



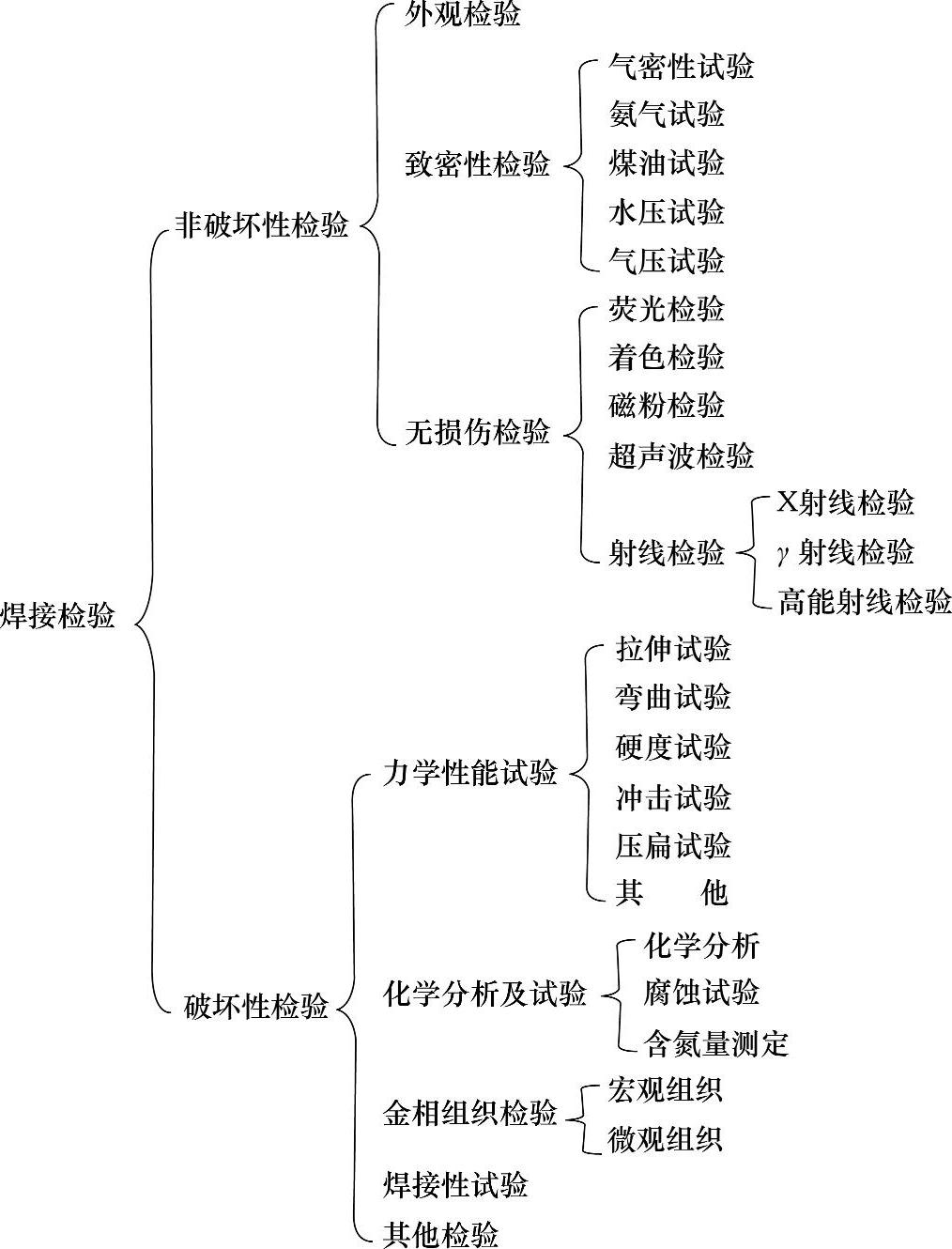
焊接检验的方法很多,见表9-1。
表9-1 焊接检验方法的分类
(1)非破坏性检验方法
1)外观检验。外观检验一般以肉眼观察为主,也可用5~10倍放大镜来检查。外观检验主要是为了检查焊缝外形尺寸是否符合有关标准及图样要求、焊缝的外形是否光滑平整、余高是否合适、焊缝与母材的过渡是否圆滑等,另外还要检查焊缝表面是否有裂纹、气孔、焊瘤、咬边,收弧处是否有弧坑裂纹等缺陷。
2)煤油试验。煤油试验用于非受压容器的致密性试验。试验的方法是在焊缝一侧涂上白垩粉水溶液,待干燥后,在焊缝另一侧涂刷煤油。由于煤油渗透能力强,如果焊缝有缺陷,煤油就能渗透过去,在有白垩粉的一面形成明显的油渍,由此便可确定缺陷的位置。为了准确地确定缺陷的大小和位置,应在涂煤油后立即观察。
3)水压试验。水压试验不仅用来检验焊缝的致密性,同时也可以检验焊缝的强度。试验时首先将容器灌满水,并堵好容器上的一切孔眼,然后用水泵把容器内水压升高,其压力一般为工作压力的1.25~1.5倍,待持续10~30min之后,再将压力降至容器的工作压力,并用1~1.5kg的圆头小锤在距焊缝15~20mm处沿焊缝方向轻轻敲打。如果发现焊缝上有水滴或细水纹出现,可在漏水处做出标记,以便试压后对该处进行修补。试验用水的温度应稍高于周围空气的温度,以防容器外表凝结露水。
4)气压试验。小型受压容器或管子常采用气压试验来检验其密封性和强度。试验时将压缩空气注入容器或管子内,并在焊缝表面涂抹肥皂水。如果发现有冒气泡的地方,则说明该处有缺陷存在,做出标记,以便对其进行修补。也可以将容器或管子放入水槽中,并注入压缩空气。如果发现有气泡冒出,则说明该处有缺陷。
5)荧光检验。把荧光液涂在焊缝表面,如果焊缝表面有缺陷,由于荧光液具有很强的浸透能力,因此很快就可以渗透到裂纹中去。然后把零件表面擦干净,在暗室内用水银石英灯照射,这时渗入缺陷内的荧光粉在紫外线作用下就会发光,缺陷就被显示出来。
6)着色检验。在清除干净的焊缝表面涂上一层红色的着色剂,经一定时间后,流动性和渗透性良好的着色剂便渗透到焊缝表面的缺陷内,然后再将焊缝表面擦干净,并在焊缝表面涂上一层白色显示液。如果白色的底层上渗出了红色的条纹,则表示该处有缺陷存在。
7)磁粉检验。磁粉检验用来检查铁磁性材料表面或近表面的裂纹、夹渣等缺陷。磁粉检验有干法和湿法两种:采用干法时,先使焊缝磁化,然后在焊缝表面撒上磁铁粉末;采用湿法时,在磁化的焊缝表面涂上磁粉混浊液。这两种方法都能显露焊缝或母材中的表面或近表面缺陷。经磁粉探伤后,焊件中就会有剩磁存在,这对某些焊件来说是不允许的,所以应进行退磁处理。
8)超声波检验。可用来探测大厚度焊件(40mm以上),对检查裂纹等平面形缺陷灵敏度较高,且具有操作灵活、方便等优点。方法是在光滑的焊缝及其附近刷上一层液体贴合剂(轻油或变压器油等),然后将探头与焊件表面接触,当超声波束经由探头到达金属内部遇到缺陷和零件底面时就会发生反射,在荧光屏上形成脉冲波形。如果焊缝有缺陷,则根据这些脉冲波形,就可以判断缺陷的位置和大小。(https://www.xing528.com)
9)X射线检验。X射线用来检验焊缝内部的裂纹、未焊透、气孔和夹渣等缺陷。先将X射线管对正焊缝,然后将装有感光底片的塑料袋放在焊缝的背面,再开机使X射线管发出X射线进行透视。如果焊缝有缺陷,则根据底片上的图像就可以判断出缺陷的类型、位置和大小。
10)γ射线检验。γ射线具有更强的穿透能力,可检查厚度达300mm的焊缝,用来检验焊缝内部的裂纹、未焊透、气孔和夹渣等缺陷。方法是在焊缝的背面先贴上装有感光底片的底片袋,然后将放射性元素(如镭、铀、钴等)放在三面密封、一面开孔的铅盒内,并使开口面朝着要检验的焊缝进行拍照。如果焊缝有缺陷,则根据底片上的图像就可以判断出缺陷的类型、位置和大小。
(2)破坏性检验方法
1)力学性能试验
①拉伸试验。拉伸试验的目的是测定焊缝金属及焊接接头的抗拉强度、屈服强度、伸长率和断面收缩率。拉伸试样按标准做成板状试样、圆形试样和管状试样,然后在拉伸试验机上进行。
②弯曲试验。弯曲试验的目的是测定对接接头弯曲时的塑性。对接接头弯曲时的塑性,是根据试验接头部位出现第一条裂纹时的弯曲角度来确定的。
③硬度试验。硬度试验的目的是测定焊接接头各个部分(焊缝金属、母材及热影响区等)的硬度。为减少误差,每一部分测定硬度的次数应不少于3次。硬度试验可在布氏、洛氏或维氏硬度机上进行。
④冲击试验。冲击试验的目的是测定焊缝金属或母材热影响区在突加载荷时对缺口的敏感性。缺口位置由试验的目的决定,可以开在焊缝、熔合线或母材热影响区上,在冲击试验机上进行。
⑤压扁试验。压扁试验的目的是测定管子焊接接头压扁时的塑性。根据试样上出现第一条裂纹时管壁间的距离来确定。试验长度可等于管子直径,管子外部余高要去除。
2)化学分析。化学分析的目的是测定焊缝的化学成分。通常用6mm的钻头从焊缝中钻取试样。取样时应把焊缝起弧端及熄弧端(15mm)排除在外,屑末中不得有油、锈等污物,以免影响化学分析的结果。样品的钻取数量视所分析元素的多少而定,常规分析需试样3~5g。经常分析的元素有碳、锰、硅、硫和磷等。对一些合金钢或不锈钢中的镍、铬、钼、钛、钒作分析时,要多取一些试样。
3)金相组织检验。金相组织检验的目的是检查焊缝金属和母材热影响区的组织特点及确定有无内部缺陷。在焊接试板上截取试样,经过打磨、抛光、腐蚀等步骤,然后在金相显微镜下进行观察,必要时可把典型的金相组织摄制成金相照片,供分析之用。金相组织检验分为宏观检验和微观检验两种:宏观检验是用肉眼或在5~10倍放大镜下检查焊缝表面或断面的组织和缺陷,微观检验是在100~1500倍显微镜下观察焊缝金属或热影响区的显微组织和显微缺陷。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。