



钢铁零件 渗氮层深度测定和金相组织检验
1 范围
本标准规定了钢铁零件表面渗氮层深度的测定方法和渗氮前后金相组织的检验方法和技术要求。
本标准适用于气体渗氮、离子渗氮、氮碳共渗处理后的钢铁零件表面渗氮层深度、脆性、疏松及脉状氮化物的测定与评定。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 7232 金属热处理工艺术语
GB/T 9450 钢件渗碳淬火硬化层深度的测定和校核(ISO 2639:2002,MOD)
GB/T 9451 钢件薄表面总硬化层深度或有效硬化层深度的测定(ISO 4970:1979 MOD)
3 术语和定义
本标准采用了GB/T 7232标准中的有关术语。下列术语和定义适用于本标准。
3.1 原始组织 prior metallographic structure(original structure)
指工件在渗氮处理前所具有的金相组织。
3.2 渗氮层脆性 brittleness of nitrided case
指渗氮件表面在一定的试验力作用下,维氏硬度压痕边角碎裂的程度。
3.3 渗氮层疏松 porosity of nitrided case
指渗氮件表面化合物内微孔的密集程度。
3.4 脉状氮化物 nervation and wave like nitride
指渗氮件扩散层中与表面平行走向的脉浪状氮化物。
4 原始组织的检验
对不同服役条件的渗氮零件和不同的渗氮钢材,在渗氮前可采取不同的预备热处理获得相应的原始组织。
4.1 渗氮前原始组织级别分级
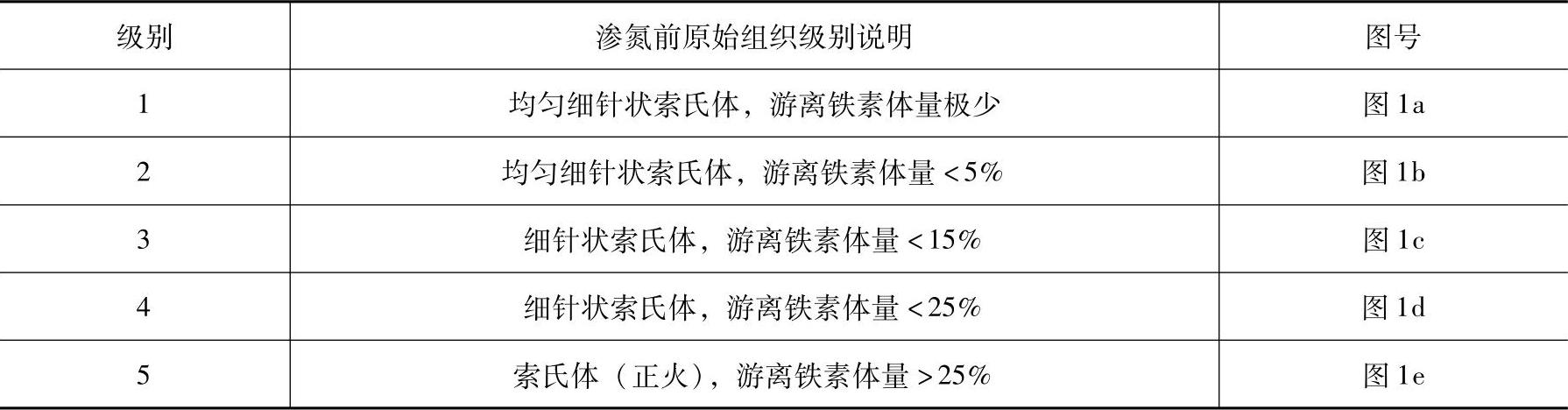
对调质钢渗氮前原始组织级别按索氏体中游离铁素体数量分为5级,见表1和图1。
4.2 原始组织的检测方法及要求
原始组织在渗氮处理以前进行检验(对大工件可在表面2mm深度范围内检查),在显微镜下放大500倍,参照原始组织级别图进行评定,一般零件1~3级为合格,重要零件1~2级为合格。
渗氮工件的工作面不允许有脱碳层或粗大的索氏体组织。
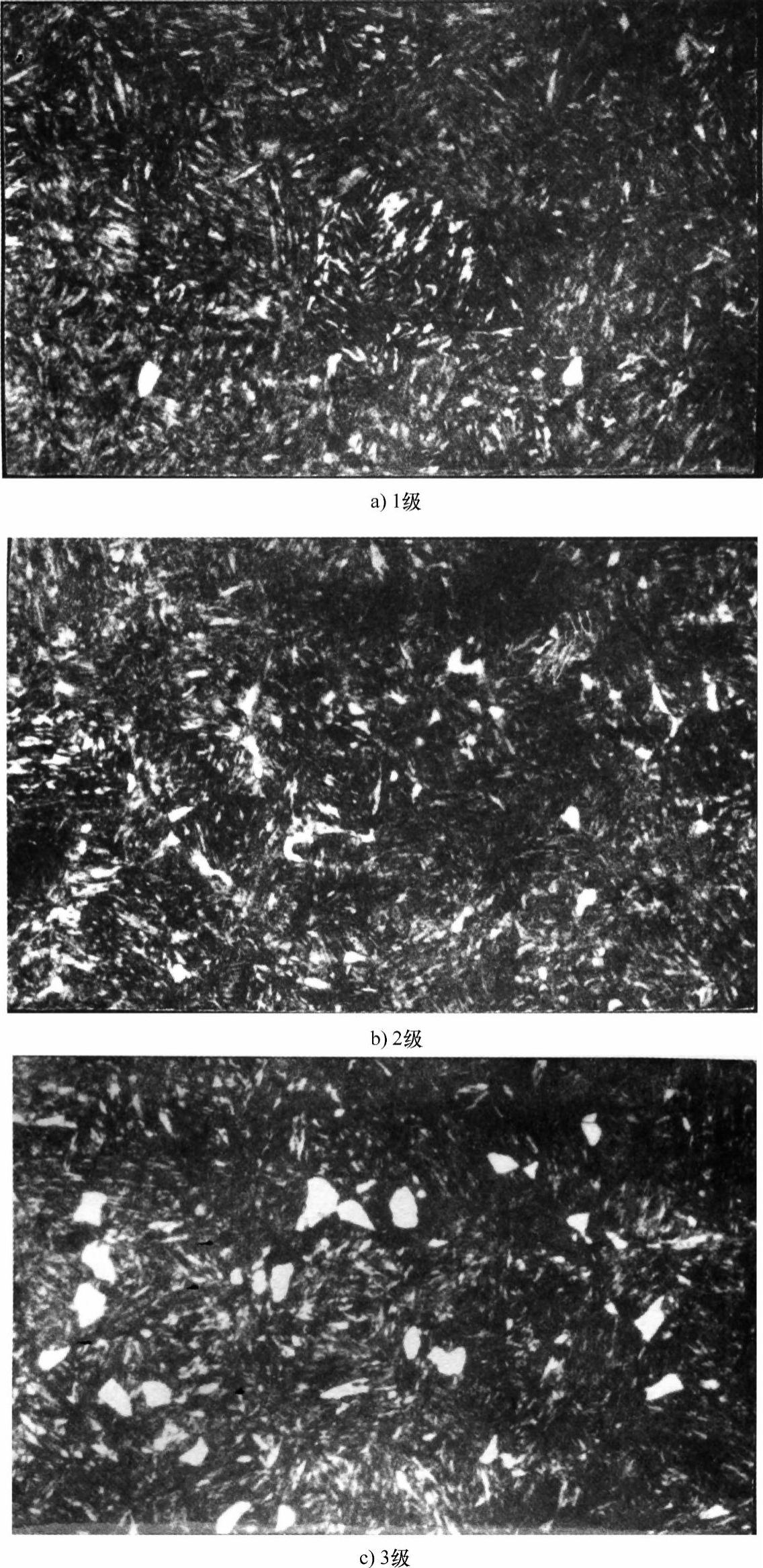
图1 渗氮前原始组织级别图(×500)(4%硝酸乙醇溶液侵蚀)
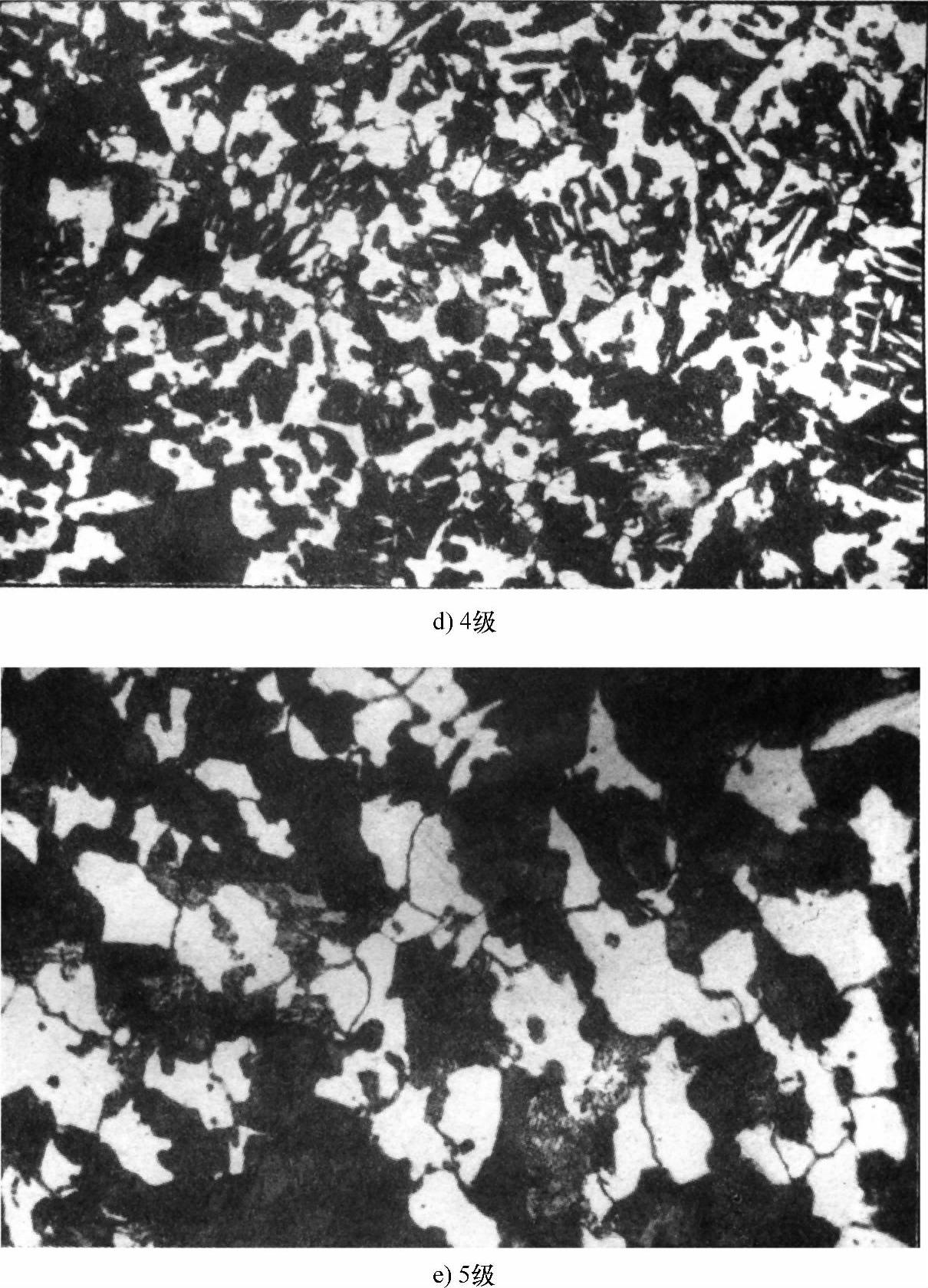
图1 渗氮前原始组织级别图(×500)(4%硝酸乙醇溶液侵蚀)(续)
表1 渗氮前原始组织级别及说明
5 试样条件
5.1 试样的切取
试样应从渗氮零件上切取,也可用与零件的材料、处理条件、加工精度相同,并经同炉渗氮处理的试样。
5.2 检测部位的要求
检验部位应有代表性,试样应垂直于渗氮层表面切取,在磨制和抛光过程中,检测表面不允许过热,边缘不允许倒角和剥落。
5.3 检查渗氮层脆性的试样要求
检查渗氮层脆性的试样表面粗糙度要求Ra≤0.25~0.63μm,但不允许把化合物层磨掉。
6 渗氮层深度的测定方法
6.1 硬度法
本标准采用维氏硬度,试验力规定为2.94N(0.3kgf),从试样表面测至比基体维氏硬度值高50HV处的垂直距离为渗氮层深度。
在距离表面3倍渗氮层深度处测得的硬度值(至少取3点平均)作为实测的基体硬度值。
对于渗氮层硬度变化很平缓的钢件(如碳钢或低碳低合金钢制作),其渗氮层深度可从试样表面沿垂直方向测至比基体维氏硬度值高30HV处。
当渗氮层的深度与压痕尺寸不适合时,可由有关各方协商,采用1.96N(0.2kgf)~19.6N(2kgf)范围内的试验力,但在HV后需注明:如HV0.2,表示用1.96N(0.2kgf)试验力。
渗氮层深度用拉丁字母DN表示,以毫米计,取小数点后两位。例如0.25DN(300HV0.5),表示界限硬度为300HV,试验力为4.903N(0.5kgf)时,渗氮层深度为0.25mm。
6.2 测量步骤和结果
测量步骤和结果应符合GB/T 9450和GB/T 9451标准的要求。
6.3 金相法
在放大100倍或200倍的显微镜下,按图2~图6所示进行测量,从试样表面沿垂直方向测至与基体组织有明显的分界处的距离,即为渗氮层深度。
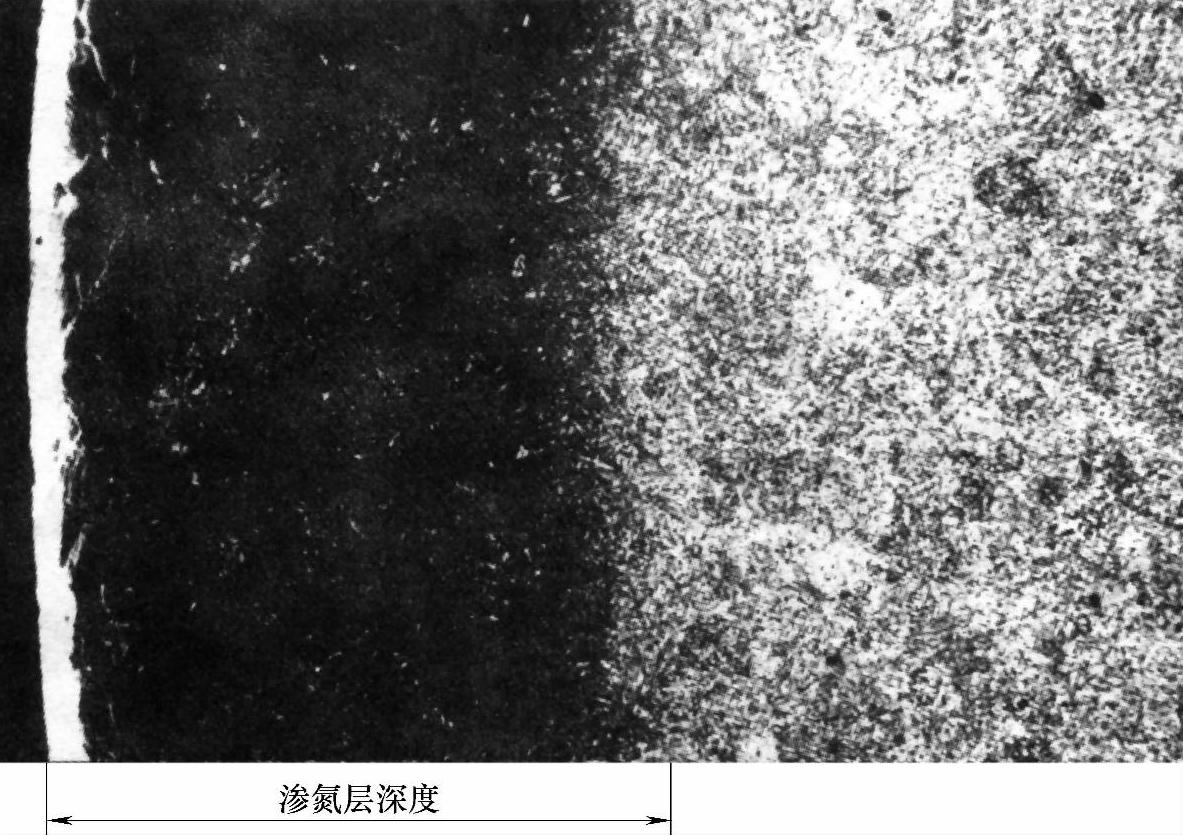
图2 38CrMoAl钢气体渗氮(×100)(4%硝酸乙醇溶液侵蚀)
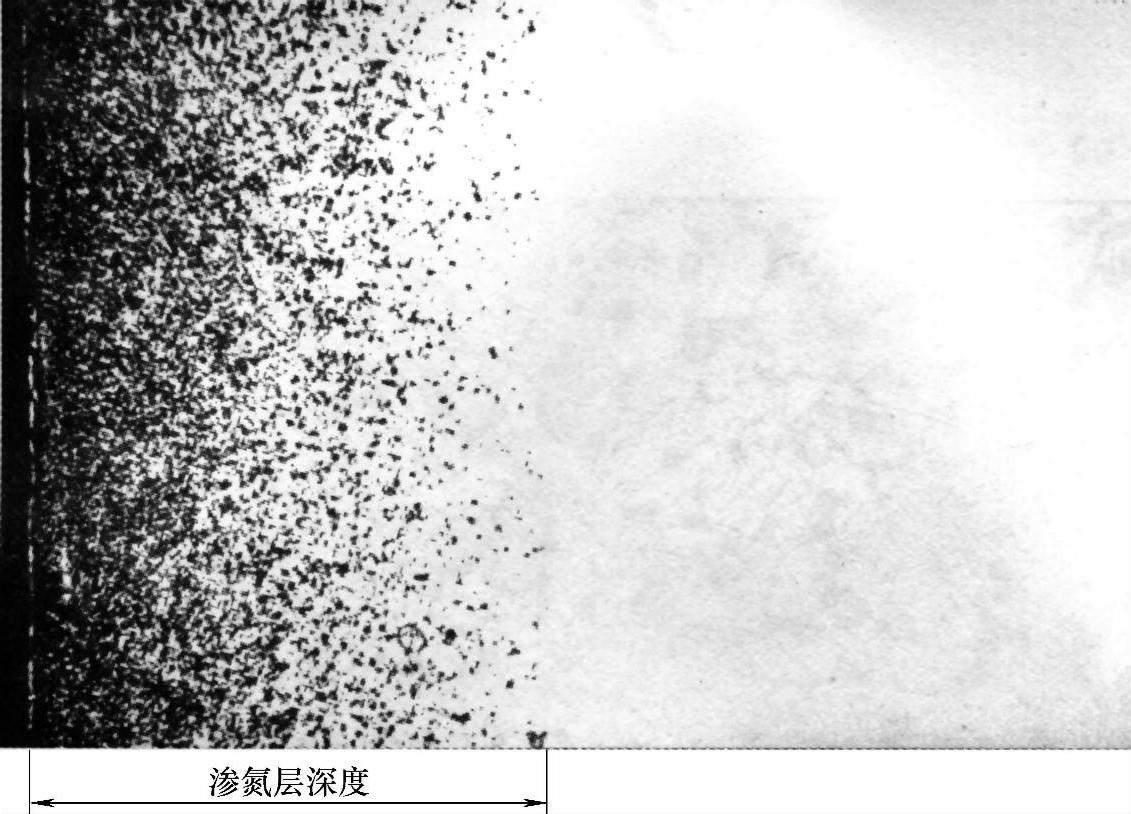
图3 40Cr钢离子渗氮(×100)(硒酸+盐酸+乙醇溶液侵蚀)
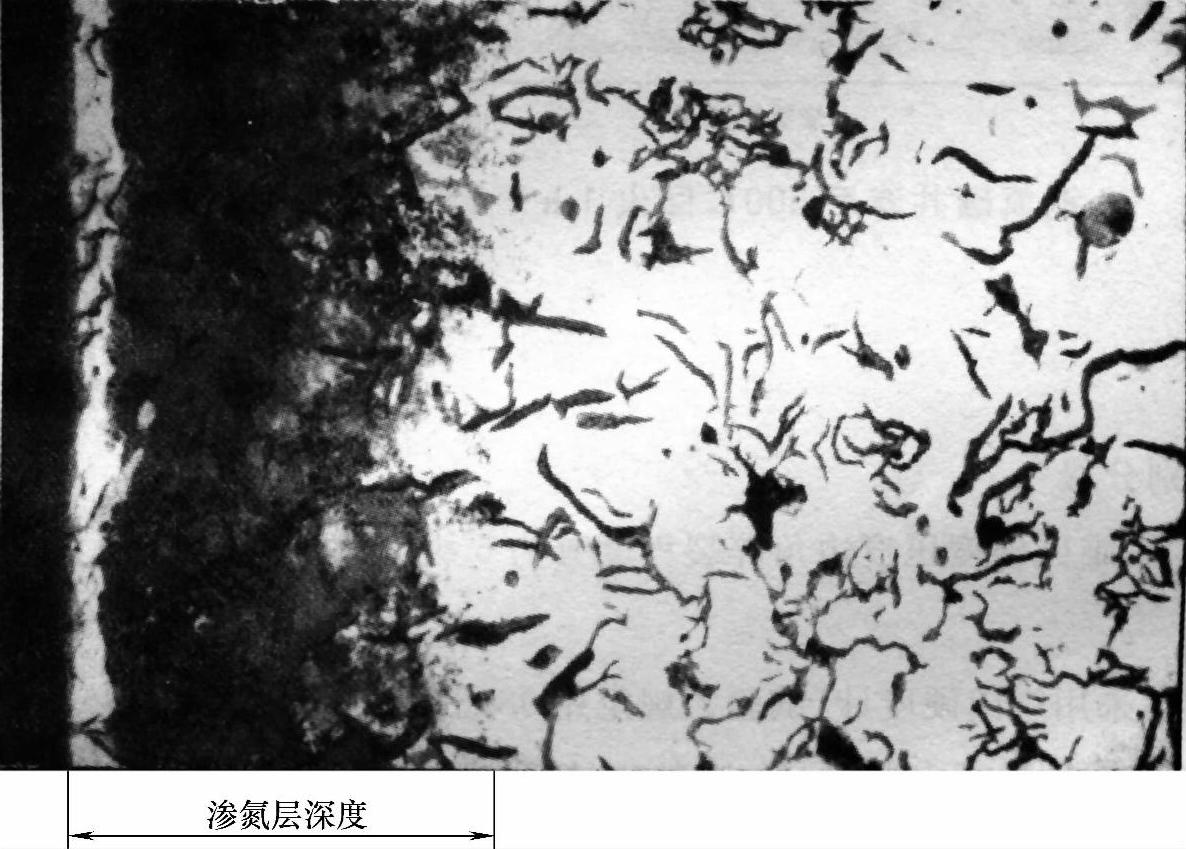
图4 HT250灰铸铁氮碳共渗(×200)(硒酸+盐酸+乙醇溶液侵蚀)
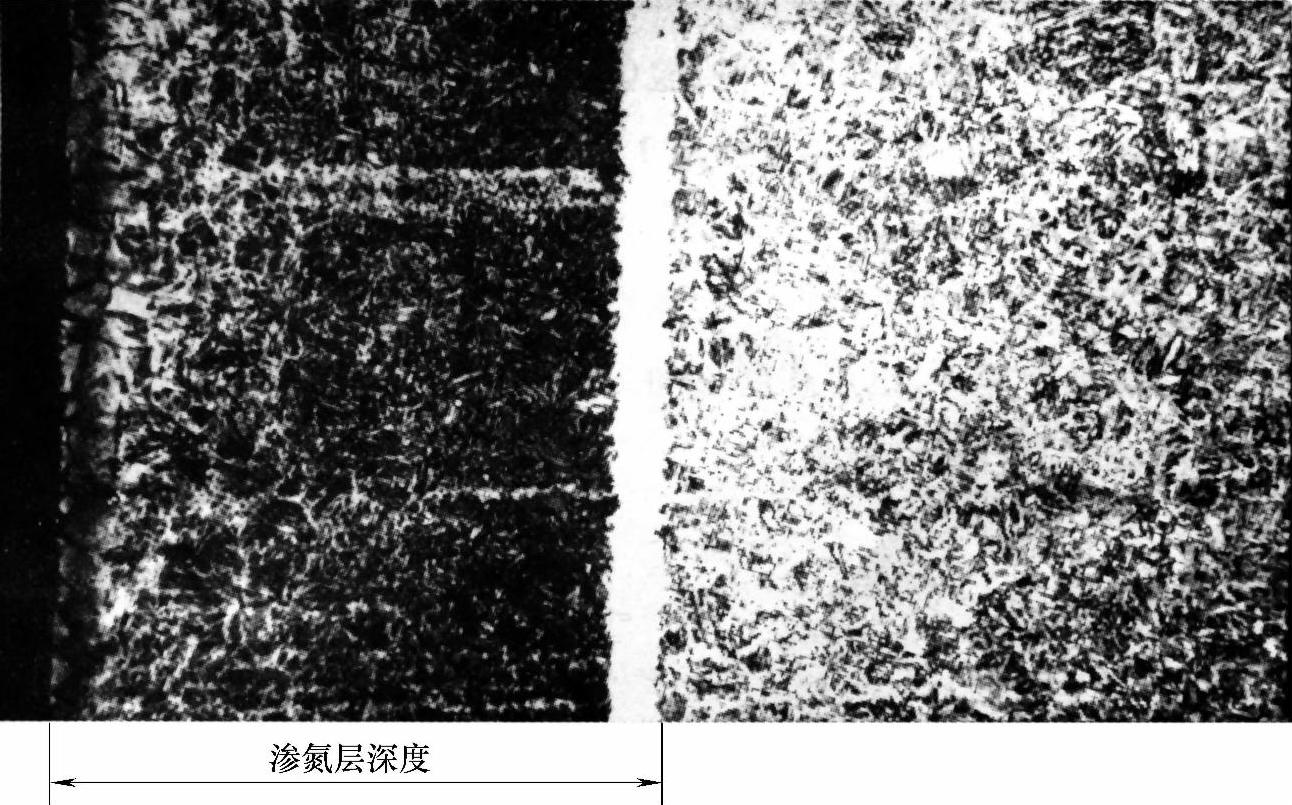
图5 38CrMoAl钢气体渗氮后加热到800℃保温1.5min/mm淬火(×100)(4%硝酸乙醇溶液侵蚀)
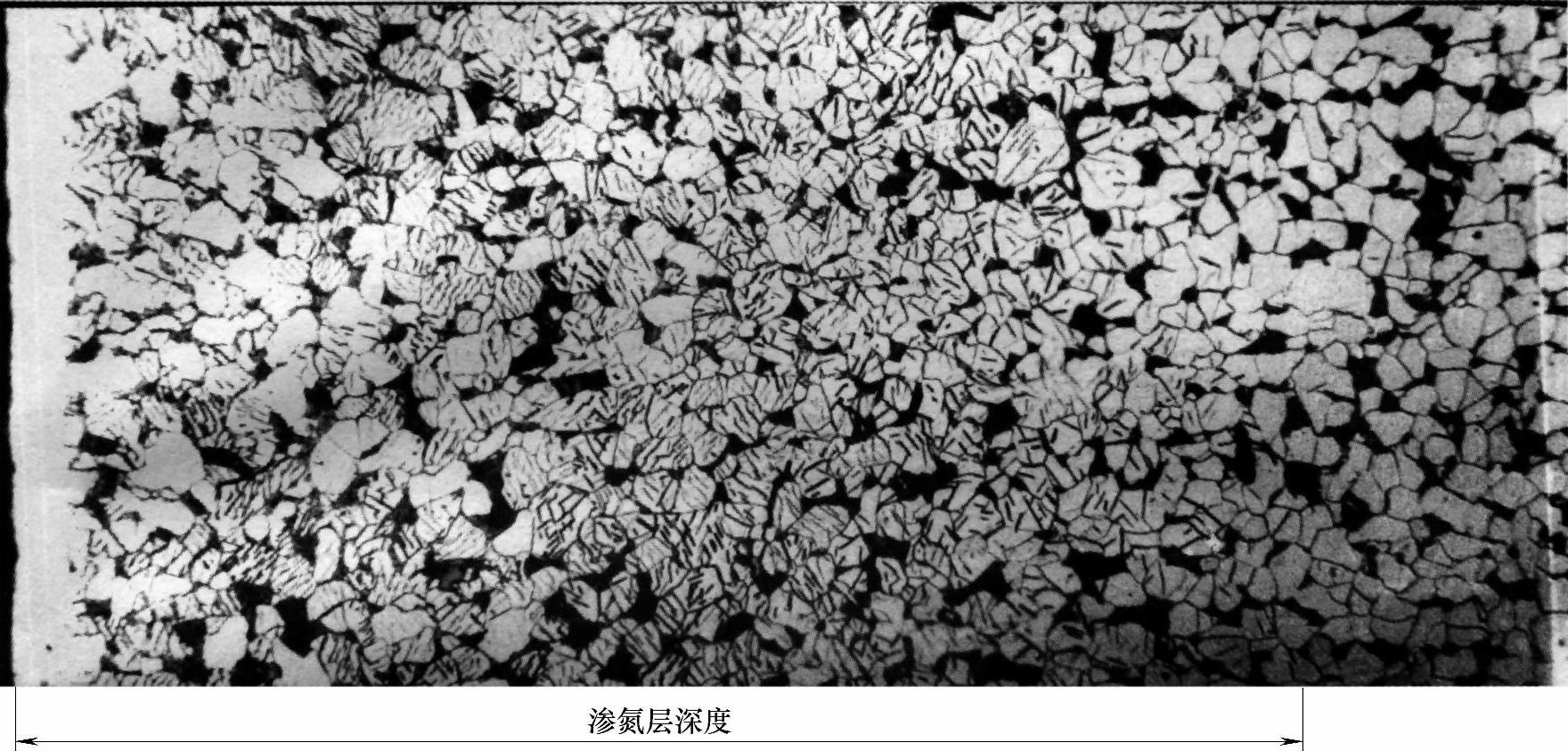
图6 20钢氮碳共渗后300℃回火1h(×200)(4%硝酸乙醇溶液侵蚀)
6.4 仲裁
有争议时,以硬度法为仲裁方法。
7 渗氮层脆性检验
7.1 渗氮层脆性级别分级
渗氮层脆性级别按维氏硬度压痕边角碎裂程度分为5级,具体分级标准见图7和表2。
7.2 检测方法
检验渗氮层脆性,采用维氏硬度计,试验力规定用98.07N(10kgf),加载必须缓慢(在5~9s内完成),加载后停留5~10s,然后去载荷。如有特殊情况,经有关各方协商,亦可采用49.03N(5kgf)或294.21N(30kgf)的试验力,但须按表3的值换算。
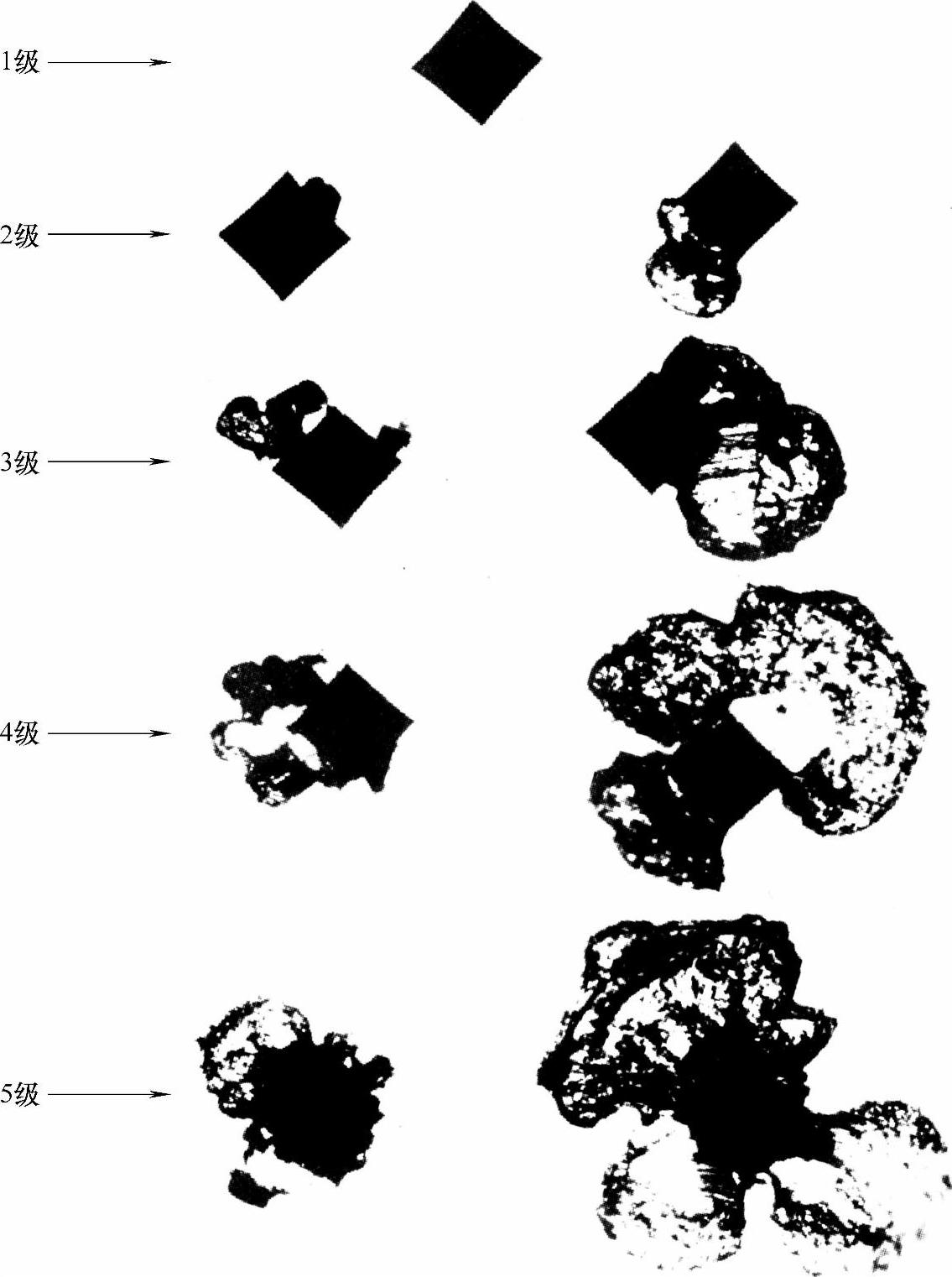
图7 渗氮层脆性级别图(×100)[98.07N(10kgf)试验力]
表2 渗氮层脆性级别说明(https://www.xing528.com)
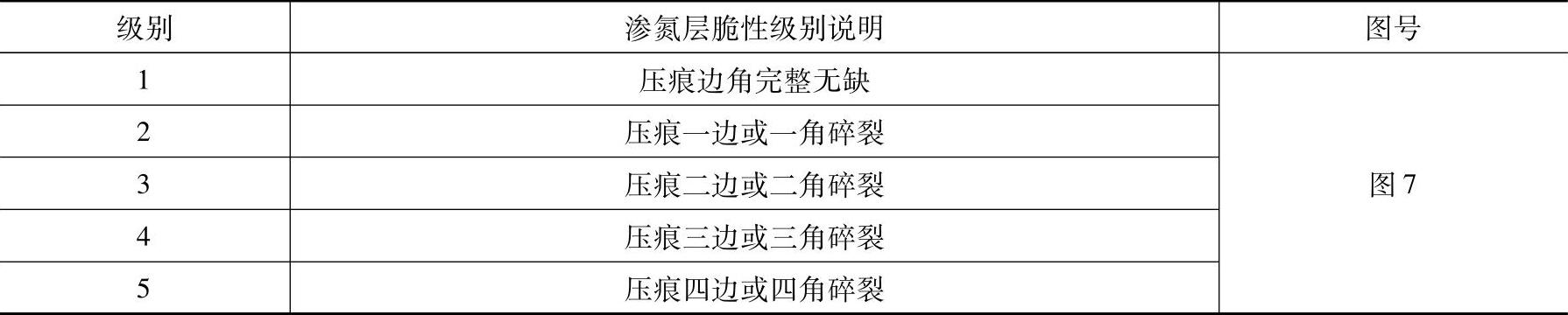
表3 压痕级别换算 (单位:级别)

7.3 检测要求
维氏硬度压痕在放大倍数为100倍下进行检验(参照图7评定级别)。每件至少测3点,其中2点以上处于相同级别时,才能定级,否则,需重复测定1次。
7.4 渗氮件的渗氮层脆性要求
应在零件工作部位或随炉试样的表面检验渗氮层脆性。一般零件1~3级合格,重要零件1~2级为合格,对于渗氮后留有磨量的零件,也可在磨去加工余量后的表面上测定。
经气体渗氮的零件,必须进行脆性检验。
8 渗氮层疏松检验
8.1 渗氮层疏松级别分级
渗氮层疏松级别按表面化合物层内微孔的形状、数量、密集程度分为5级,见图8和表4。
8.2 渗氮层疏松的检测方法及技术要求
渗氮层疏松在显微镜下放大500倍检验。取其疏松最严重的部位,参照渗氮层疏松级别图进行评定,一般零件1~3级为合格,重要零件1~2级为合格。
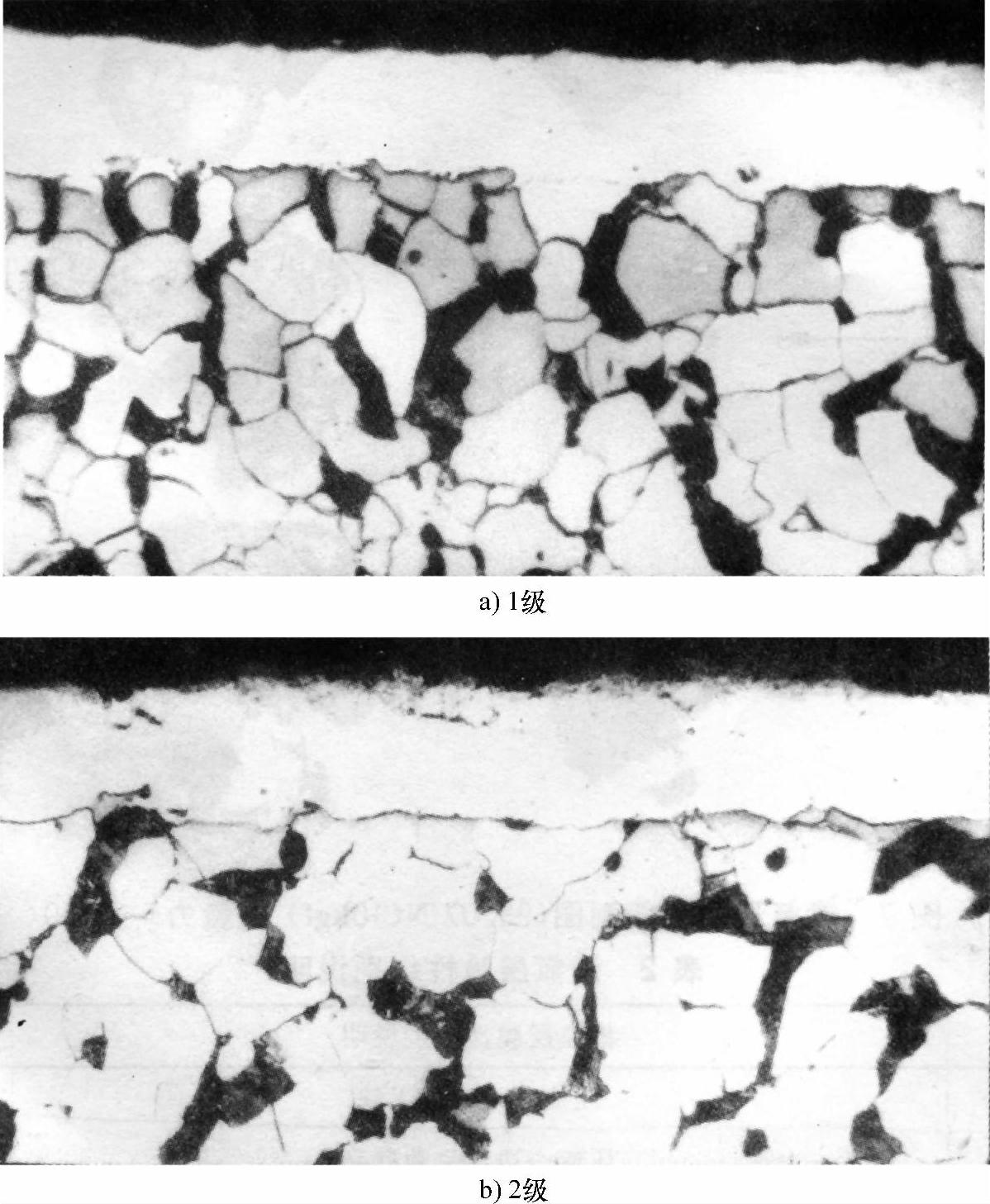
图8 渗氮层疏松级别图(×500)(2%硝酸乙醇溶液侵蚀)
图8 渗氮层疏松级别图(×500)(2%硝酸乙醇溶液侵蚀)(续)
表4 渗氮层疏松级别说明

经氮碳共渗处理的零件,必须进行疏松检验。
9 渗氮层中氮化物检验
9.1 渗氮层中氮化物级别分级渗氮层中氮化物级别按扩散层中氮化物的形态、数量和分布情况分为5级,见图9和表5。
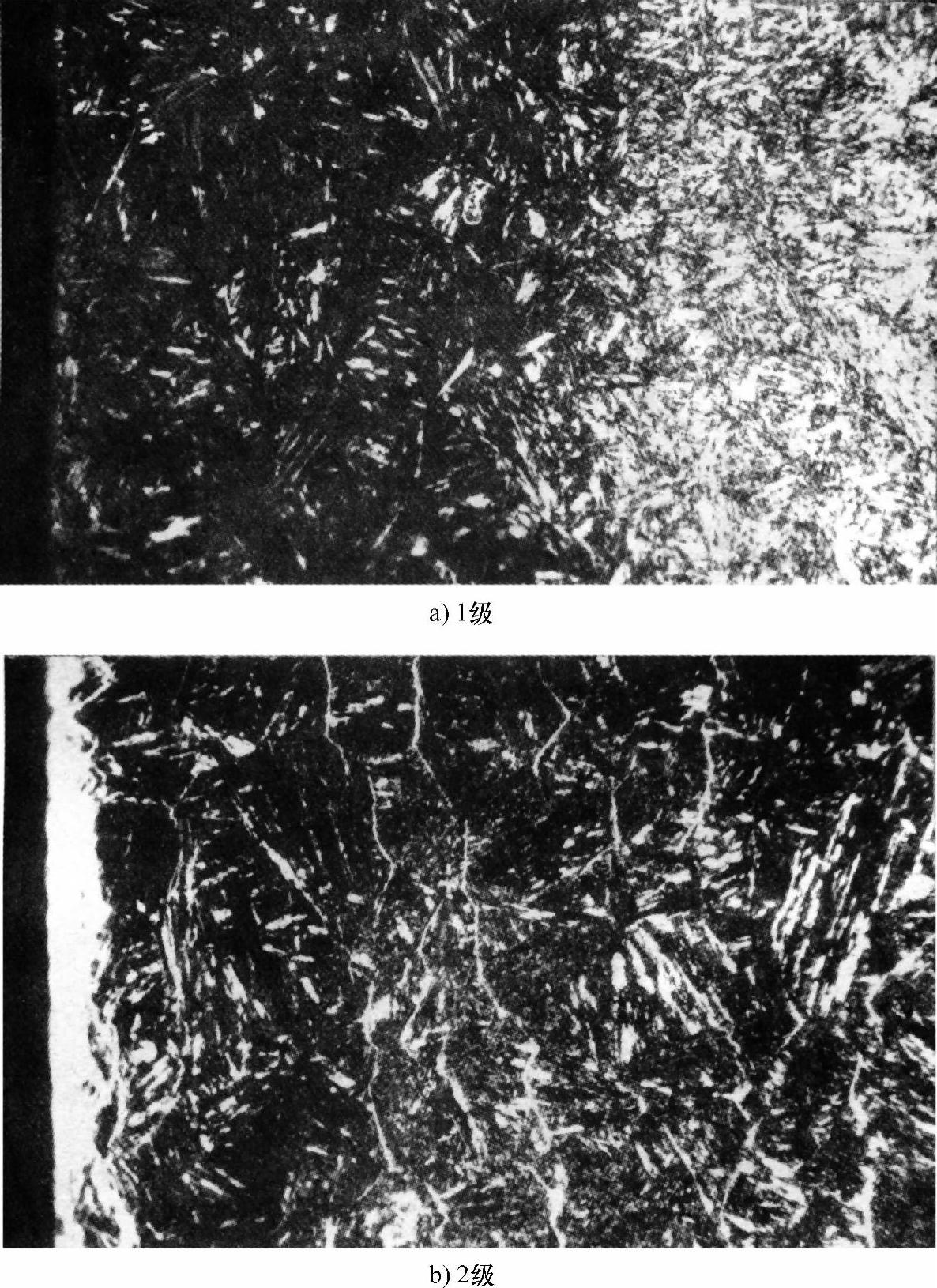
图9 渗氮层中氮化物级别图(×500)(4%硝酸乙醇溶液侵蚀)
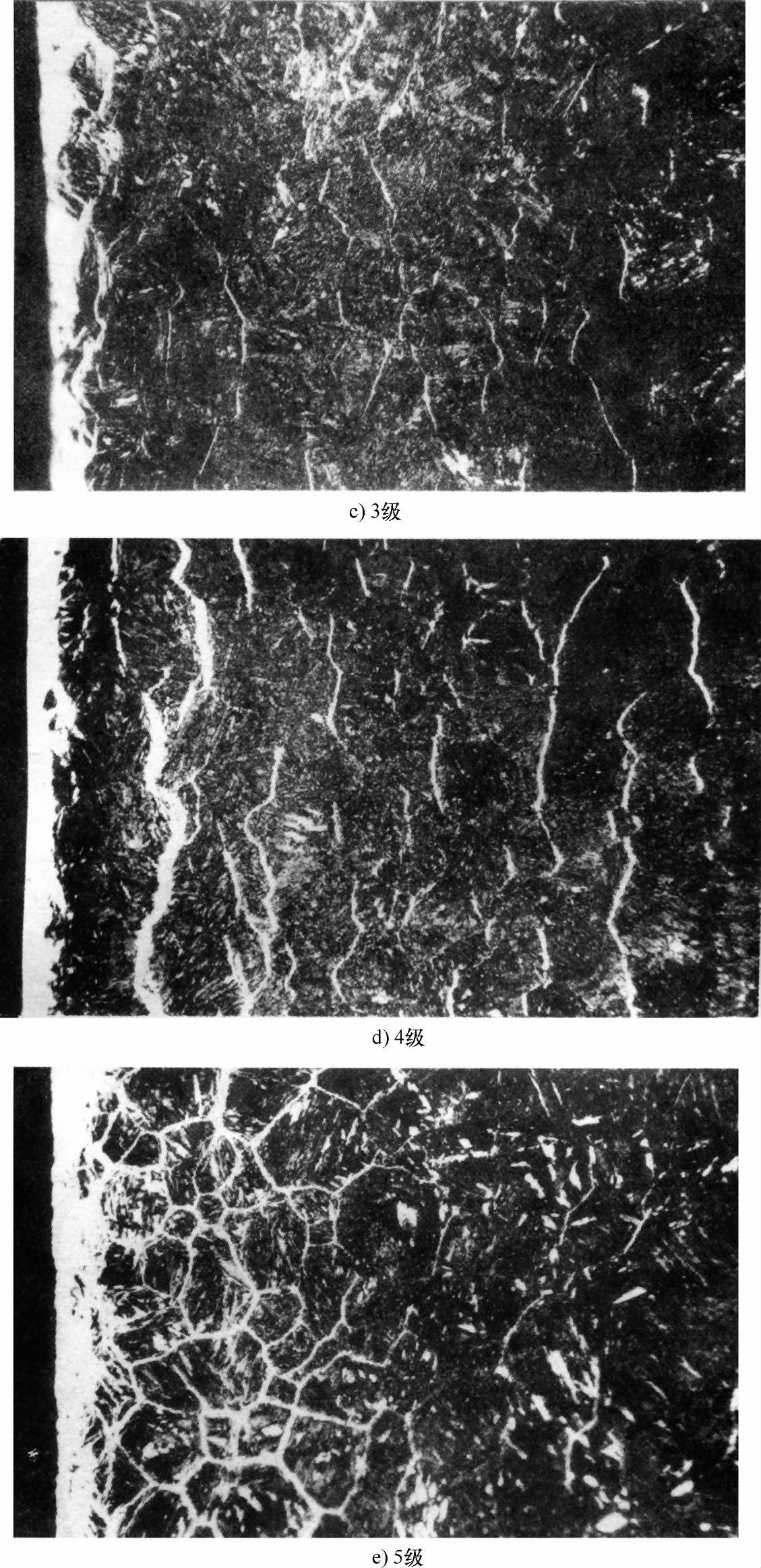
图9 渗氮层中氮化物级别图(×500)(4%硝酸乙醇溶液侵蚀)(续)
表5 氮化物级别说明

9.2 检测方法及要求
扩散层中氮化物在显微镜下放大500倍进行检验,取其组织最差的部位,参照渗氮层氮化物级别图进行评定。一般零件1~3级为合格,重要零件1~2级为合格。
经气体渗氮或离子渗氮处理的零件必须进行氮化物检验。
10 检验报告
检验报告应包括下列内容:
a)零件号、零件名称、材料及渗氮工艺;
b)零件检验部位或试样与编号及检验数量;
c)检验方法;
d)检验结果;
e)检验日期及检验者签名。
附录A
(资料性附录)
推荐的侵蚀剂
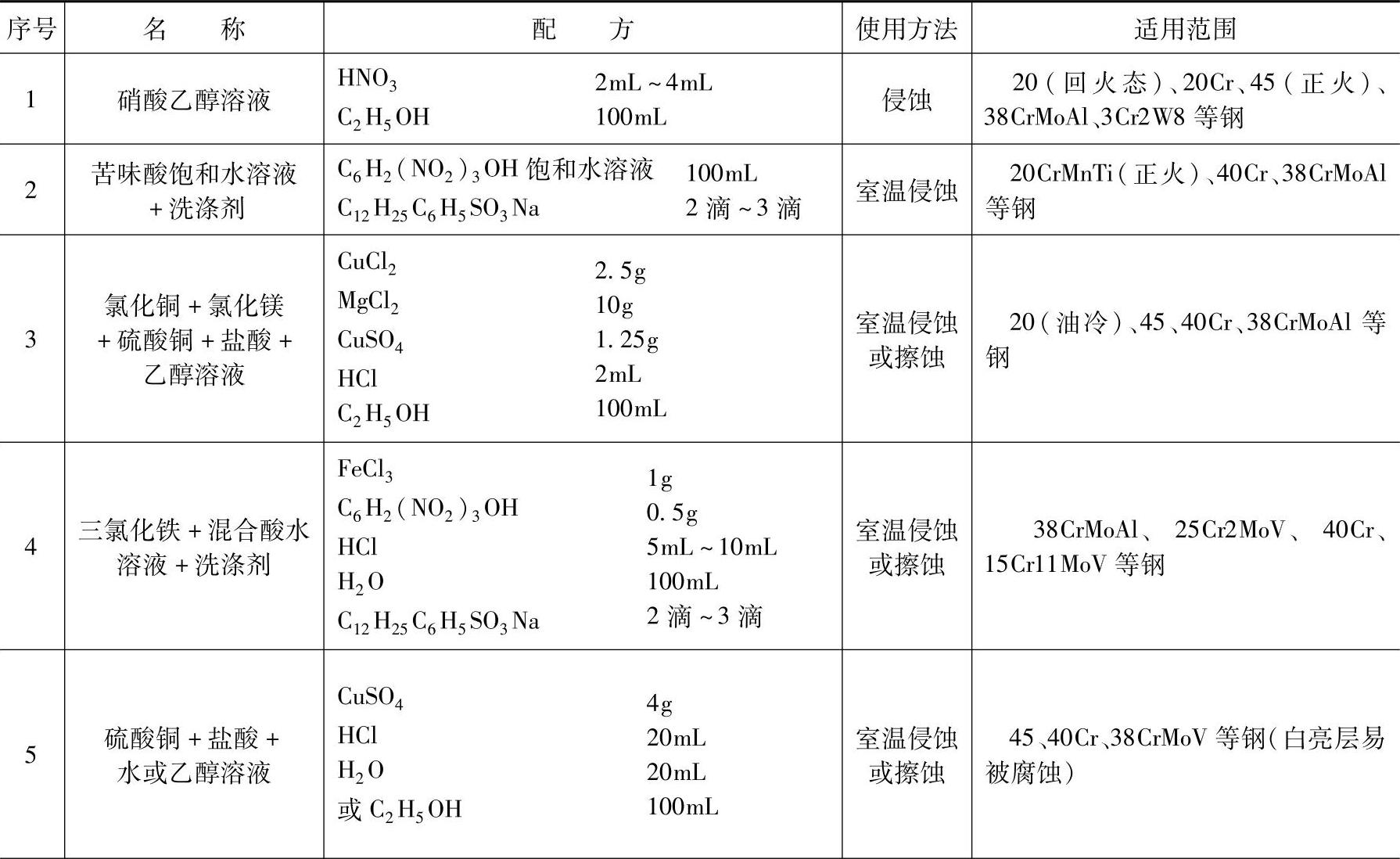
表A.1为推荐的侵蚀剂。
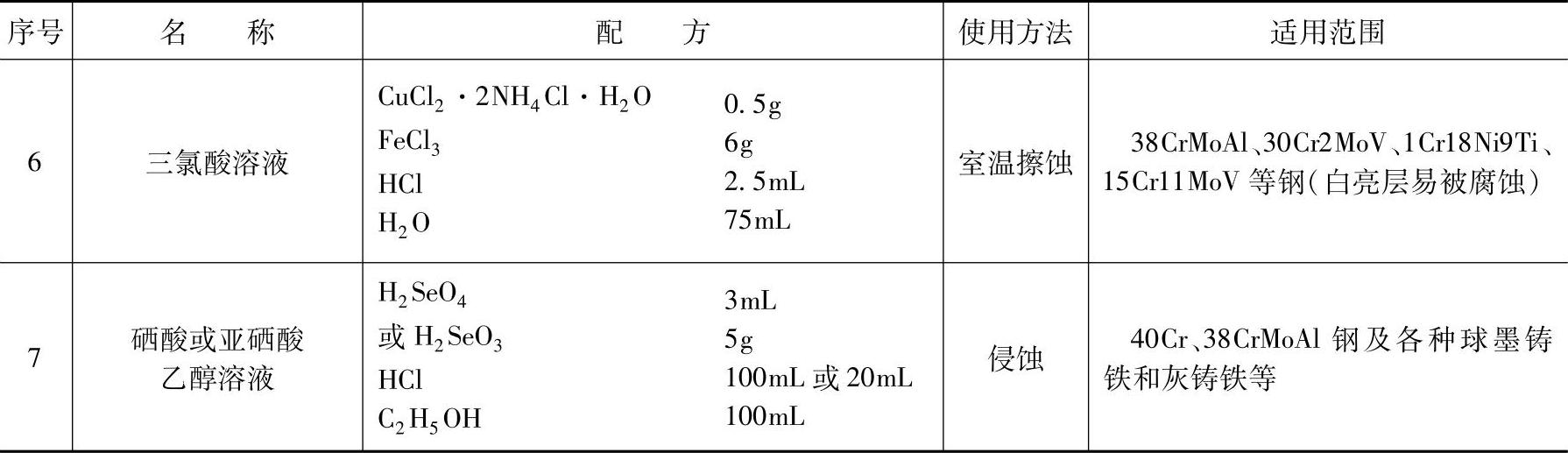
表A.1 推荐的侵蚀剂
(续)
附录B
(资料性附录)
部分试验数据
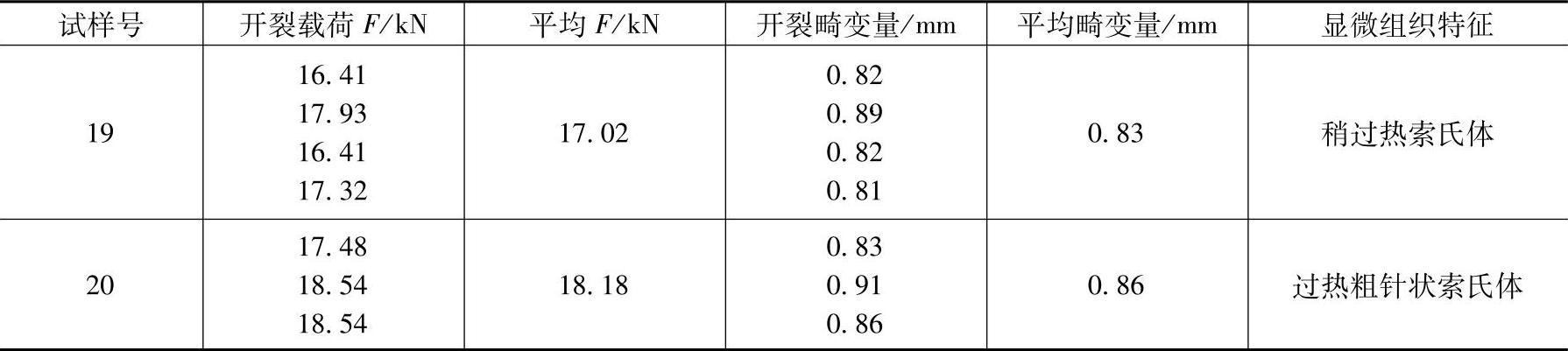
B.1 表B.1为不同原始组织渗氮层脆性比较。
表B.1 不同原始组织渗氮层脆性比较
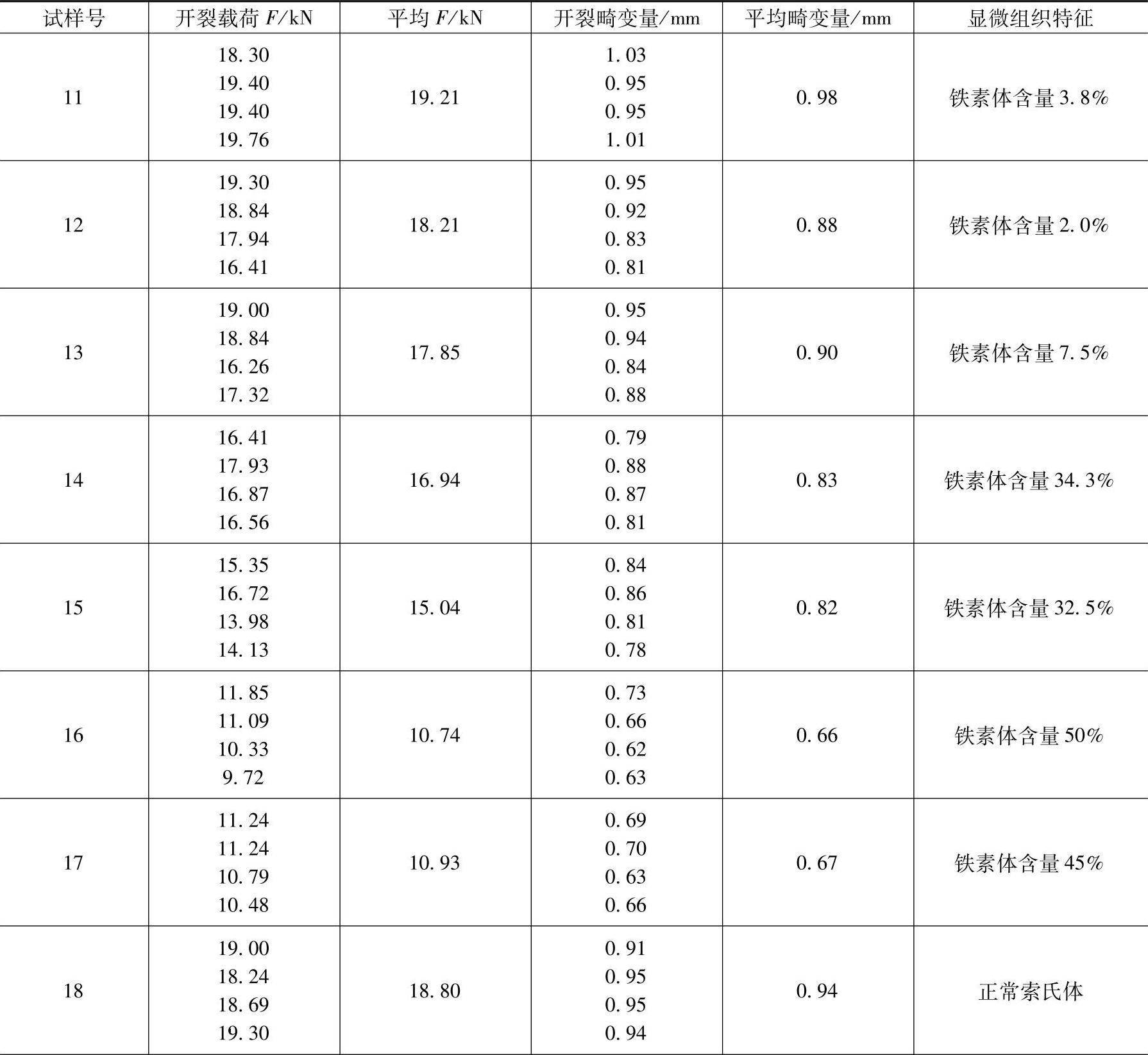
(续)
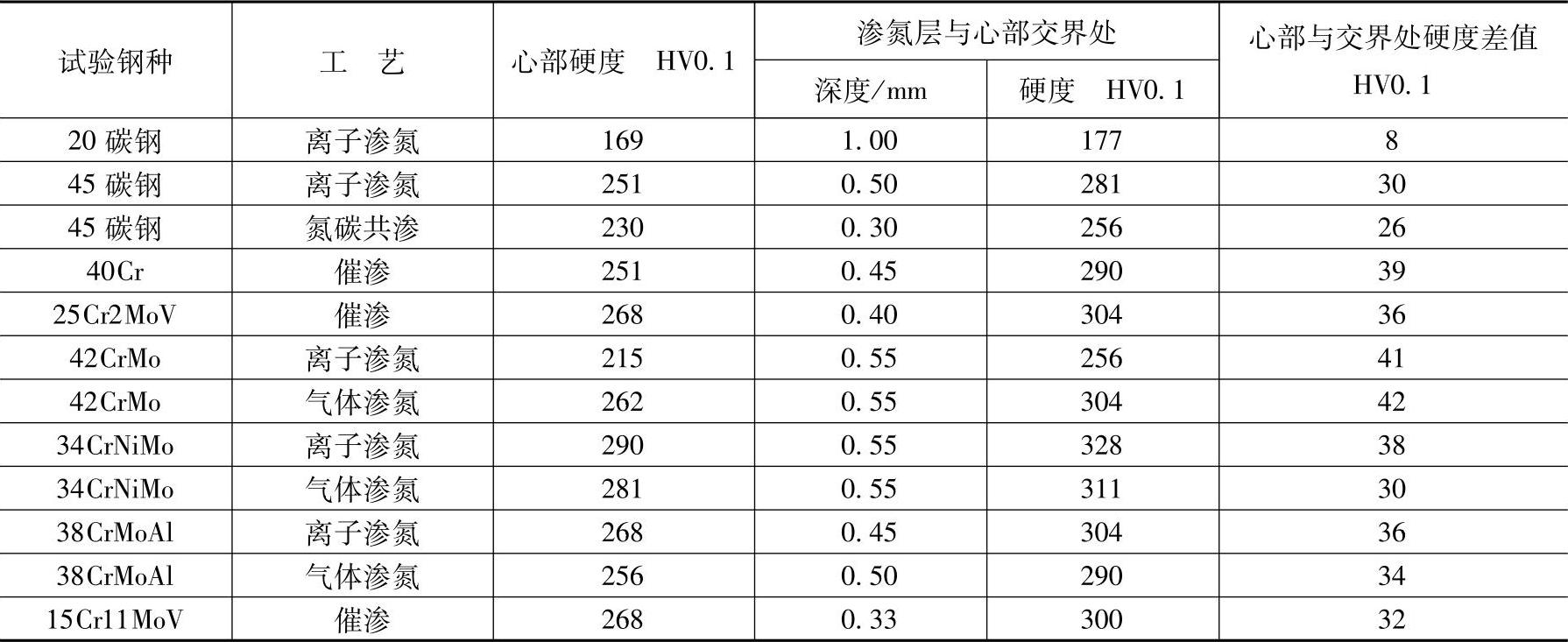
B.2 表B.2为金相法与硬度法之间的关系。
表B.2 金相法与硬度法之间的关系
B.3 表B.3为磨损试验规范与结果。
表B.3 磨损试验规范与结果

B.4 表B.4为不同渗氮工艺处理的光滑和缺口试样的疲劳强度。
表B.4 38CrMoAl钢经不同渗氮工艺处理的光滑和缺口试样的疲劳强度 (单位:MPa)
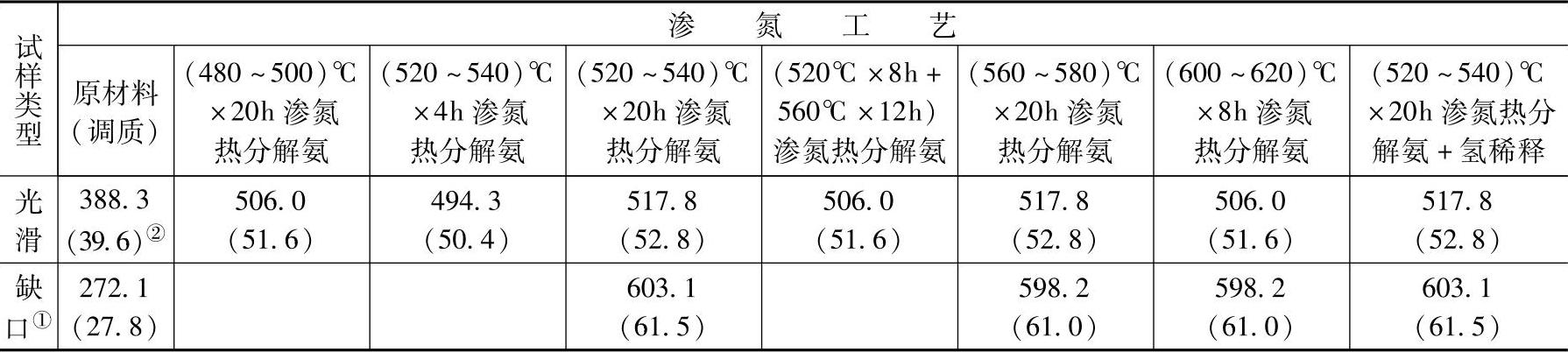
① 缺口试样缺口处圆角半径r=0.75mm,应力集中系数Kt=1.63,按疲劳试样的标准尺寸加工的。
② 括号中的数据为单位为kgf/mm2时的σ-1值。
B.5 表B.5为38CrMoAl钢不同渗氮工艺试样表面脆性的综合分析。
表B.5 38CrMoAl钢不同渗氮工艺试样渗氮层脆性的综合分析
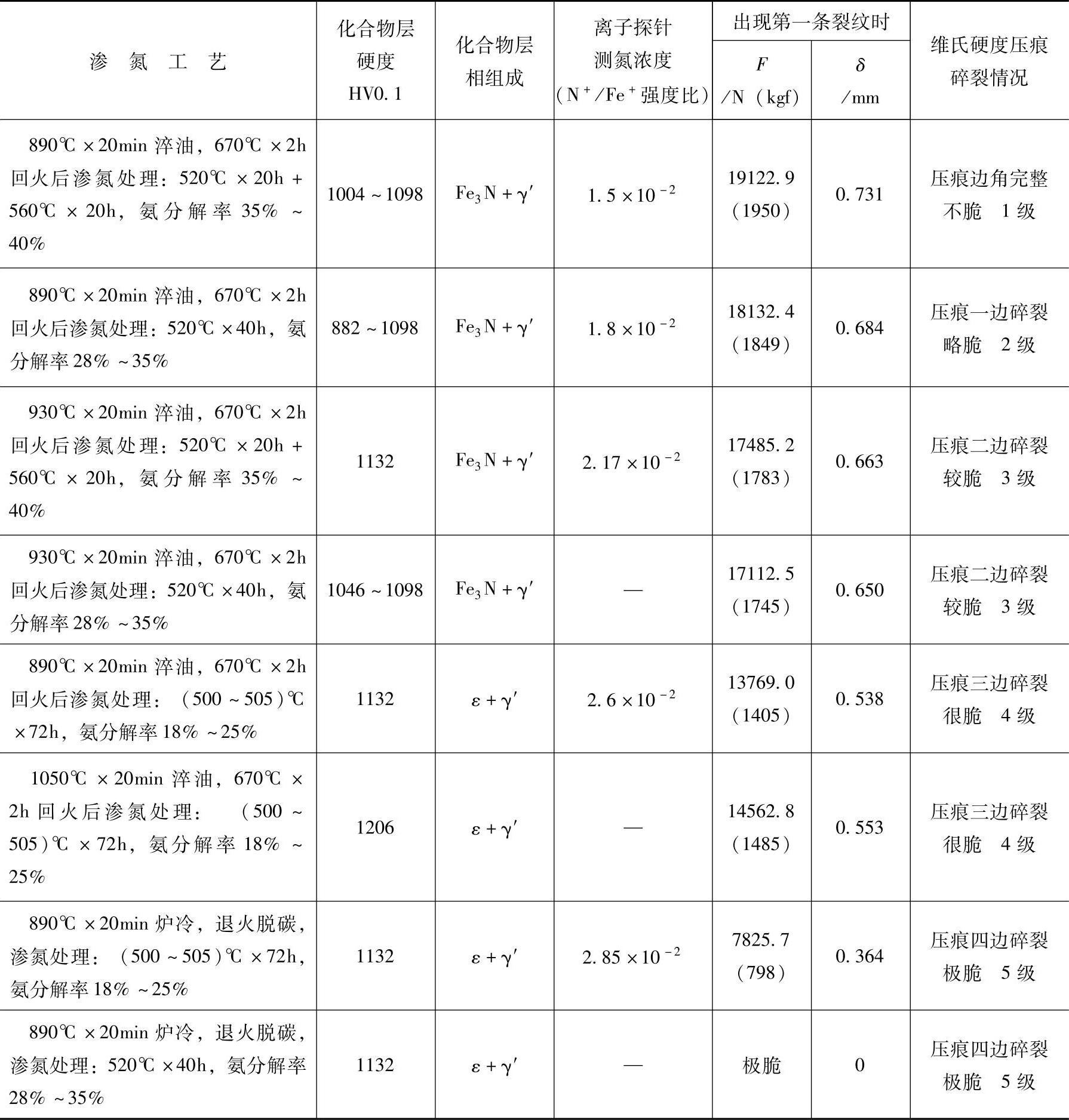
注:上述数据均为4个试样的平均值。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。