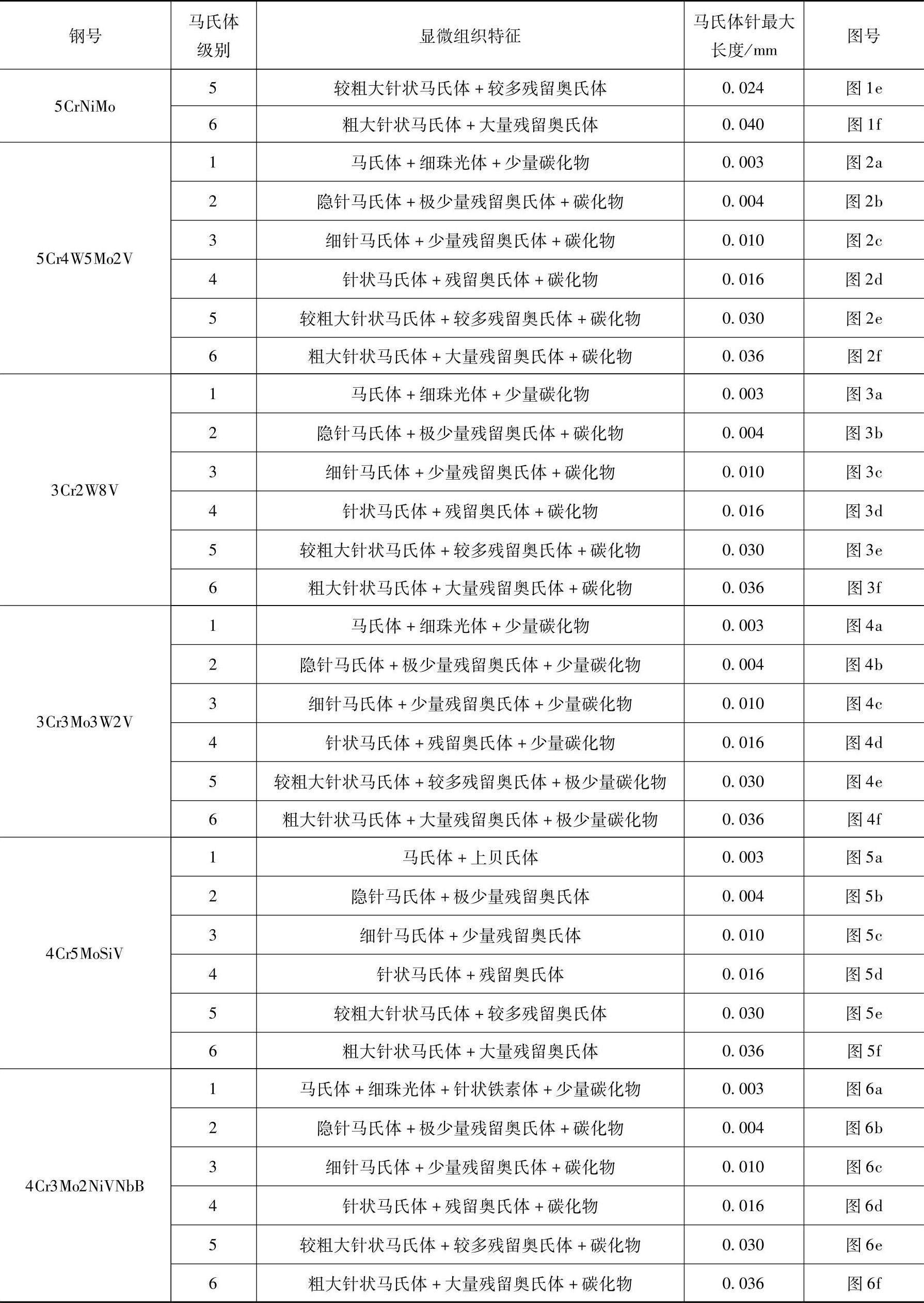
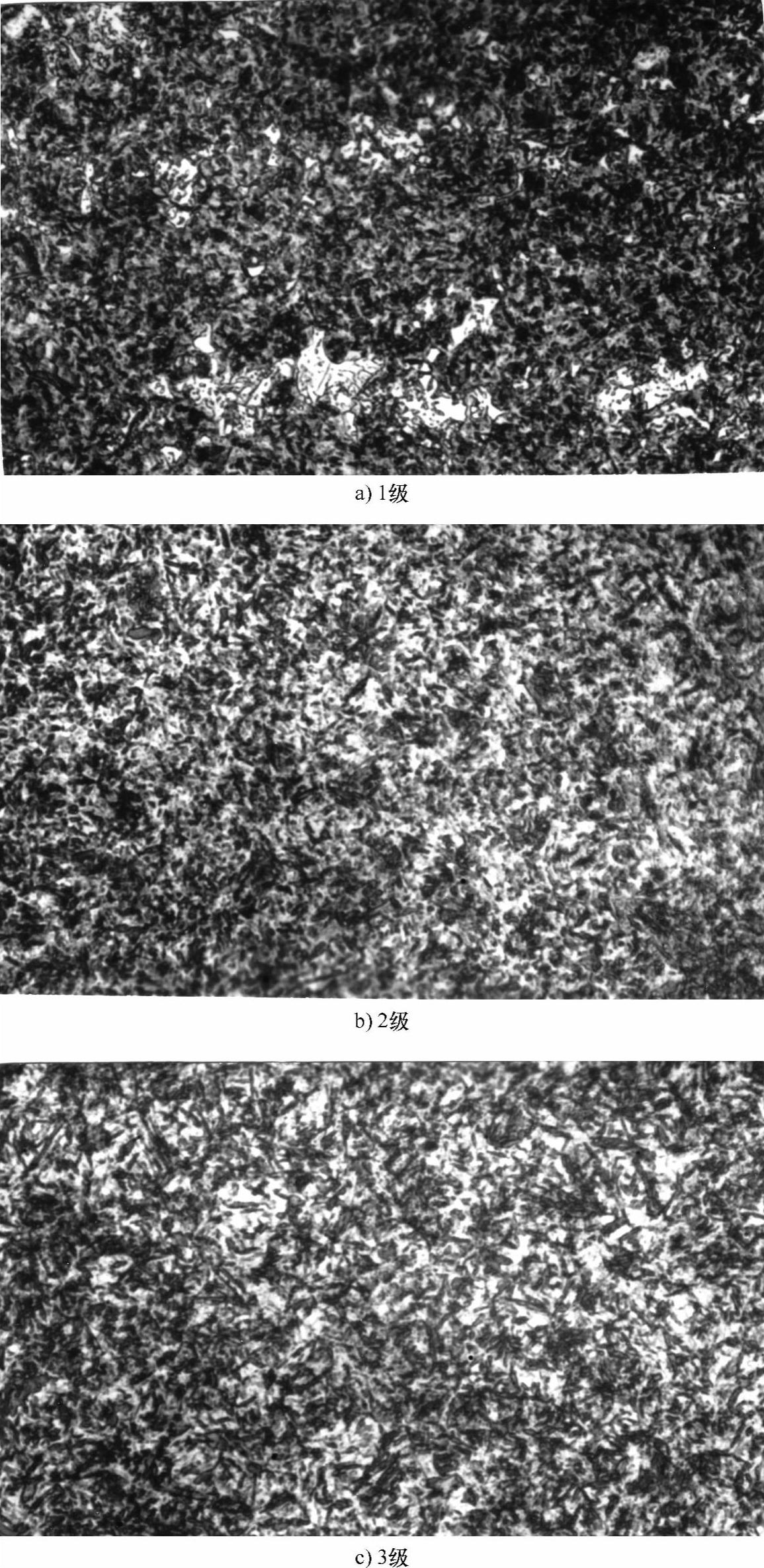
图1 5CrNiMo钢马氏体评级图(×500)
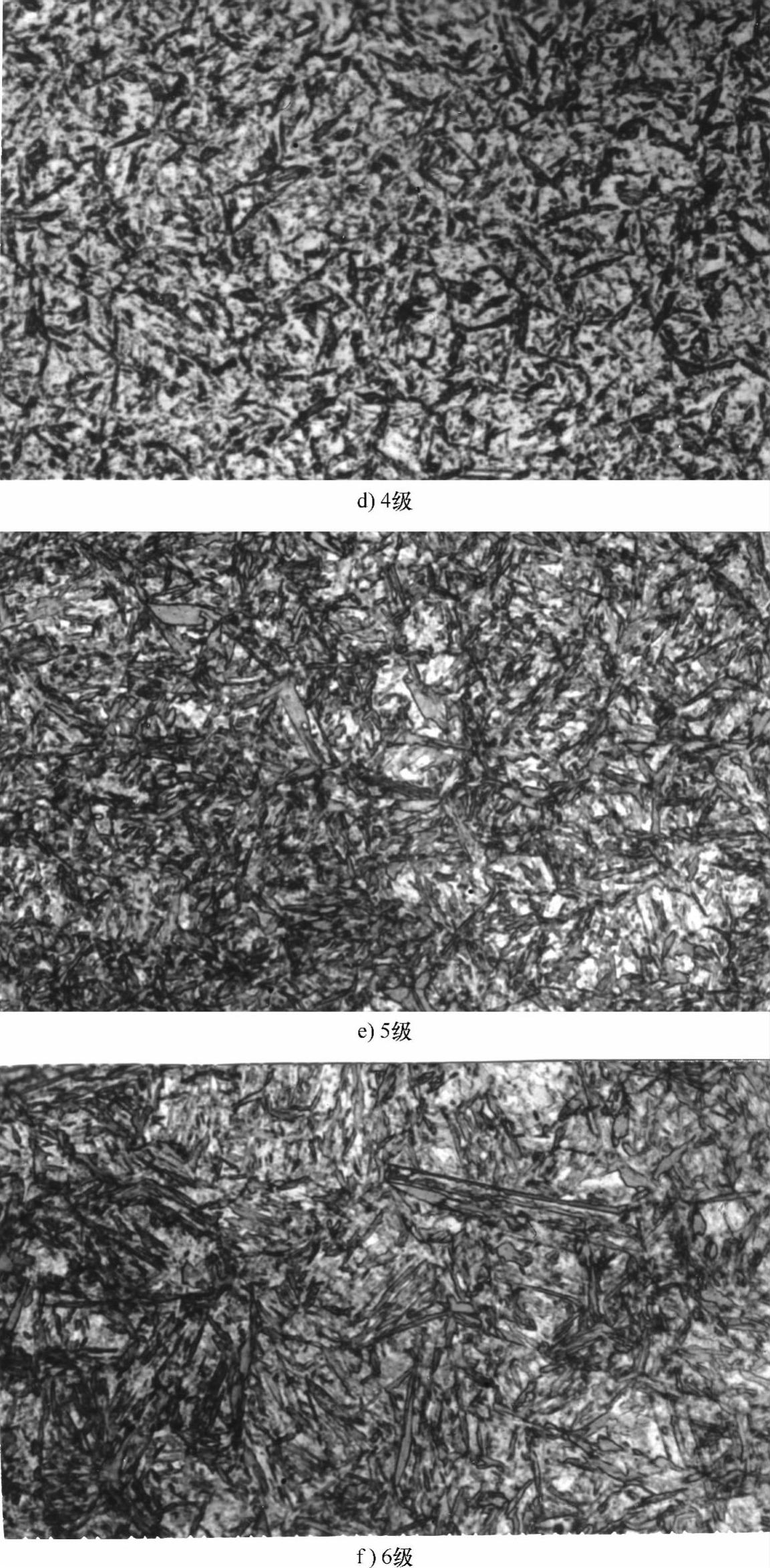
图1 5CrNiMo钢马氏体评级图(×500)(续)

图2 5Cr4W5Mo2V钢马氏体评级图(×500)

图2 5Cr4W5Mo2V钢马氏体评级图(×500)(续)

图3 3Cr2W8V钢马氏体评级图(×500)
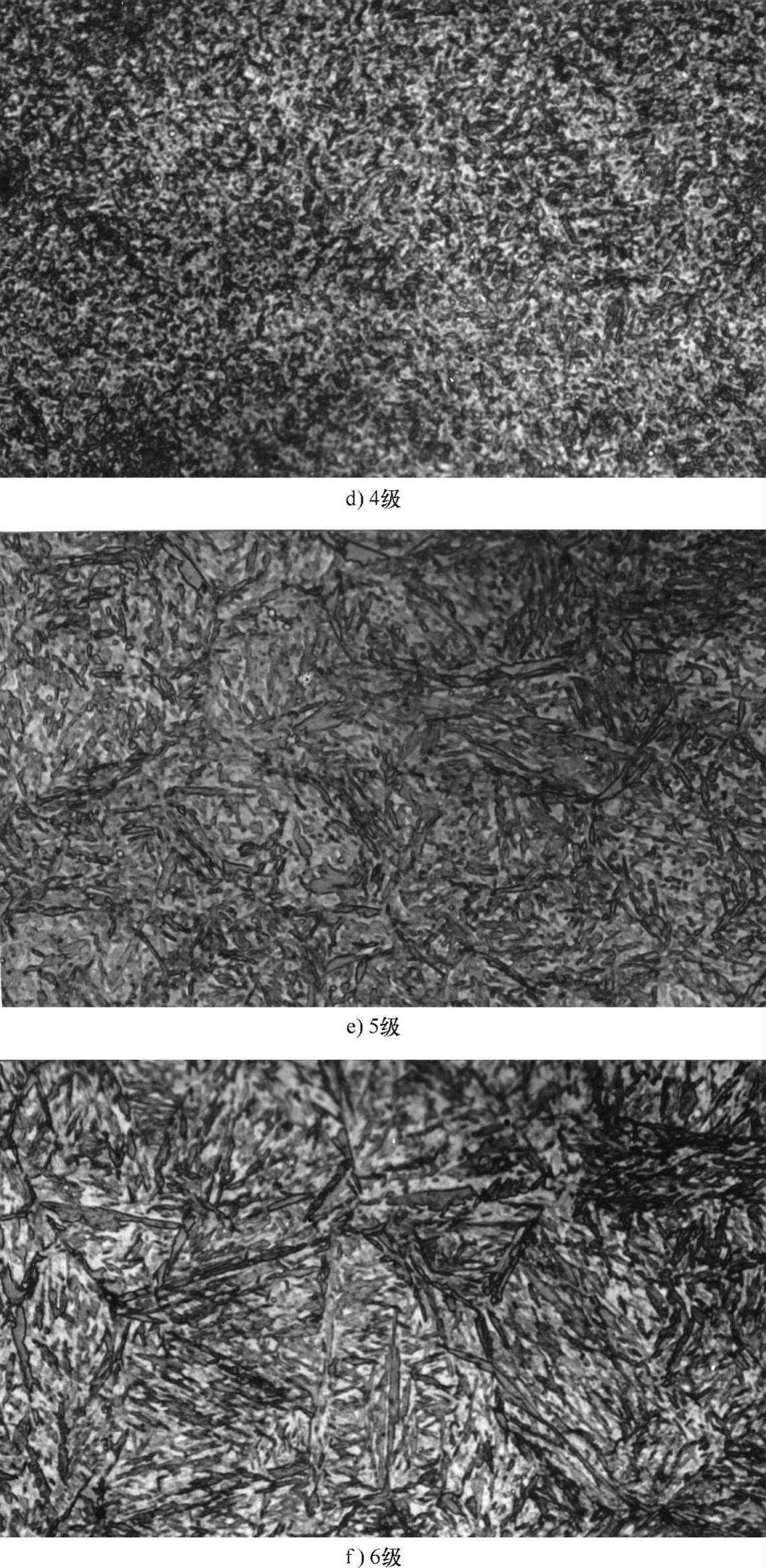
图3 3Cr2W8V钢马氏体评级图(×500)(续)
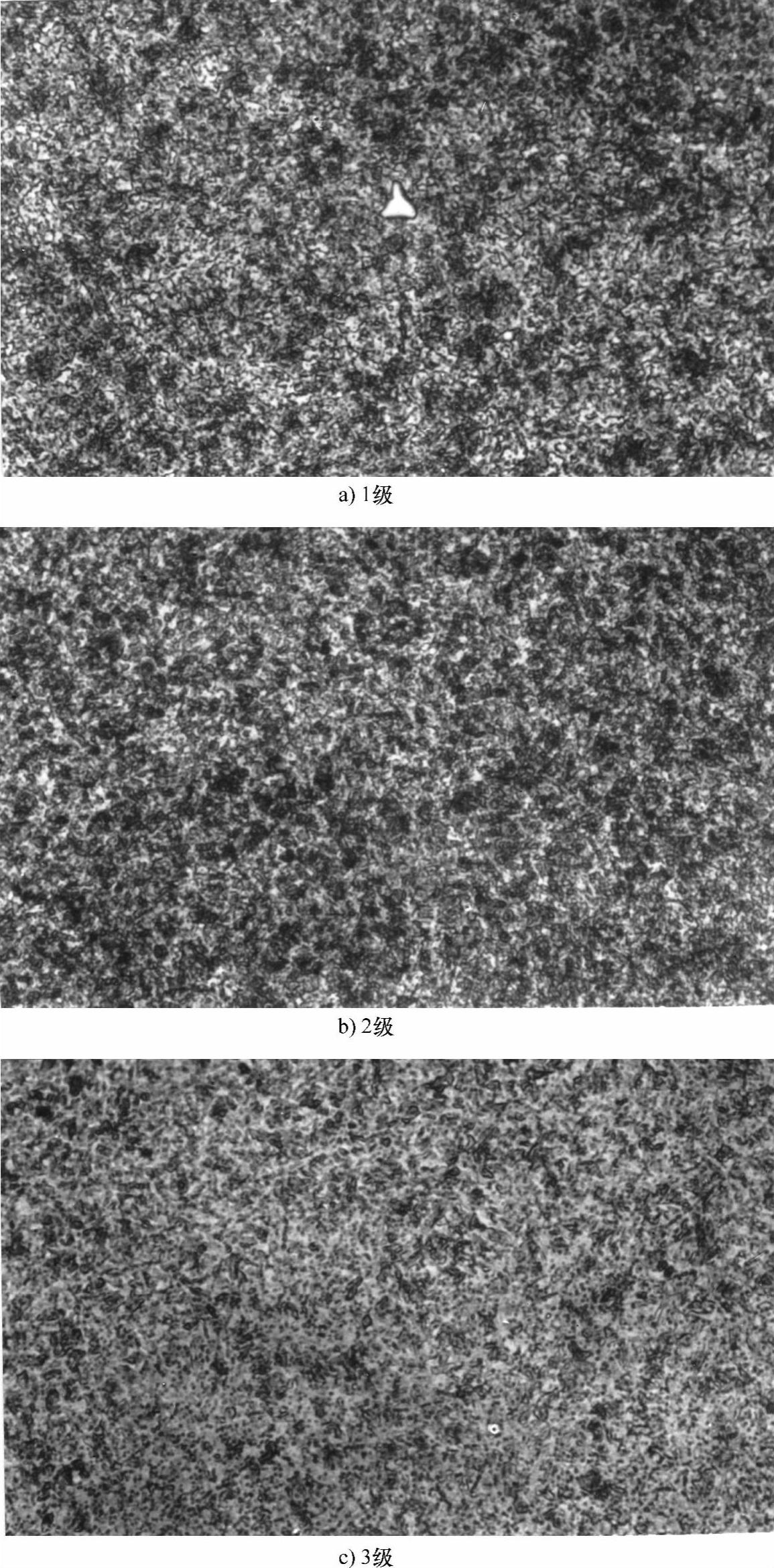
图4 3Cr3Mo3W2V钢马氏体评级图(×500)
 (https://www.xing528.com)
(https://www.xing528.com)
图4 3Cr3Mo3W2V钢马氏体评级图(×500)(续)
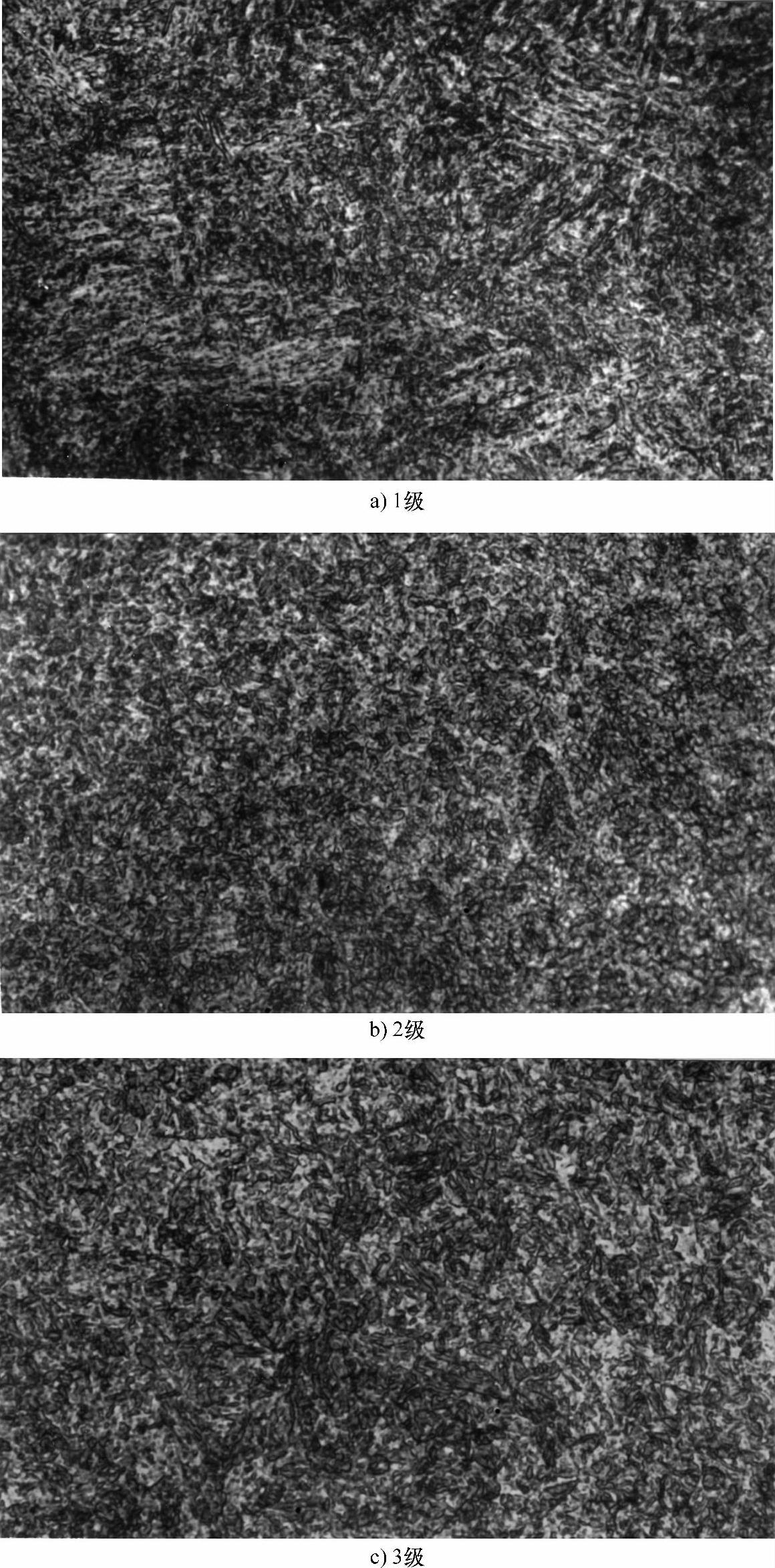
图5 4Cr5MoSiV钢马氏体评级图(×500)
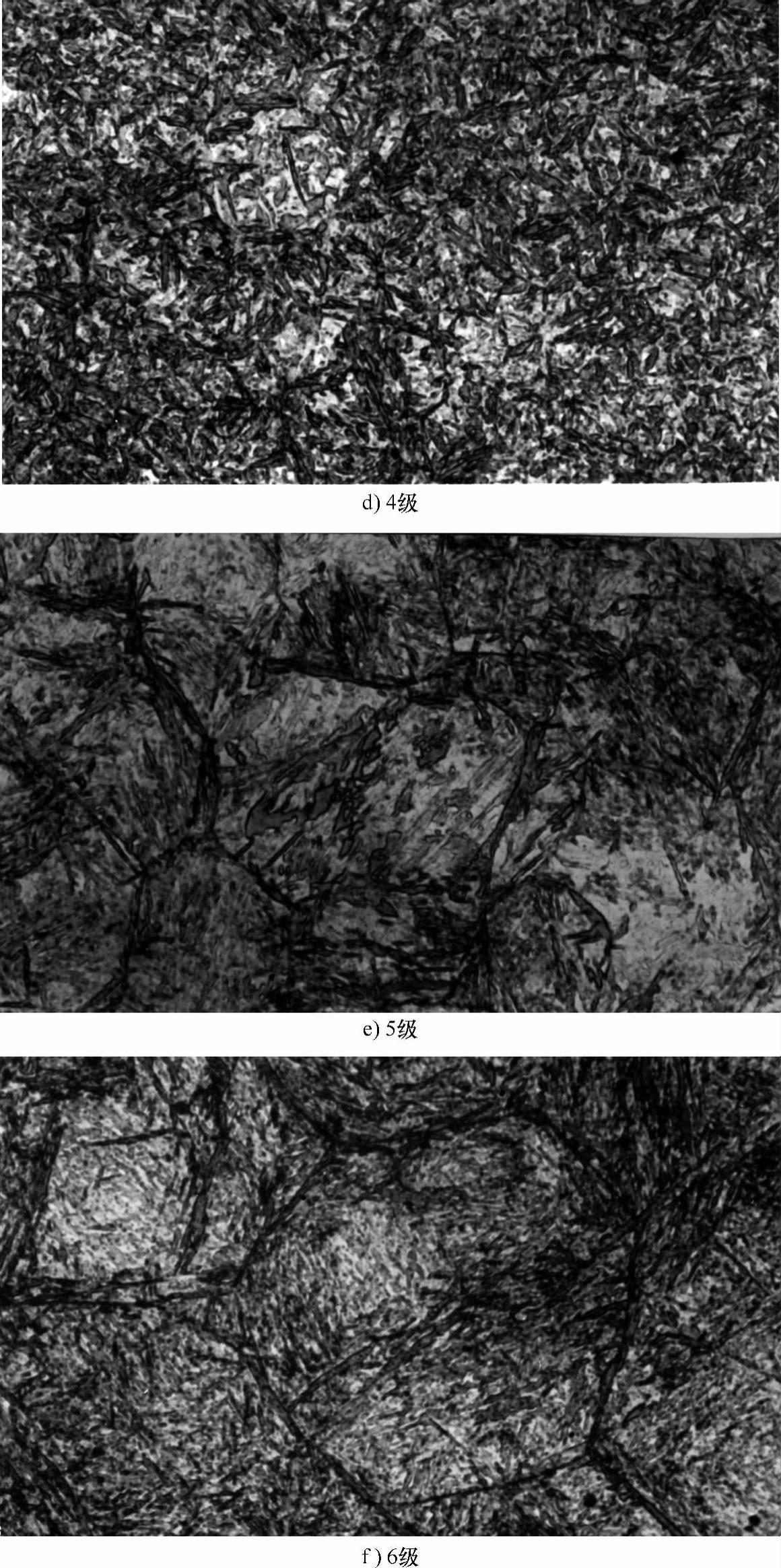
图5 4Cr5MoSiV钢马氏体评级图(×500)(续)
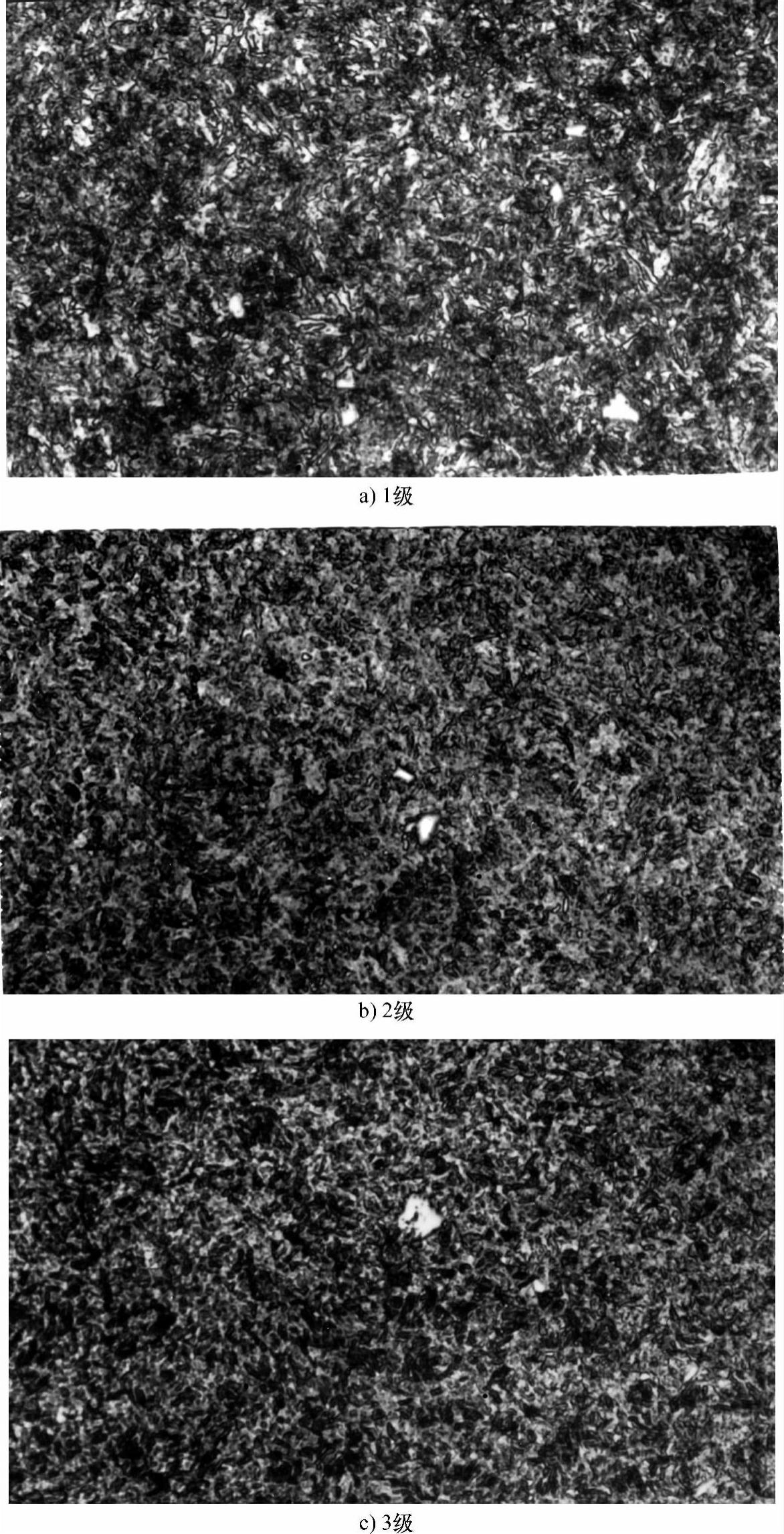
图6 4Cr3Mo2NiVNbB钢马氏体评级图(×500)

图6 4Cr3Mo2NiVNbB钢马氏体评级图(×500)(续)
6 检验报告
检验报告应包括下列内容:
a)试样或模具名称、图号、材料成分或钢号、热处理工艺及炉批号;
b)检验数量及部位;
c)检验结果,所附照片应注明放大倍数和侵蚀剂;
d)检验日期及检验者。
附录A
(资料性附录)
4Cr3Mo2NiVNbB钢的有关参数
A.1 化学成分
化学成分见表A.1。
表A.1 化学成分(质量分数) (%)

A.2 临界点
临界点见表A.2。
表A.2 临界点 (单位:℃)

A.3 锻造工艺
锻造工艺见表A.3。
表A.3 锻造工艺

A.4 热处理工艺
退火:850℃±10℃保温3h,炉冷至720℃±10℃保温5h,再炉冷,197~217HBW。
淬火回火:加热至1130℃保温后油淬,670℃回火两次,42~44HRC;640℃回火两次,47~48HRC。
A.5 特性及用途
具有优良的热稳定性,高温强度和热疲劳性能。可在工作条件苛刻、工作温度较高的工况下工作。
附录B
(规范性附录)
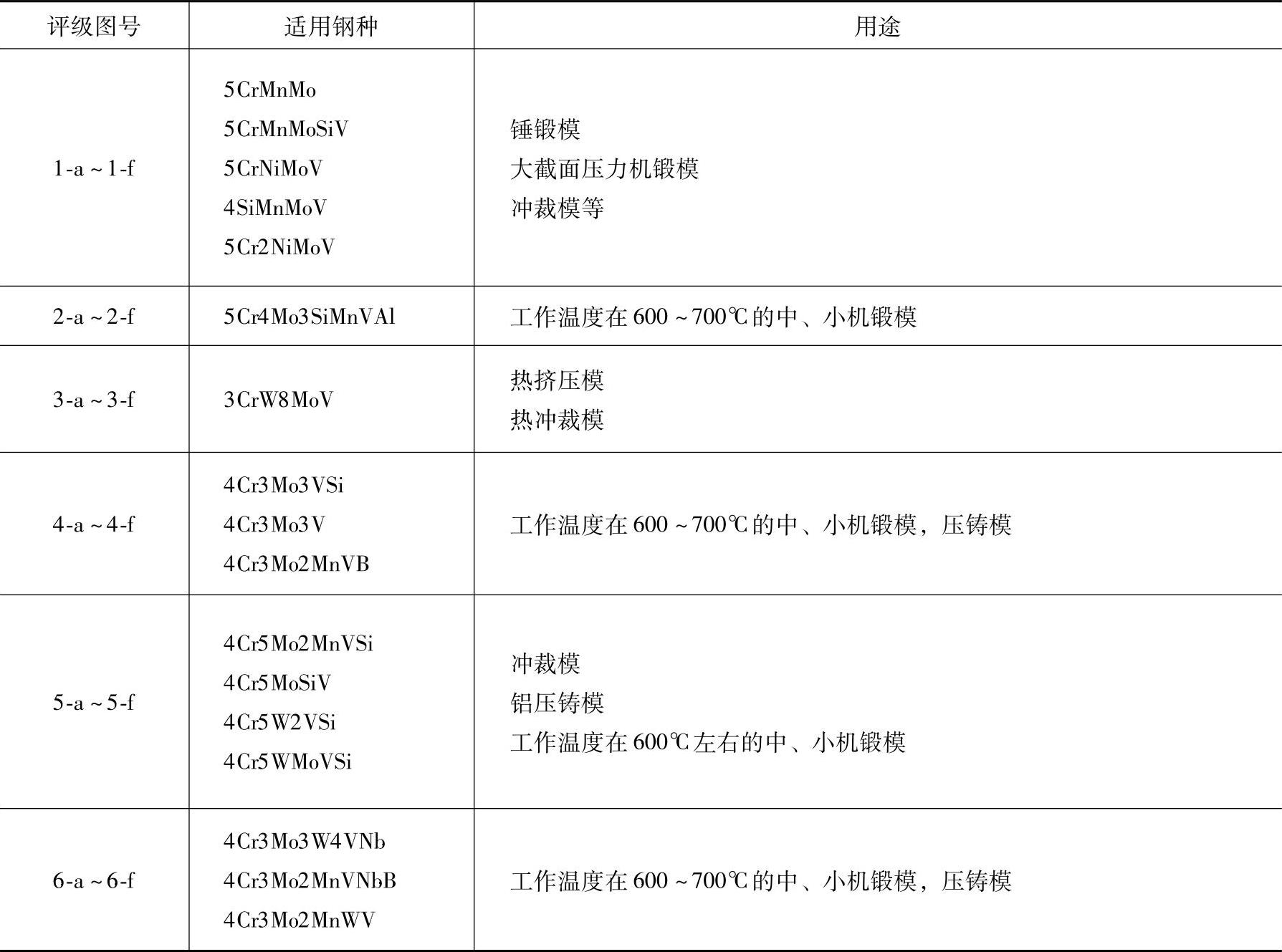
热作模具钢显微组织评级图适用范围
热作模具钢显微组织评级图适用范围见表B.1。
表B.1 适用范围
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。